



【摘要】:现燕尾块根部为25mm,深度为8mm。再铣燕尾块另一侧,将铣刀移至另一侧,对刀后分粗、精铣削,并用千分尺测量燕尾块M1为41.392~41.232mm。
现以图4-16所示零件(HT200)为例介绍燕尾块的铣削方法。
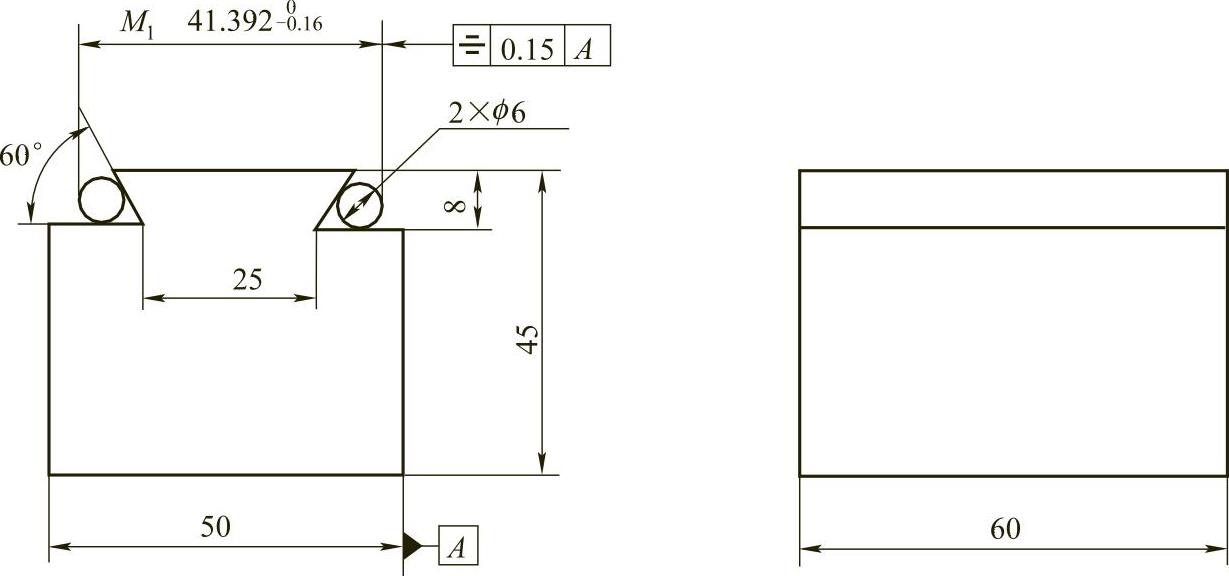
图4-16 燕尾块的零件图
1.铣削凸台
铣削凸台时,在卧式铣床上可用三面刃铣刀或在立式铣床上用立铣刀铣出。现燕尾块根部为25mm,深度为8mm。根据燕尾槽横向铣削层深度S=4.618mm,所以凸台尺寸应为
25mm+4.618mm×2=34.236mm
先铣出34.236mm×8mm的凸台,深度留0.2mm的精铣余量。凸台位置应与工件两侧面对称。
2.铣燕尾块(https://www.xing528.com)
铣燕尾块时铣刀的选择与安装,工件的装夹及找正和铣削用量的选择与铣燕尾槽相同。
铣削步骤:将铣刀调整到凸台一侧,开动机床,垂向缓缓上升,使铣刀端面齿刃擦到凸台底面。然后调整横向工作台,使齿刃尖角与凸台侧面接触后在垂向、横向刻度盘上作记号,铣刀退离工件。
先铣燕尾块一侧(图4-17a),垂向升高0.2mm,横向工作台分三次调整,然后机动进给铣削,粗铣后在燕尾块一侧放入ϕ6mm标准圆棒,用深度游标尺或深度千分尺测量工件侧面至圆棒间距离(图4-17b)应为工件实际宽度尺寸的二分之一减去M值的二分之一,再根据测得余量调整横向工作台进行精铣。
再铣燕尾块另一侧(图4-17c),将铣刀移至另一侧,对刀后分粗、精铣削,并用千分尺测量燕尾块M1为41.392~41.232mm。

图4-17 铣削燕尾块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。