



1.灰铸铁
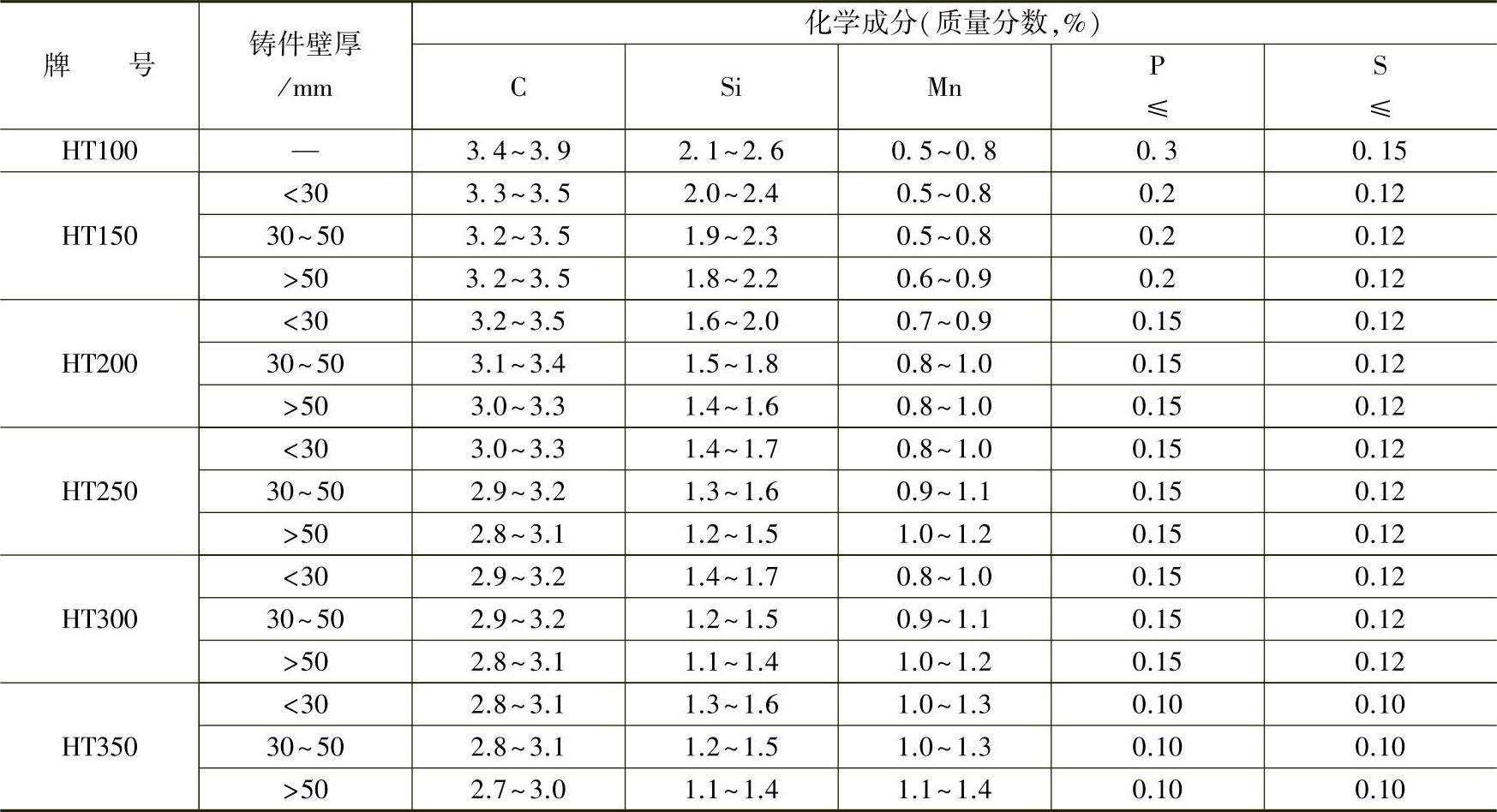
1)我国国家标准灰铸铁的化学成分见表4-33。
表4-33 灰铸铁的化学成分实例
2)灰铸铁附铸试棒(块)的抗拉强度见表4-34。
表4-34 灰铸铁附铸试棒(块)的抗拉强度
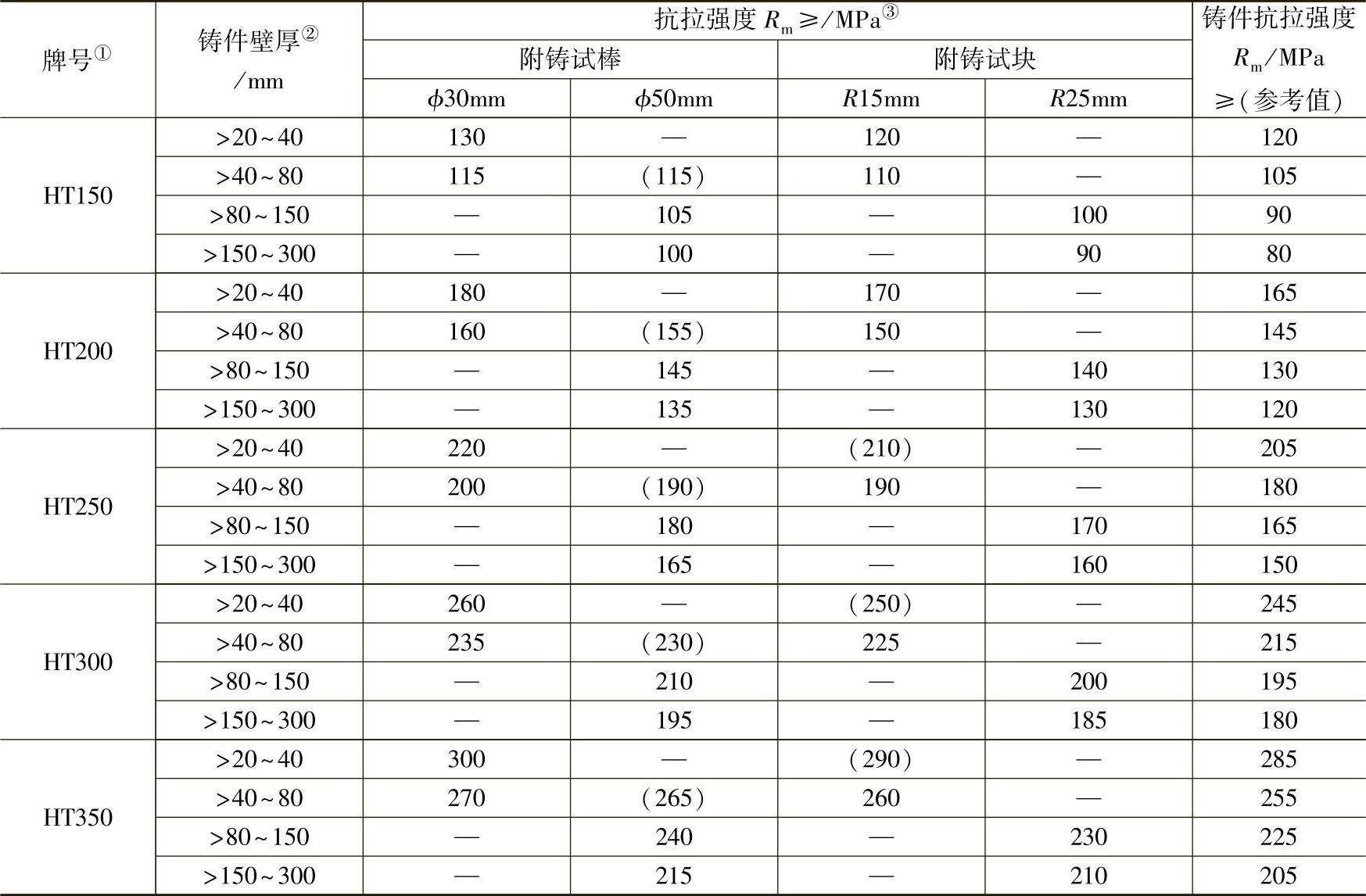
