



1.划线前的准备
(1)工具、量具的准备 根据图样合理选择划线的工具、量具。
(2)工件的清理 清除铸、锻件上的浇冒口、毛刺、氧化皮等。
(3)工件的涂色 为使划出的线条更清晰,划线前在工件的划线部位涂上一层均匀的涂料。常用的涂料有粉笔、石灰水、硫酸铜溶液等。粉笔用于数量少、工件小的毛坯;石灰水用于铸、锻件毛坯;硫酸铜溶液用于已加工表面或工件。
2.划线基准的选择
划线基准是划线时确定工件各几何要素间的尺寸大小和位置关系所依据的一些点、线、面。设计图样时确定的基准为设计基准。划线基准的确定要综合考虑工件的整个加工过程及各工序所使用的检测手段,应尽可能使划线基准与设计基准一致,以减少由于基准不一致所产生的累积误差。同时,合理地选择划线基准,能使划线方便、准确、迅速。
划线基准的选择原则如下。
1)尽量使划线基准与工件图样的设计基准重合。
2)工件上没有已加工表面时,以较大、较长的非加工面作划线基准。工件上有已加工表面时,以已加工表面作为划线基准。
3)以对称面或对称线作为划线基准。
4)需两个以上的划线基准时,以互相垂直的表面作为划线基准。
3.划线时的找正与借料
(1)找正 划线前一般都需先找正工件,使工件上的有关毛坯表面处于合适的位置。当工件上有非加工面时,通过找正后再划线,可使加工面与非加工面保持正确的相对位置。当工件上没有非加工面时,通过找正后再划线,可使各加工面的加工余量分布均匀。例如,图1-54所示的轴承座,由于底板厚度不均,不能作为高度方向的划线基准,底板上表面A为非加工面,可以A面为基准,划出底面的加工线,从而使底板的上、下两面基本保持平行。
(2)借料 毛坯件在尺寸、形状和位置上都存在一定的误差与缺陷,当误差和缺陷不大时,可通过试划或调整,使各加工面的余量合理分配、互相借用,而误差和缺陷在加工后排除,这种划线方法称为借料。如毛坯工件上的孔铸造偏斜了,有可能通过借料划线来补救。如图1-55所示,毛坯中ϕ40mm向右、向下各偏移了6mm,因孔的偏心太大,如果以此设计基准(R60的中心)为基准划线,则待加工孔的加工余量仅剩下1.5mm。