



为了确保零件的加工质量,应对被加工的零件进行表面粗糙度、尺寸精度、形状精度和位置精度的测量,用于测量的工具称为量具。
1.游标卡尺
游标卡尺构造简单,使用方便,测量范围大,用途广泛,主要用于测量工件的外尺寸、内尺寸(如长度、宽度、内径和外径)、孔距、深度和高度等。
(1)规格和构造 游标卡尺是比较精密的测量工具,其规格有0~125mm、0~200mm、0~300mm、0~500mm、300~800mm、400~1000mm、600~1500mm和800~2000mm等几种。游标卡尺的构造如图1-29所示。
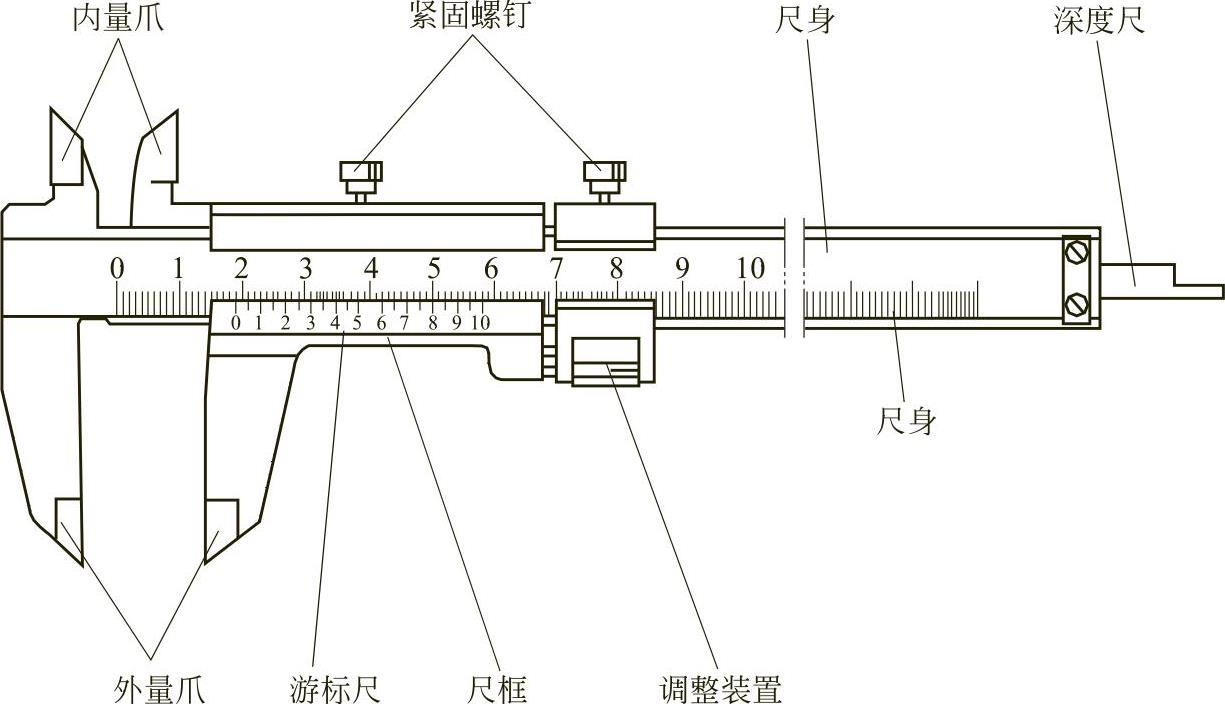
图1-29 游标卡尺的构造
(2)原理和使用 以分度值为0.1mm的游标卡尺为例,尺身的最小分度是1mm。游标尺上有10个小的等分刻度,它们的总长等于9mm,因此游标尺的每一分度比尺身的最小分度差0.1mm。所以,当左右测量爪合在一起时,游标尺的零刻线与尺身的零刻线重合时,除了游标尺的第10条刻线与尺身的9mm的刻线重合外,其余刻线都不重合。游标尺的第一条刻线在尺身的1mm刻线左边0.1mm处,游标尺的第二条刻线在尺身的2mm刻线左边0.2mm处,依此类推。