①HT100牌号在厚断面处强度太低,无实用价值,故从略。
②当铸件壁厚>30mm时,其力学性能应由供需双方协议确定。
③括弧内的数值仅适于铸件壁厚大于试样直径时使用。
3)灰铸铁的其他力学性能见表4-35。
表4-35 灰铸铁的其他力学性能①

①表中的数据非标准规定值。
②夏比V型缺口试样。
4)灰铸铁的硬度等级与硬度范围见表4-36。
表4-36 灰铸铁的硬度范围(GB/T 9439—2010)

2.球墨铸铁
1)球墨铸铁的化学成分与基体组织实例见表4-37。
表4-37 球墨铸铁的化学成分与基体组织实例
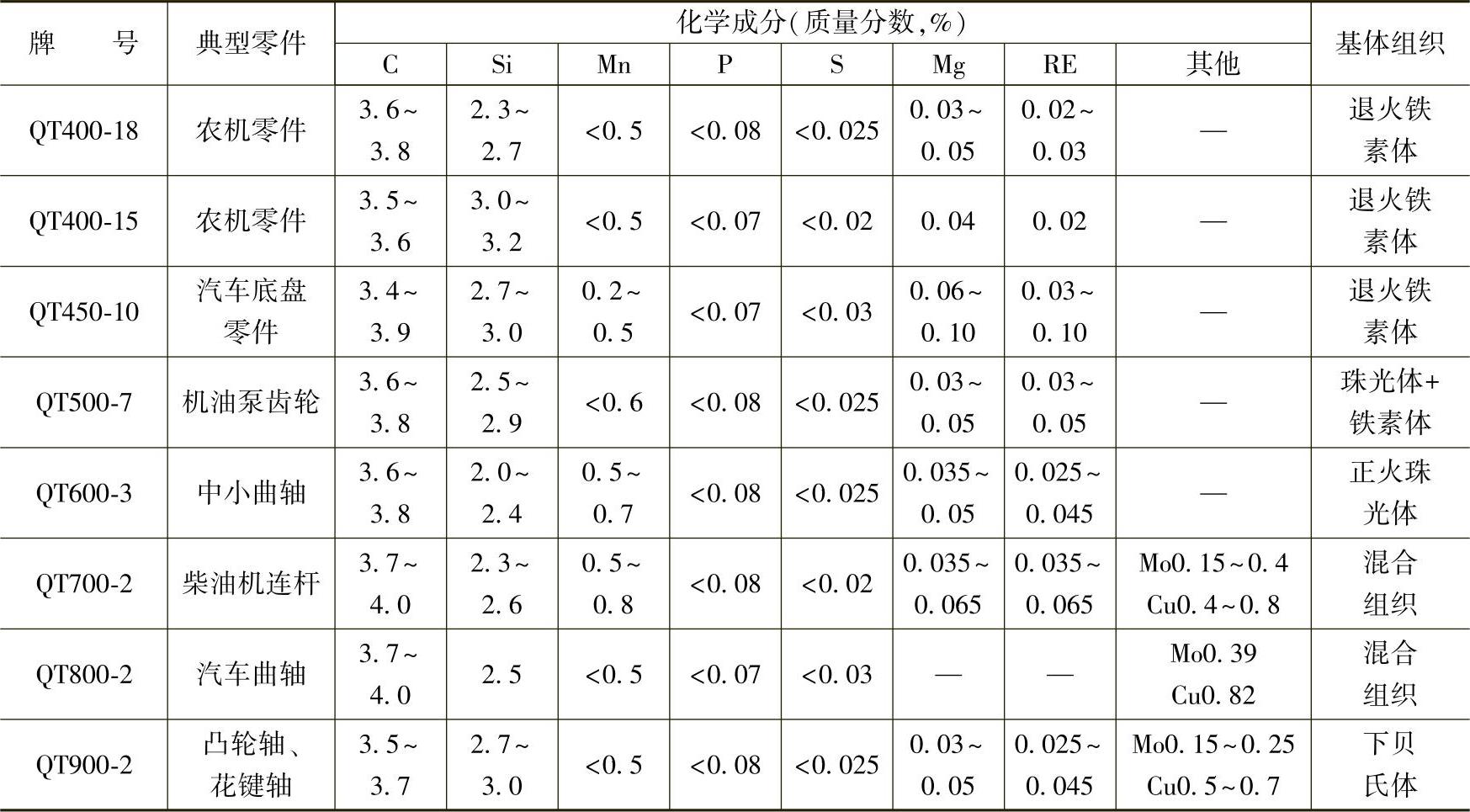
注:球墨铸铁金相检验,可参见GB/T 9441—2009。
2)球墨铸铁附铸试块的力学性能与金相组织见表4-38和表4-39。
