



【摘要】:工件在铣床上的安装方法很多,常用的主要有以下几种。分度头装夹多用于需分度的工件,装夹方式如图1-24所示。图1-25 用压板装夹a)整体示意图 b)局部示意图3.用机用平口钳装夹小型和形状规则的工件多用机用平口钳装夹,如图1-26所示。利用专用夹具或组合夹具装夹工件,可提高生产效率和加工精度,其安装方式如图1-28所示。
工件在铣床上的安装方法很多,常用的主要有以下几种。
1.用分度头装夹
用分度头装夹时,既可将分度头卡盘(或顶尖)与尾座顶尖一起使用装夹轴类零件,也可用分度头卡盘直接装夹工件(分度头的介绍见第五单元)。
分度头装夹多用于需分度的工件,装夹方式如图1-24所示。
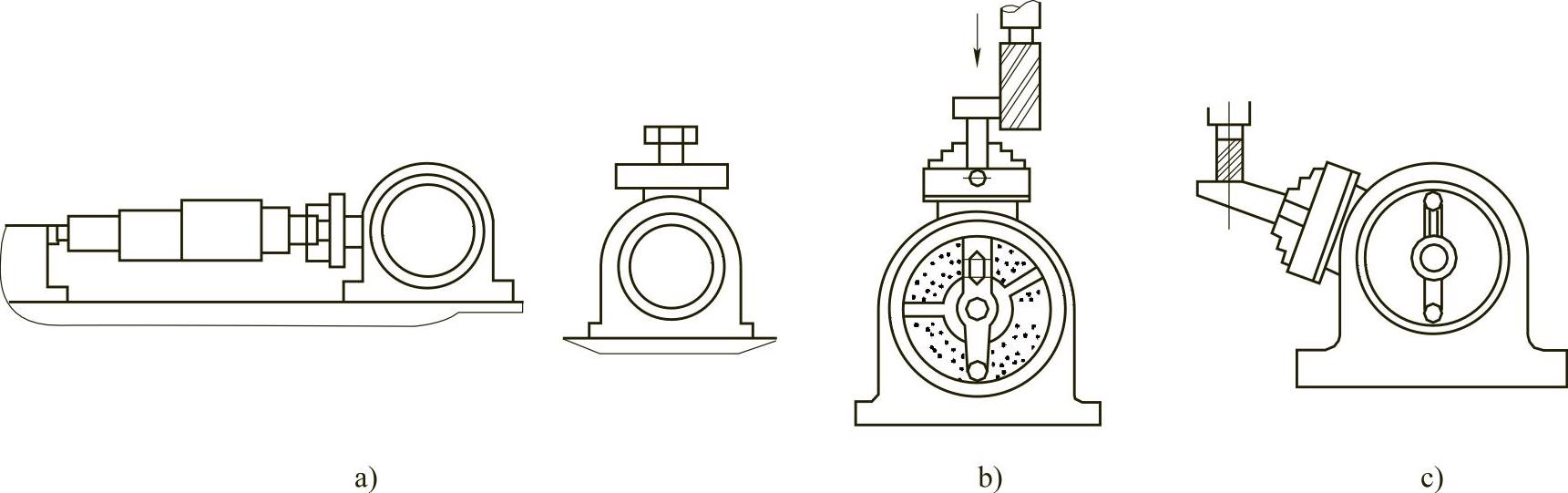
图1-24 分度头装夹方式
a)分度头卡盘在水平位置装夹工件 b)分度头卡盘在垂直位置装夹工件 c)分度头卡盘倾斜装夹工件
2.用压板装夹
对于较大或形状特殊的工件,可用压板、螺栓直接装夹在铣床的工作台上,如图1-25所示。
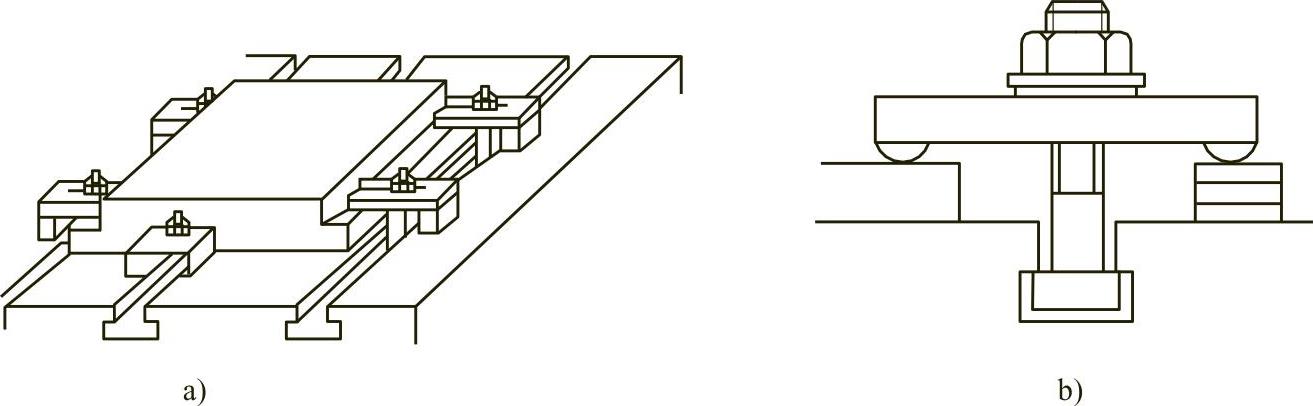
图1-25 用压板装夹
a)整体示意图 b)局部示意图