在两测量爪间放一张厚0.1mm的纸片,游标尺就向右移动0.1mm,这时它的第一条刻线与尺身的1mm刻线重合,其余刻线都与尺身上的刻线不重合。所以,被测薄片的厚度不超过1mm时,游标尺的第几条刻线与尺身的某一刻线重合,表示薄片的厚度是零点几毫米。
在测量大于1mm的长度时,整数由尺身上读出,十分之几毫米从游标上读出。游标卡尺可用于内表面测量、外表面测量和深度测量等,测量时的示意图如图1-30所示。
游标卡尺测量读数实例如图1-31所示。
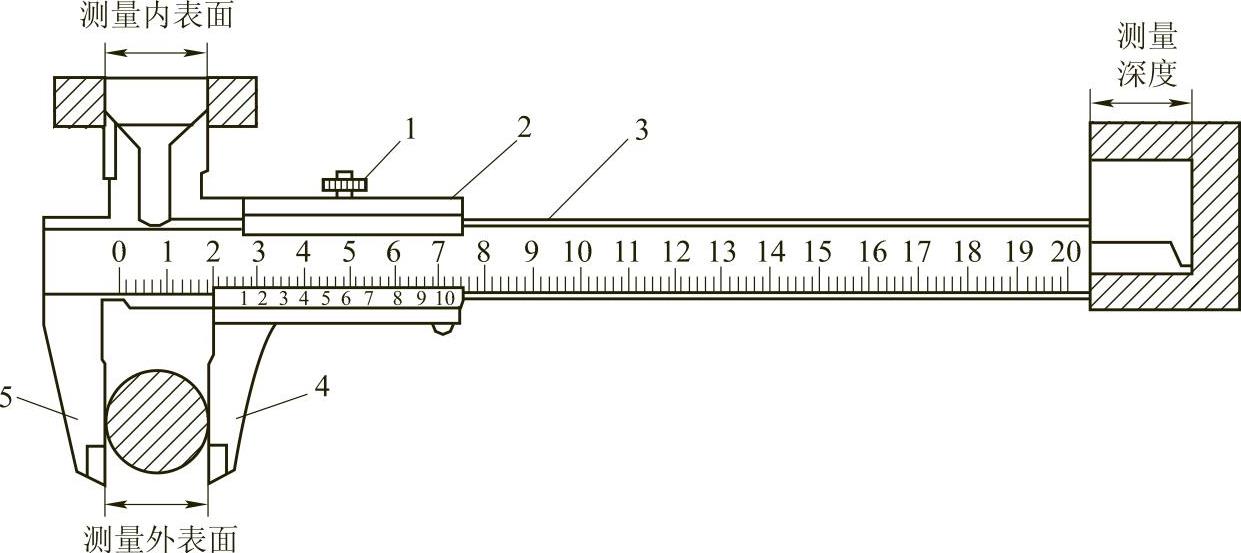
图1-30 游标卡尺测量示意图
1—紧固螺钉 2—游标 3—尺身 4—活动卡脚 5—固定卡脚
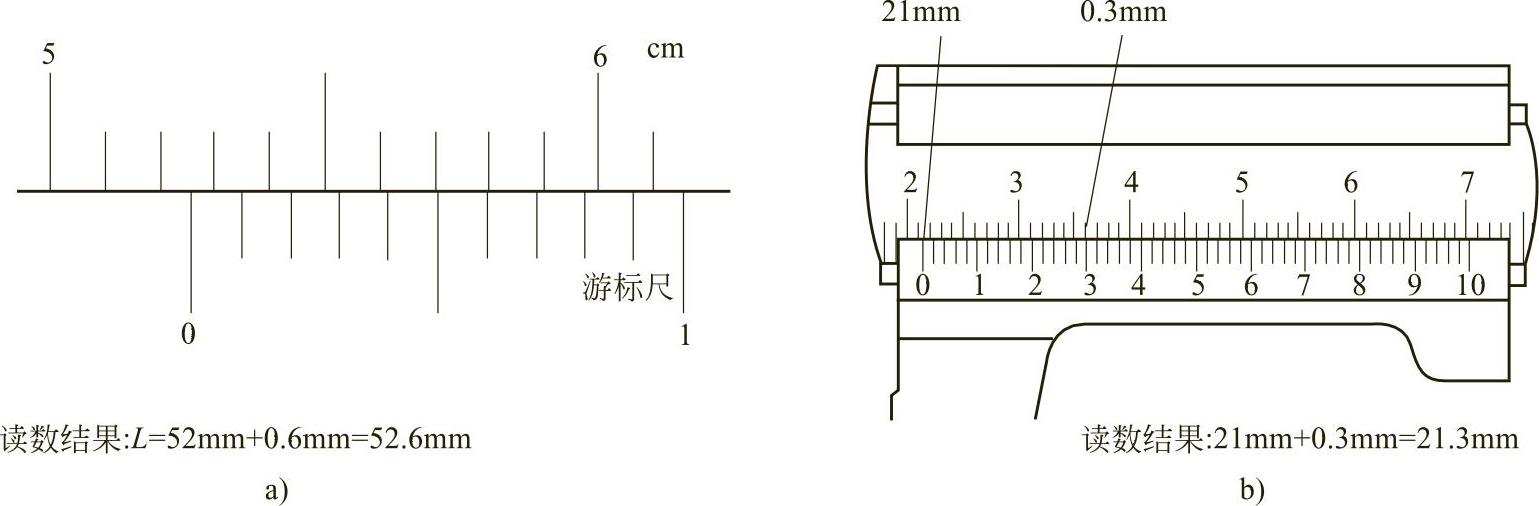
图1-31 游标卡尺读数实例
a)分度值:0.1mm b)分度值:0.02mm
用游标卡尺测量工件的姿势和方法如图1-32所示。
2.千分尺
(1)结构 千分尺也称为螺旋测微器,它主要由尺身、螺旋尺、旋钮和微调旋钮等组成,如图1-33所示。其各主要组成部分的用途如下。
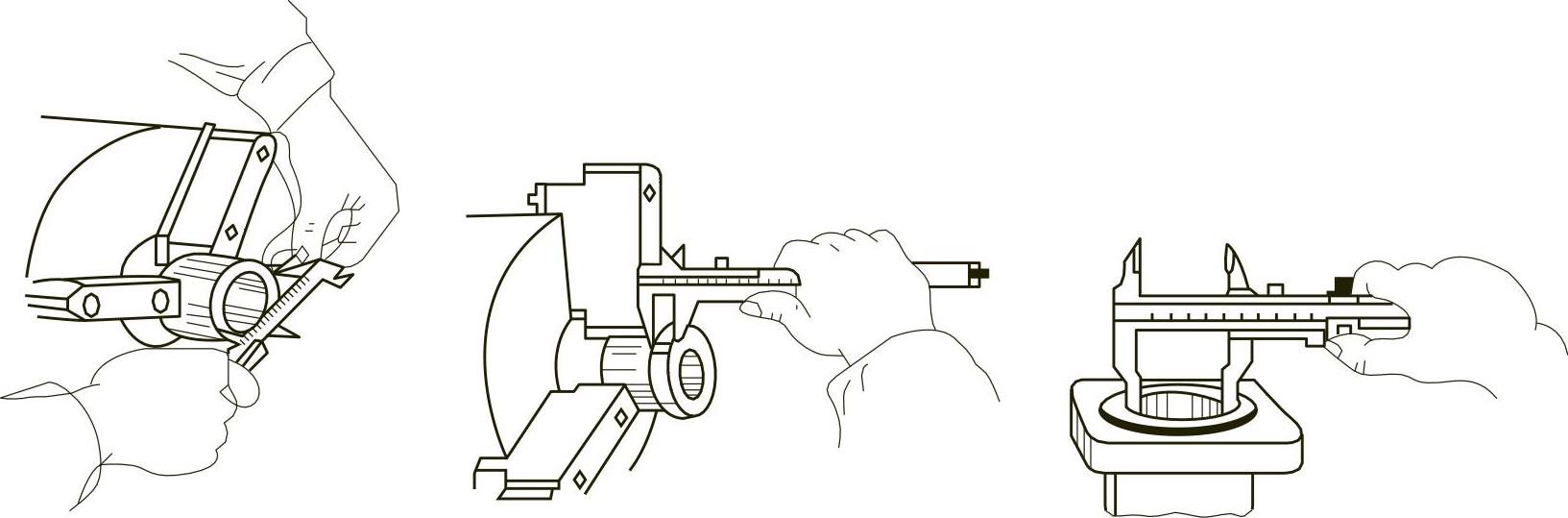
图1-32 用游标卡尺测量工件的姿势和方法