表4-38 球墨铸铁附铸试块的力学性能与金相组织
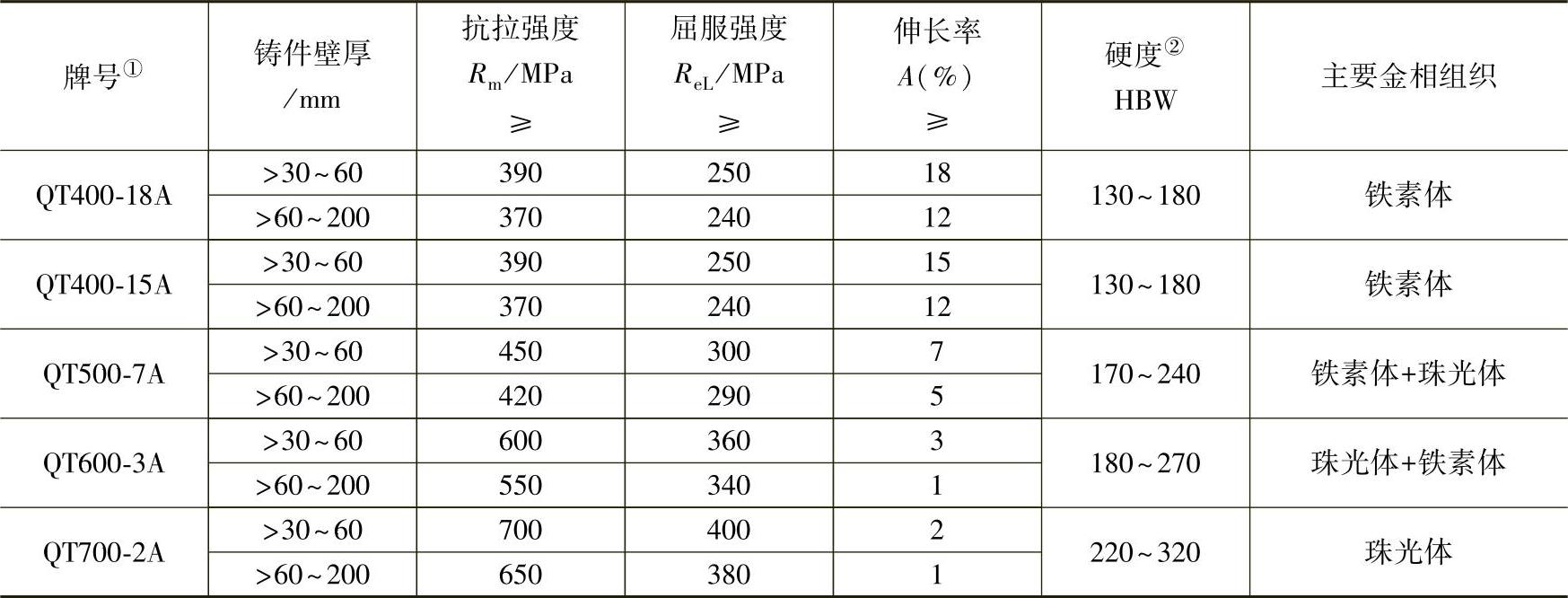
①牌号后的字母“A”表示该牌号在附铸试块上测定的力学性能,以区别上表的单铸试块测定的性能。
②仅供参考。
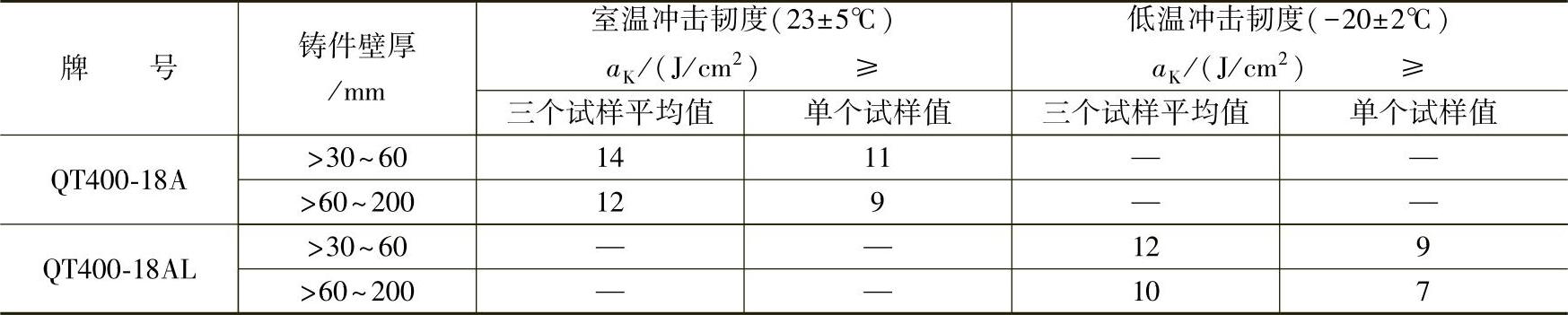
表4-39 球墨铸铁附铸试块V型缺口试样的冲击性能