3.用机用平口钳装夹(https://www.xing528.com)
小型和形状规则的工件多用机用平口钳装夹,如图1-26所示。
4.用回转工作台装夹
当铣削一些有弧形表面的工件时,可通过回转工件台装夹,如图1-27所示。
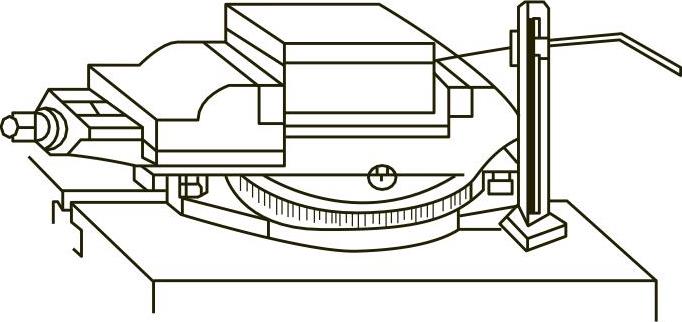
图1-26 用机用平口钳装夹
5.用专用夹具或组合夹具装夹
为了保证零件加工质量,常用各种专用夹具或组合夹具等装夹工件。专用夹具是根据工件的几何形状及加工方式特别设计的工艺装备,组合夹具由一套预先装备好的各种不同形状、不同规格尺寸的标准元件所组成,可以根据工件形状和工序要求,装配成各种夹具。
利用专用夹具或组合夹具装夹工件,可提高生产效率和加工精度,其安装方式如图1-28所示。
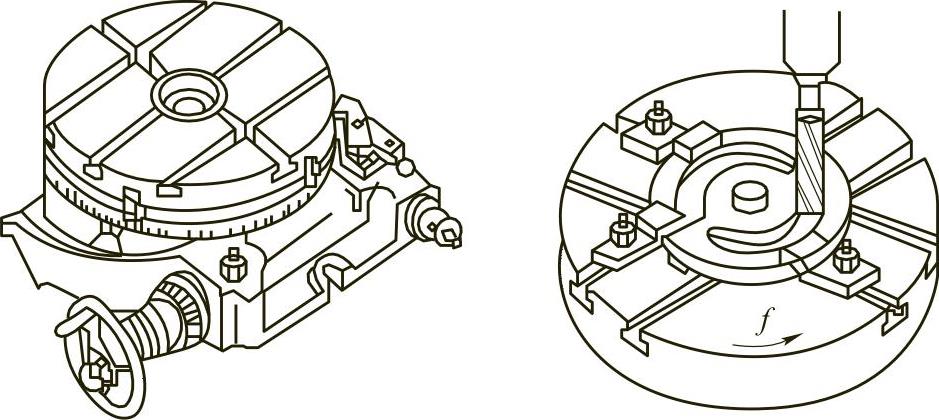
图1-27 用回转工作台装夹
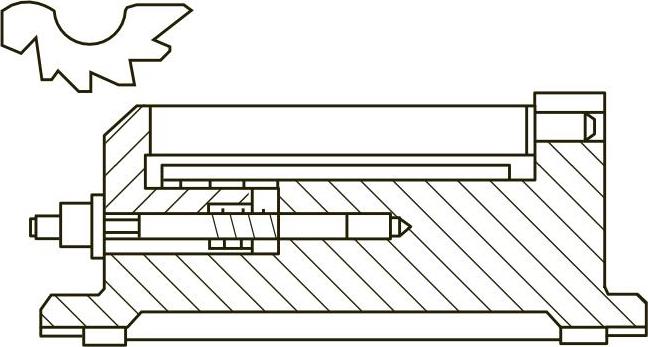
图1-28 用专用夹具或组合夹具装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。