1)尺身:用于读取固定刻度所显示的最大毫米刻度数(包括0.5mm)。
2)螺旋尺:用于读取尺身上固定刻度的水平线对应的螺旋尺上可动刻度的刻度(包括估读)。
3)旋钮:用于紧固被测物。
4)微调旋钮:用于可动尺的微调。
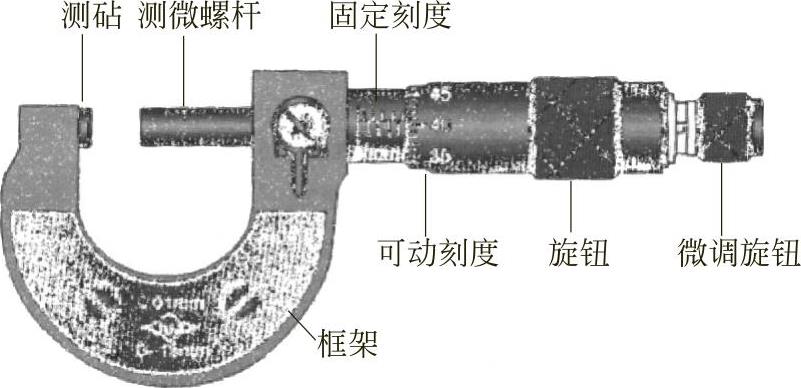
图1-33 千分尺
(2)使用方法 在使用千分尺过程中,当被测物被轻轻夹住时,就不要再旋转圆柱套筒,此时应旋转位于套筒后的微调旋钮,直到听到三声“滴答”为止,读取数值即可;这样可对每次测量被测物上施以相同的压力,减少形变误差;同时避免了损坏精确的螺旋刻度。
(3)原理
1)千分尺的精度。千分尺是利用直线距离转化为角位移的原理制成的。尺身上的固定刻度的最小分度值为0.5mm,螺旋尺上可动刻度共有50个分度,当可动刻度尺旋转一周时,它在尺身上前进或后退一个刻度为0.5mm,则可动刻度每转过一个分格时,测杆前进或后退0.01mm,所以它测量长度的精度为0.01mm。
2)使用及读数方法。将待测物放在测微螺杆与测砧之间,然后用旋钮将被测物紧固,再用微调旋钮调整,直至发出“嗒嗒”声后读数。先读固定刻度,要读出整毫米刻度,注意有无半毫米刻度出现,再读出固定刻度上的水平线对应的可动刻度尺上的读数(要有估读数据),将此数乘以0.01mm后与固定刻度上的读数相加即得到最后读数。
