



现以图3-19所示零件为例,介绍在X6132卧式万能铣床上切断工件的方法。
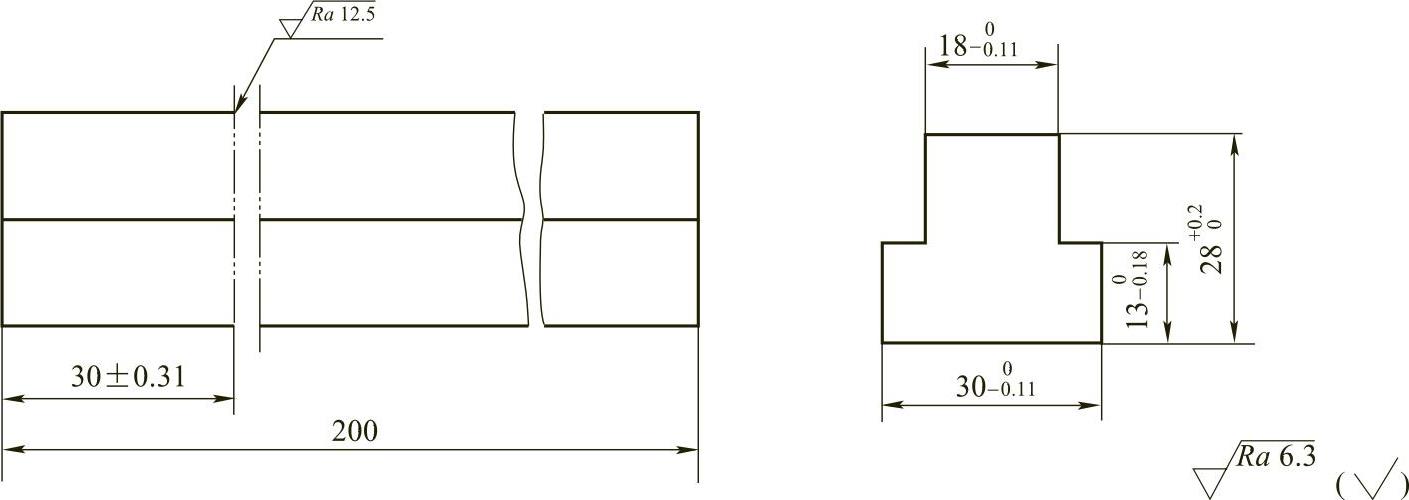
图3-19 T形键
1.铣刀的选择与工件的装夹
在铣床上切断工件时一般采用锯片铣刀。将锯片铣刀安装在ϕ27mm的长刀杆上,在保证能切断工件的情况下尽可能地靠近主轴处,并要控制铣刀的径向圆跳动和轴向圆跳动误差在0.06mm之内,避免铣刀折断。选择铣削用量调整主轴转速n=60r/min(vc=23m/min),每分钟进给量移vf=30mm/min。装夹时该工件采用机用平口钳装夹,将其安放在工作台中间位置并找正固定钳口与横向工作台进给方向平行后夹紧。工件装夹在钳口内,垫上适当高度的平行垫铁,工件上平面与钳口等高,端面伸出钳口约35mm后夹紧,如图3-20所示。工件夹持部分较少时,可在机用平口钳另一端垫一块已锯下的工件一起夹紧。
2.切断
切断时对刀,需侧面对刀,移动工作台,使垂向工作台升高至超出工件厚度约1mm;移动横向工作台使铣刀侧面与工件端面相接触。纵向退出工件,然后移动横向工作台,移动量为33mm。再紧固横向工作台。测量对刀,移动升降台,使其升高至工件上平面,将钢直尺端面靠向铣刀的侧面,移动横向工作台,使钢直尺30mm刻线处与工件端面对齐,如图3-21所示。再紧固横向工作台,纵向退出工件,升降台升高29mm。开动机床,摇动纵向手柄,当铣刀切到工件后,缓慢均匀手动进给,切断一件后,松开机用平口钳,移动工件,再按上述方法装夹及对刀,依次进行切断。切断后,用游标卡尺测量工件长度为30mm±0.31mm,并用直角尺检查切口与基面的垂直度。(https://www.xing528.com)
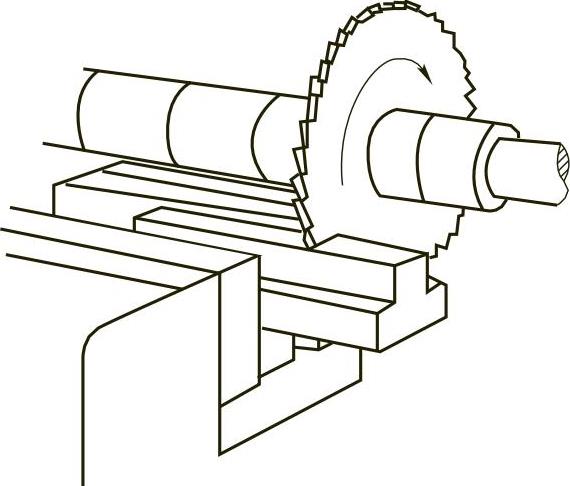
图3-20 工件的装夹及铣削
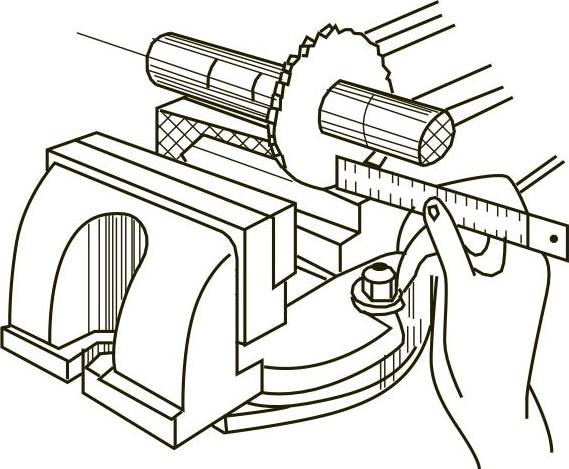
图3-21 测量对刀
切断时的注意事项:装夹工件前必须找正固定钳口与横向工作台进给方向平行;装夹工件时,工件上平面必须与工作台台面平行,切断处应尽量靠近夹紧点;工件必须装夹牢固,并使铣削力朝向固定钳口;安装铣刀应尽量靠近主轴,并可在靠近螺母处的垫圈内安装平键,以防垫圈转动折断铣刀;切断工件时,通常采用逆铣,并缓慢均匀地手动进给;切断钢件材料时,自始至终要充分浇注切削液;锯片铣刀只能用作切断及铣削窄槽,不得用于铣削端面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。