3)球墨铸铁单铸试块的力学性能和金相组织见表4-40和表4-41。
表4-40 球墨铸铁单铸试块的力学性能与金相组织

①仅供参考。
表4-41 球墨铸铁单铸试块V型缺口试样的冲击性能

①字母“L”表示该牌号在低温时有冲击韧度要求。
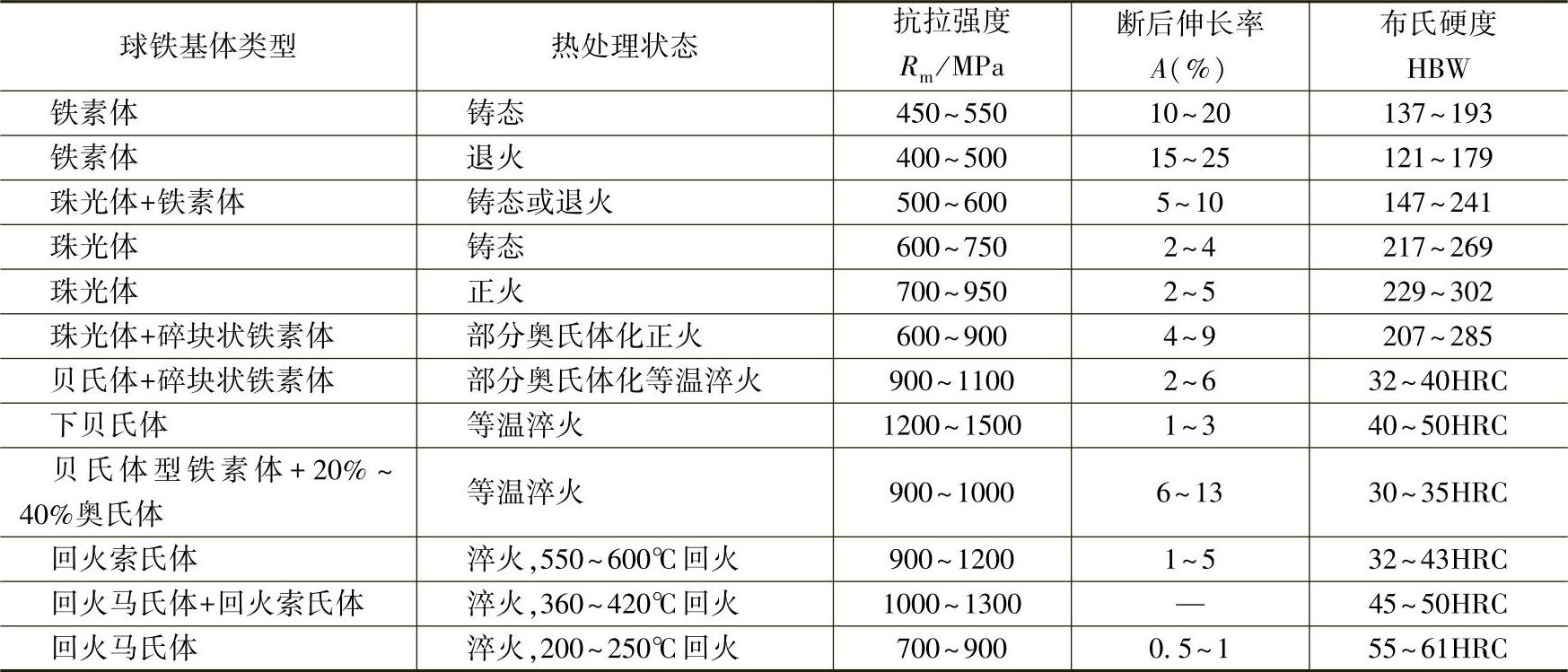