3)千分尺的零误差。当千分尺的测微螺杆与测砧靠在一起时,如果读数不为零,则此时的读数称为它的零误差。图1-34所示为零误差为正误差(0.020mm);图1-35所示为零误差为负误差(0.470mm-0.500mm=-0.030mm)。(https://www.xing528.com)
4)千分尺读出数据的位数。由于千分尺精确到0.01mm,且可估读,因此如果以毫米为单位,最后读数中小数点后面一定有三位数,不够三位的,要用零补齐。
不夹被测物而使测微螺杆与测砧相接时,活动套管上的零线应当刚好和固定套管上的横线对齐。实际操作过程中,由于使用不当,初始状态多少和上述要求不符,即有一个不等于零的读数,所以在使用之前必须要先调零。
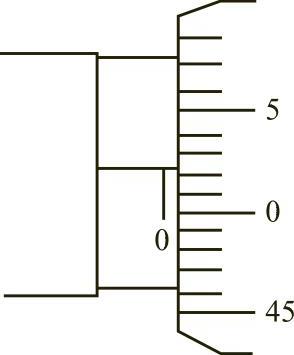
图1-34 零误差为正误差
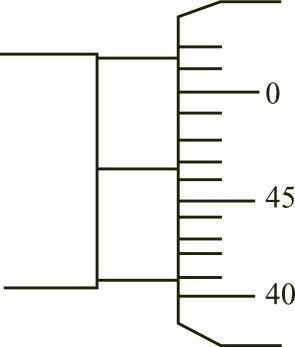
图1-35 零误差为负误差
3.百分表
百分表是一种进行读数比较的指示式量具,它的测量精度较高,读数指示清楚,使用方便可靠。为了减小由于机械传动所产生的误差,百分表测量杆的升降范围不宜太大。常用的百分表有钟面式和杠杆式两种,如图1-36所示。
