



铣削用量有铣削速度v、进给量(每分钟进给量vf)、背吃刀量ap和侧吃刀量ae,合称为铣削用量四要素,如图1-41所示。
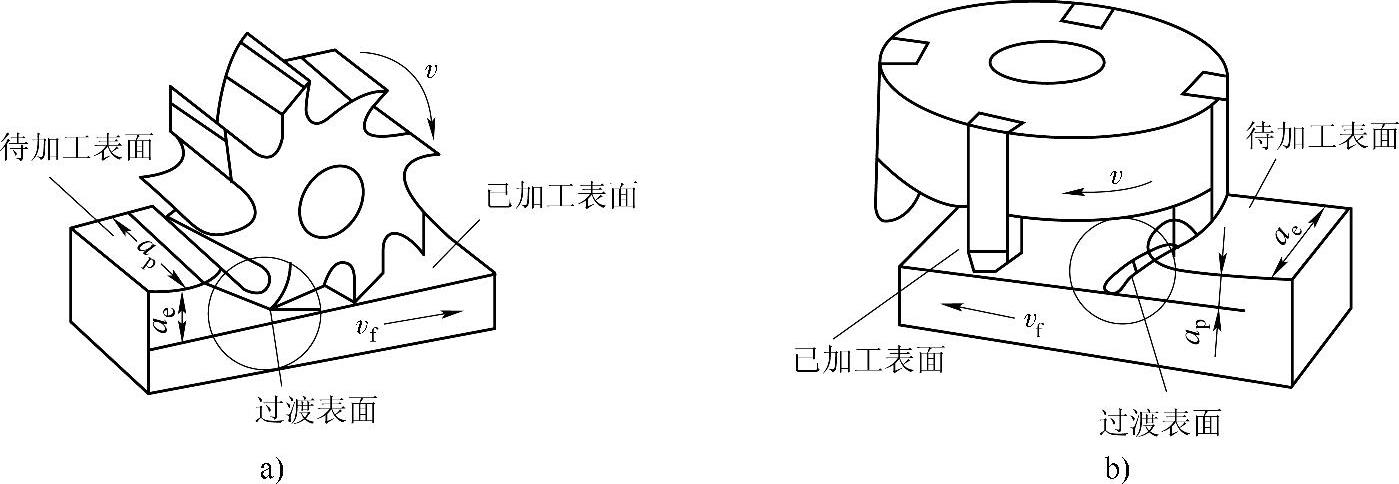
图1-41 铣削用量四要素
a)在卧铣上铣平面(圆周铣) b)在立铣上铣平面(端铣)
1.切削速度
切削速度v是指铣刀最大直径处切削刃的圆周速度,其计算公式为
式中 v——切削速度(m/min);
d——铣刀半径(mm);
n——主轴转速(r/min)。
2.进给量
铣削的进给量有三种表示方法。
(1)每分钟进给量主轴每转一分钟,工件沿进给方向移动的距离,称为每分钟进给量,即进给速度,用vf表示,单位为mm/min。
(2)每转进给量主轴每转一转,工件沿进给方向移动的距离,称为每转进给量,用f表示,单位为mm/r。(https://www.xing528.com)
(3)每齿进给量铣刀每转过一齿,工件沿进给方向所移动的距离,称为每齿进给量,用af表示,单位为mm/z。
3.背吃刀量与侧吃刀量
背吃刀量ap是在平行铣刀轴线方向测量的切削层尺寸,单位为mm;侧吃刀量ae是在垂直于铣刀轴线方向测量的切削层尺寸,单位为mm。