4)球墨铸铁在不同热处理状态下的力学性能见表4-42。
表4-42 球墨铸铁在不同热处理状态下的力学性能
5)球墨铸铁的疲劳性能实例见表4-43。
表4-43 常用球墨铸铁的疲劳性能实例

①Rm≥448MPa,A≥12%。
②Rm≥552MPa,A≥6%。
③Rm≥828MPa,A≥2%,900℃油淬,600℃回火。
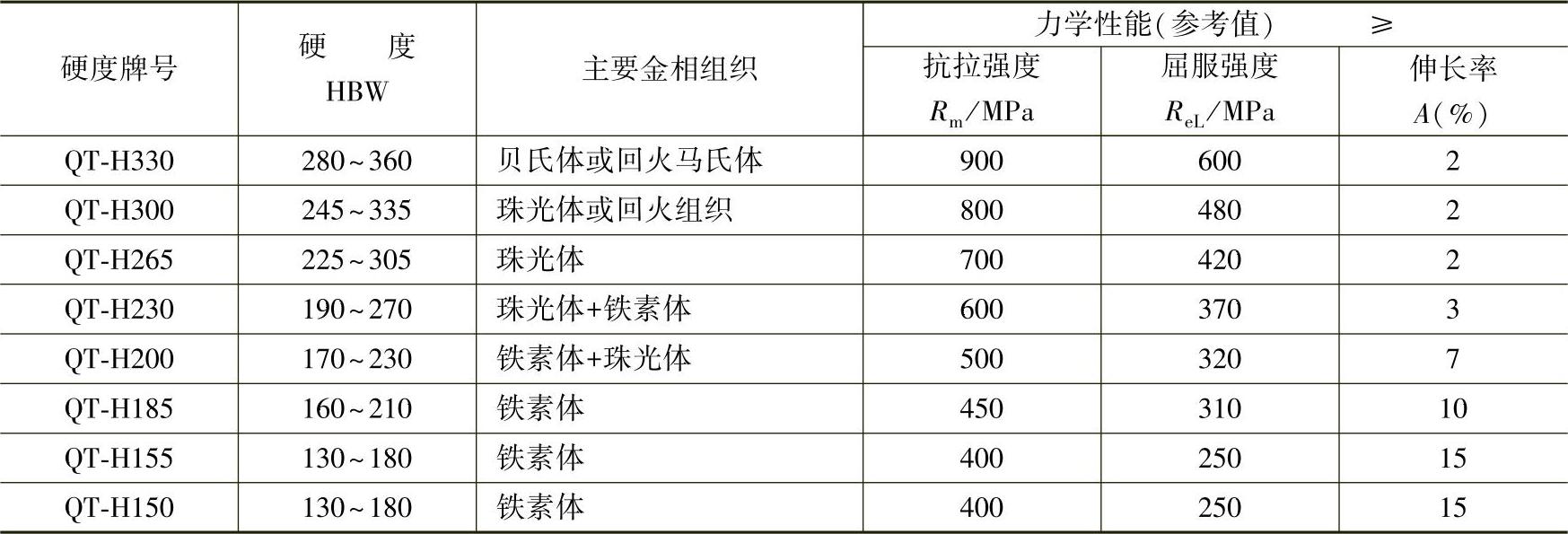