(1)原理 百分表内测杆齿条和齿轮的齿距是0.625mm,当测杆上升16齿时(即上升0.625mm×16=10mm),z16的小齿轮转一周,z100的大齿轮也转一周,就带动齿数为10的小齿轮和长针转10周。当测杆移动1mm时,长指针转1周,由于表盘上共刻有100格,所以长指针每转一格表示测杆移动0.01mm。
(2)百分表使用时的注意事项 使用时可装在专用表座上或磁性表座上,如图1-37所示。使用时应注意以下几点。
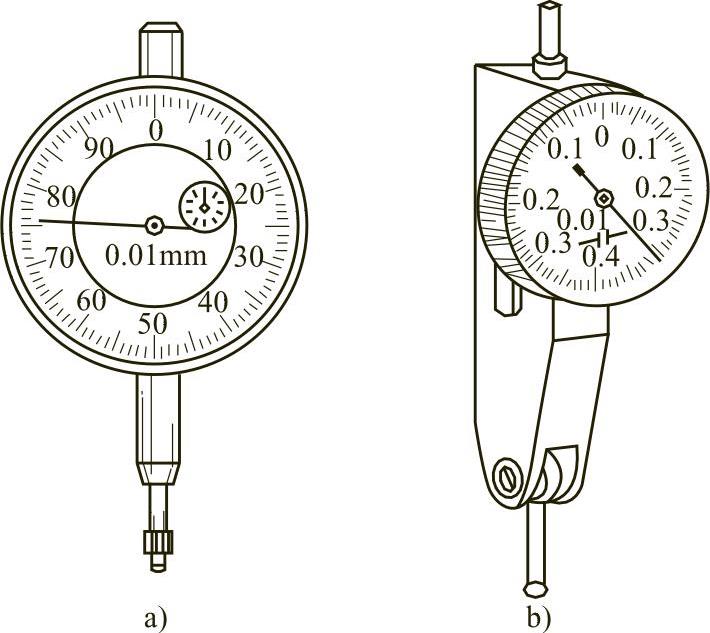
图1-36 钟面式和杠杆式百分表
a)钟面式 b)杠杆式
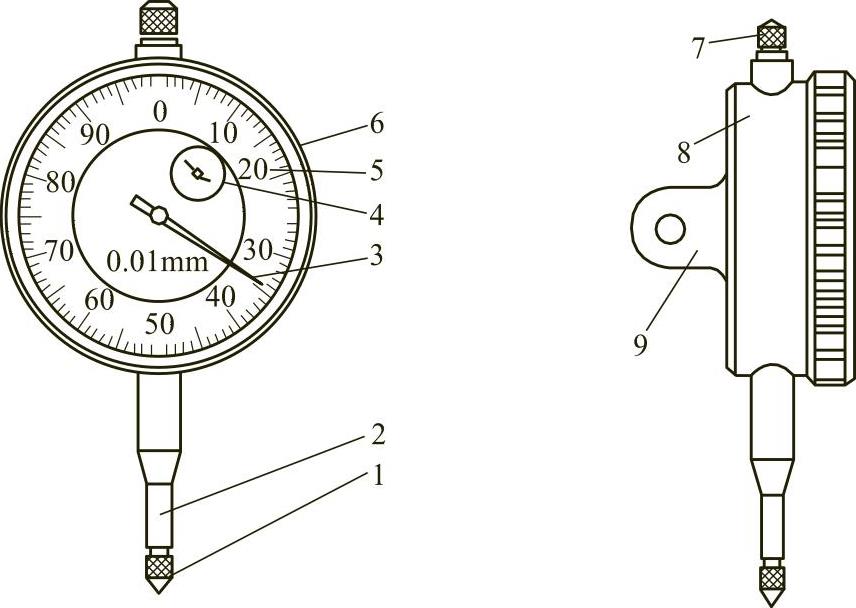
图1-37 百分表装在专用表座上或磁性表座上的情况
1—测头 2—测量杆 3—大指针 4—小指针 5—表盘 6—表圈 7—挡帽 8—表体 9—卡环
1)测量平面或圆柱形工件时,百分表的测杆应与平面垂直,与圆柱形工件中心线垂直。
2)测量时,测杆的升降范围不宜太大,以减少因间隙而产生的误差。
3)百分表装在表座上之后,一般应转动表盘,使指针处于零位。
4.直角尺