如果以毛坯孔ϕ40mm为基准划线,则底面无法加工。若通过借料划线将待加工孔中心降低2mm,使孔的加工余量增加为3mm,而底面的加工余量可达4mm。这样既保证了零件的对称性,又可使各加工面得到合适的余量,零件则可以按图加工。
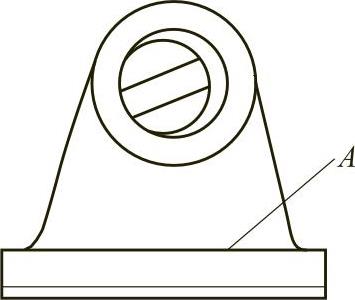
图1-54 在毛坯上划线找正
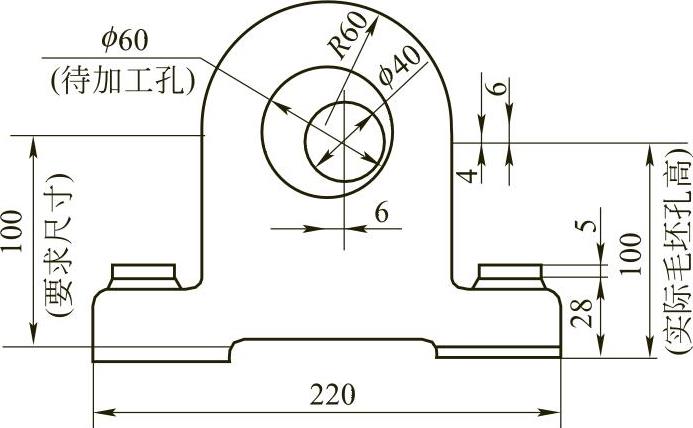
图1-55 铸件孔的借料(https://www.xing528.com)
4.打样冲眼的方法
1)冲眼位置要正确,冲尖应对准线条,不可偏斜。
2)大小要适度,薄板和已加工面上冲眼应小一些、浅一些;粗糙工件表面及孔中心冲眼应大些、深些。
3)在直线上冲眼,宜打得稀些;在交叉点、过渡点及曲线上冲眼,应打得密些。
4)冲眼不对时,应及时修正。
5.划线实例
以图1-56轴承座为例说明划线的方法。
1)阅读图样(图1-57),选定I—I、Ⅱ—Ⅱ、Ⅲ—Ⅲ三个中心平面为划线基准。
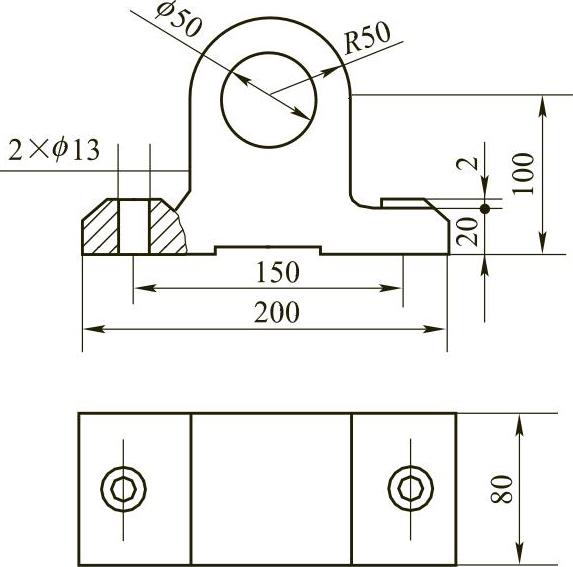
图1-56 轴承座
2)用千斤顶支承,划出划线基准I—I与底面加工线(图1-57a),确保位置尺寸100mm。
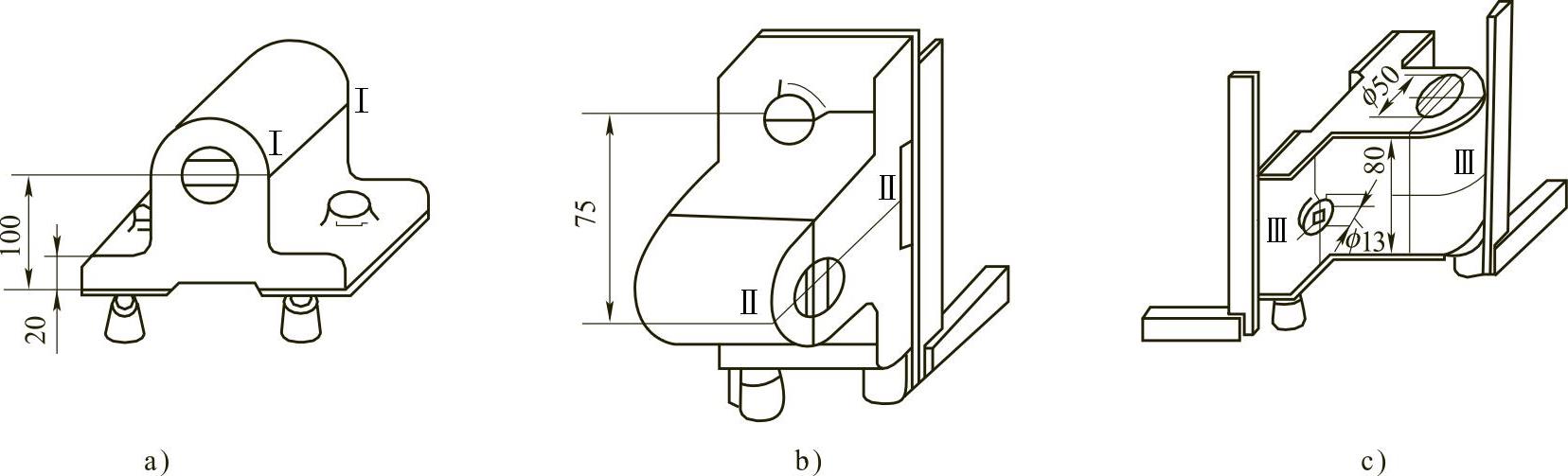
图1-57 轴承座的划线实例
3)划基准线Ⅱ—Ⅱ与2×ϕ13mm孔平行于Ⅱ—Ⅱ面的中心线,保证尺寸150mm对称分布(图1-57b)。
4)划基准线Ⅲ—Ⅲ、2×ϕ13mm孔在Ⅲ—Ⅲ面上的中心线与两端面加工线,保证尺寸80mm对称分布(图1-57c)。
5)划出2×ϕ13mm孔与ϕ50mm孔的圆周尺寸界线(I—I与Ⅱ—Ⅱ为ϕ50孔的中心线)。
6)检查划线尺寸,最后在所划线条上打样冲眼。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。