6)球墨铸铁的硬度牌号与硬度范围见表4-44。
表4-44 球墨铸铁的硬度牌号、硬度范围及金相组织(摘自GB/T 1348—2009)
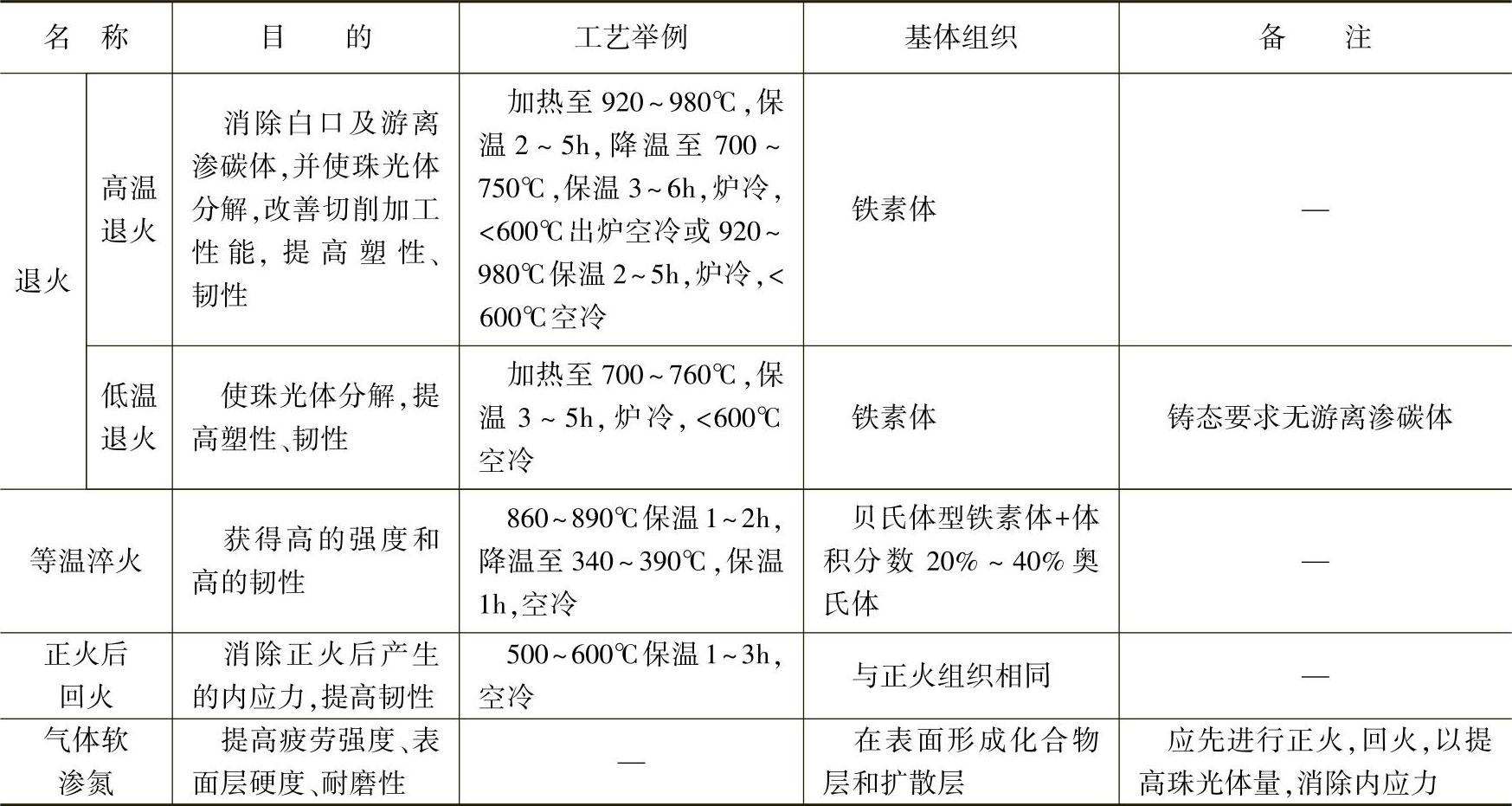
7)球墨铸铁的热处理实例见表4-45。
表4-45 球墨铸铁的热处理实例
3.可锻铸铁
1)我国可锻铸铁的化学成分见表4-46。