直角尺是划线过程中的主要量具,用来检查零件的直线度(图1-38)、垂直度(图1-39)等。
5.塞尺
塞尺用来检验两个结合面之间的间隙大小,钳工也常将工件放在标准平板上,然后通过用塞尺检测工件与平板之间的间隙,从而确定工件表面平面度误差。塞尺有两个平行的测量平面,如图1-40所示,其长度有50mm、100mm和200mm。厚度为0.03~0.2mm的塞尺,中间每片相隔0.01mm;厚度为0.1~1mm的塞尺,中间每片相隔0.05mm。
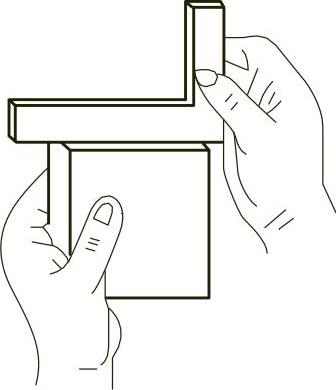
图1-38 检查零件的直线度
使用时,根据间隙的大小,可用一片或数片重叠在一起插入间隙内。例如,用0.3mm的塞尺可以插入工件的间隙,而0.35mm的塞尺插不进去时,则说明工件的间隙在0.3~0.35mm之间,所以塞尺也是一种界限量规。
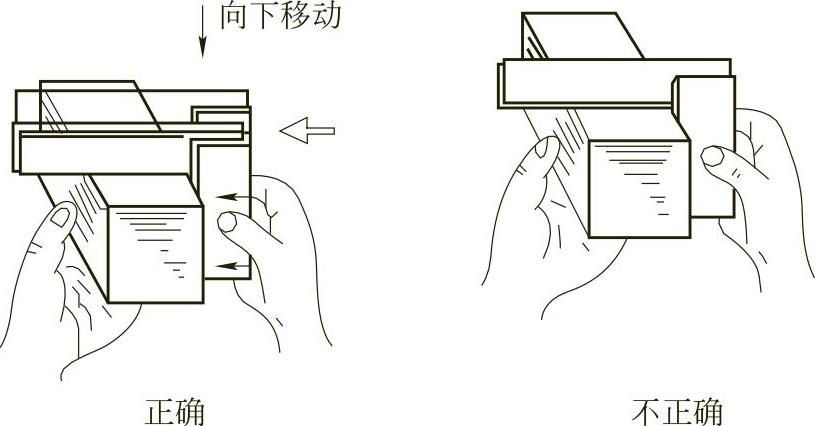
图1-39 检查零件的垂直度
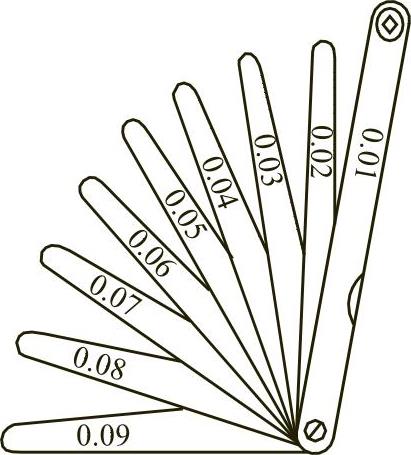
图1-40 塞尺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。