4.铣削用量选择的原则
通常,粗加工为了保证必要的刀具寿命,应优先采用较大的背吃刀量和侧吃刀量,其次采用加大进给量,最后采用根据刀具寿命的要求选择适宜的切削速度,这样的选择是因为切削速度对刀具寿命影响最大,进给量次之,背吃刀量和侧吃刀量影响最小。
精加工时为减小工艺系统的弹性变形,必须采用较小的进给量。同时为了抑制积屑瘤的产生,对于硬质合金铣刀应采用较高的切削速度,对高速工具钢铣刀应采用较低的切削速度,如铣削过程中不会产生积屑瘤,也应采用较大的切削速度。
5.铣削用量的选择(表1-10~表1-12)
表1-10 切削速度的选择 (单位:m/min)
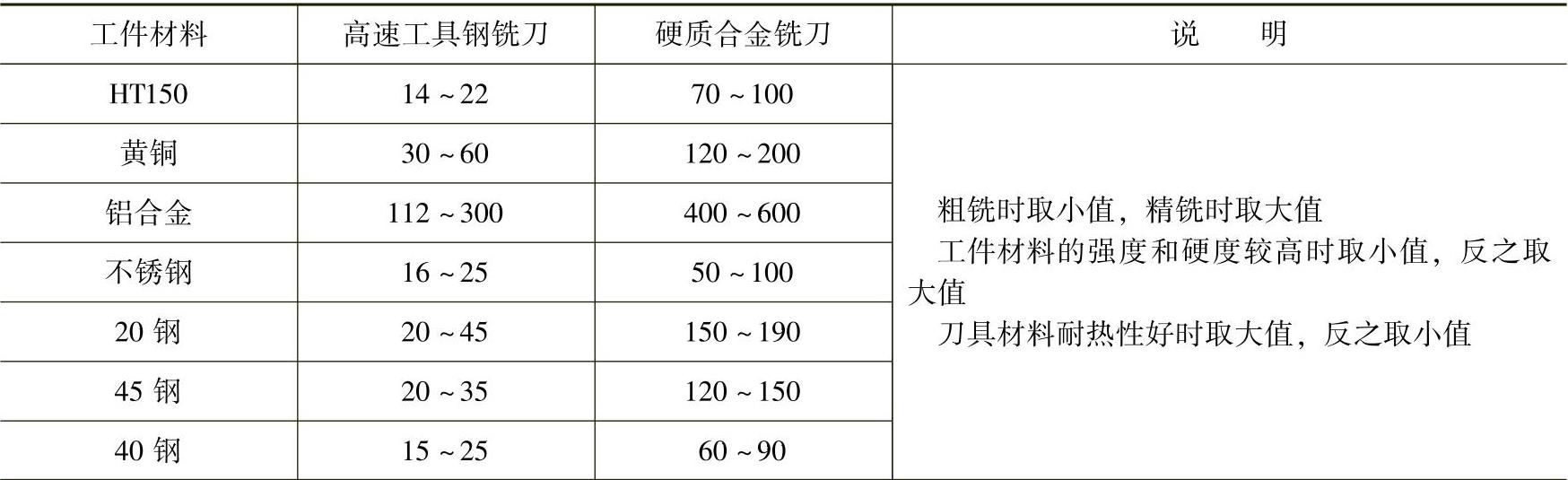
表1-11 铣削背吃刀量的选择 (单位:mm)
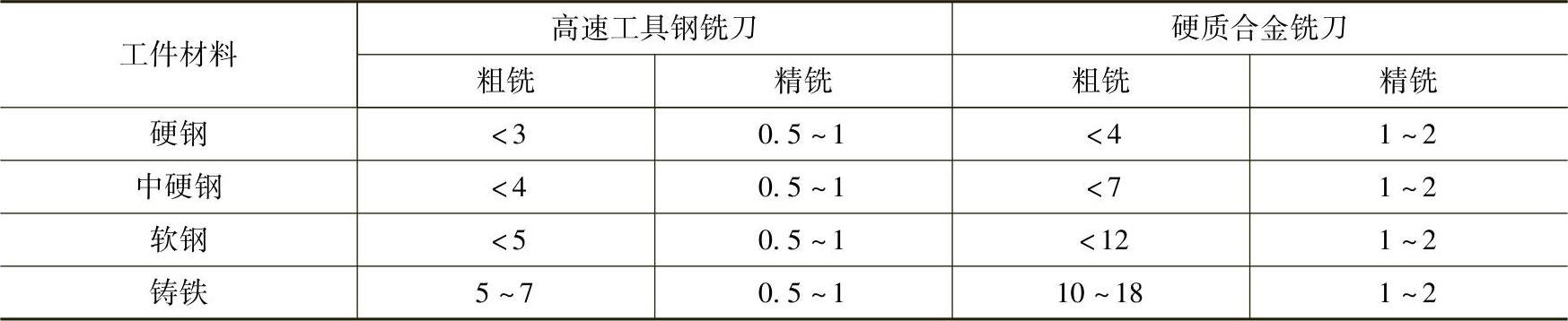
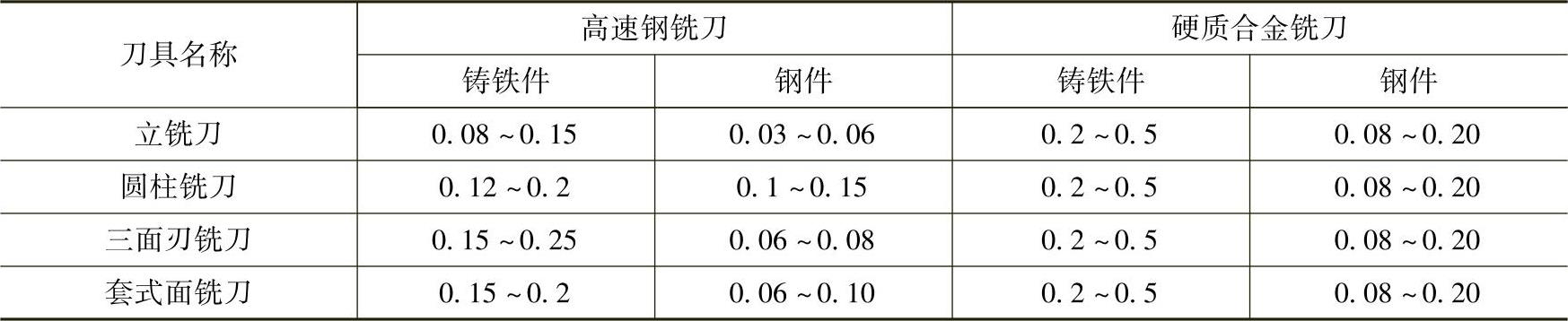
表1-12 每齿进给量的选择 (单位:mm/z)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。