表4-46 可锻铸铁的化学成分实例
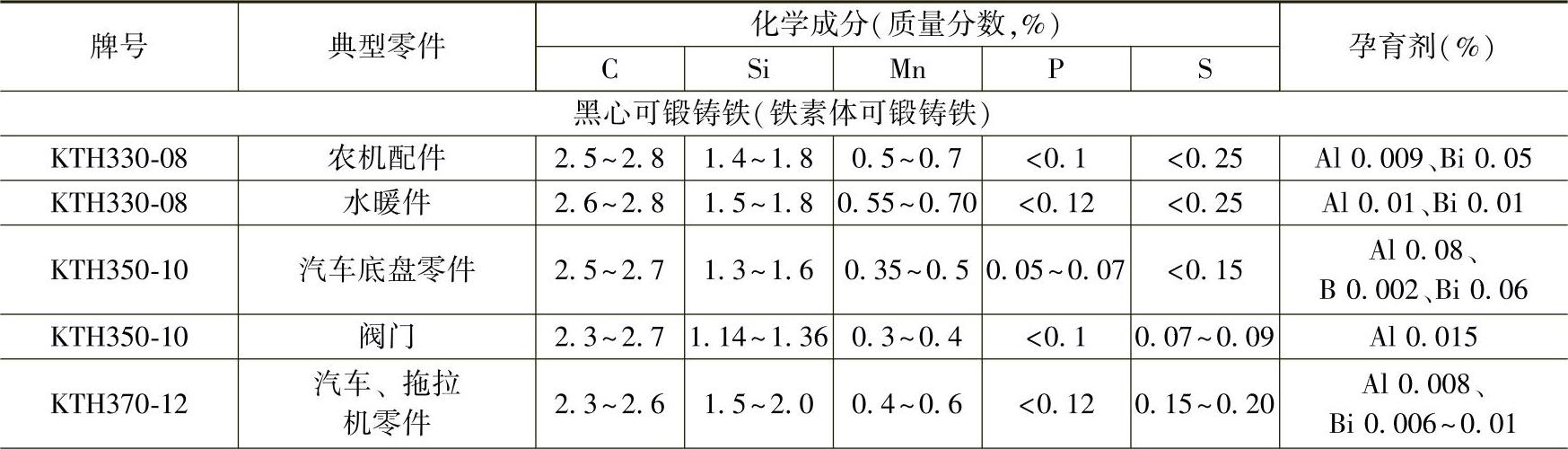
(续)
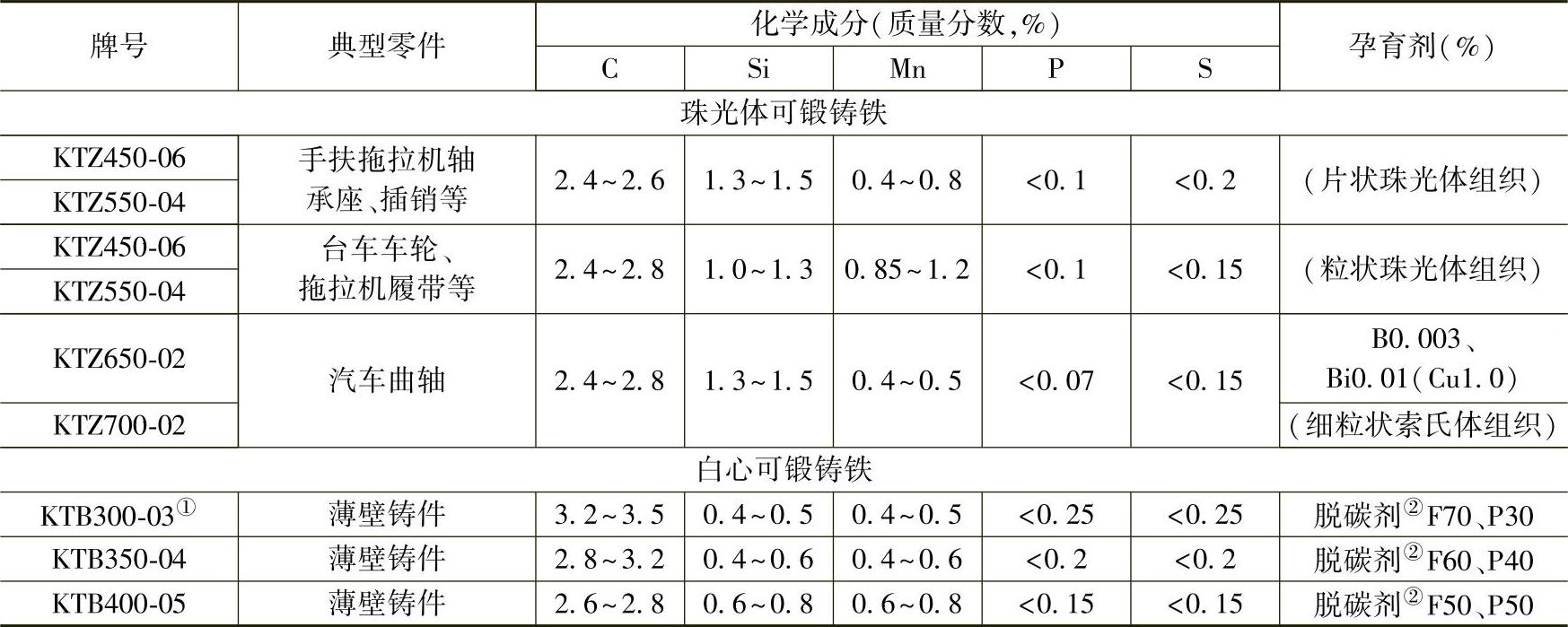
①未纳标牌号。
②脱碳剂:F为赤铁矿;P为建筑砂。
2)可锻铸铁的牌号与力学性能见表4-47。
表4-47 可锻铸铁的牌号与力学性能

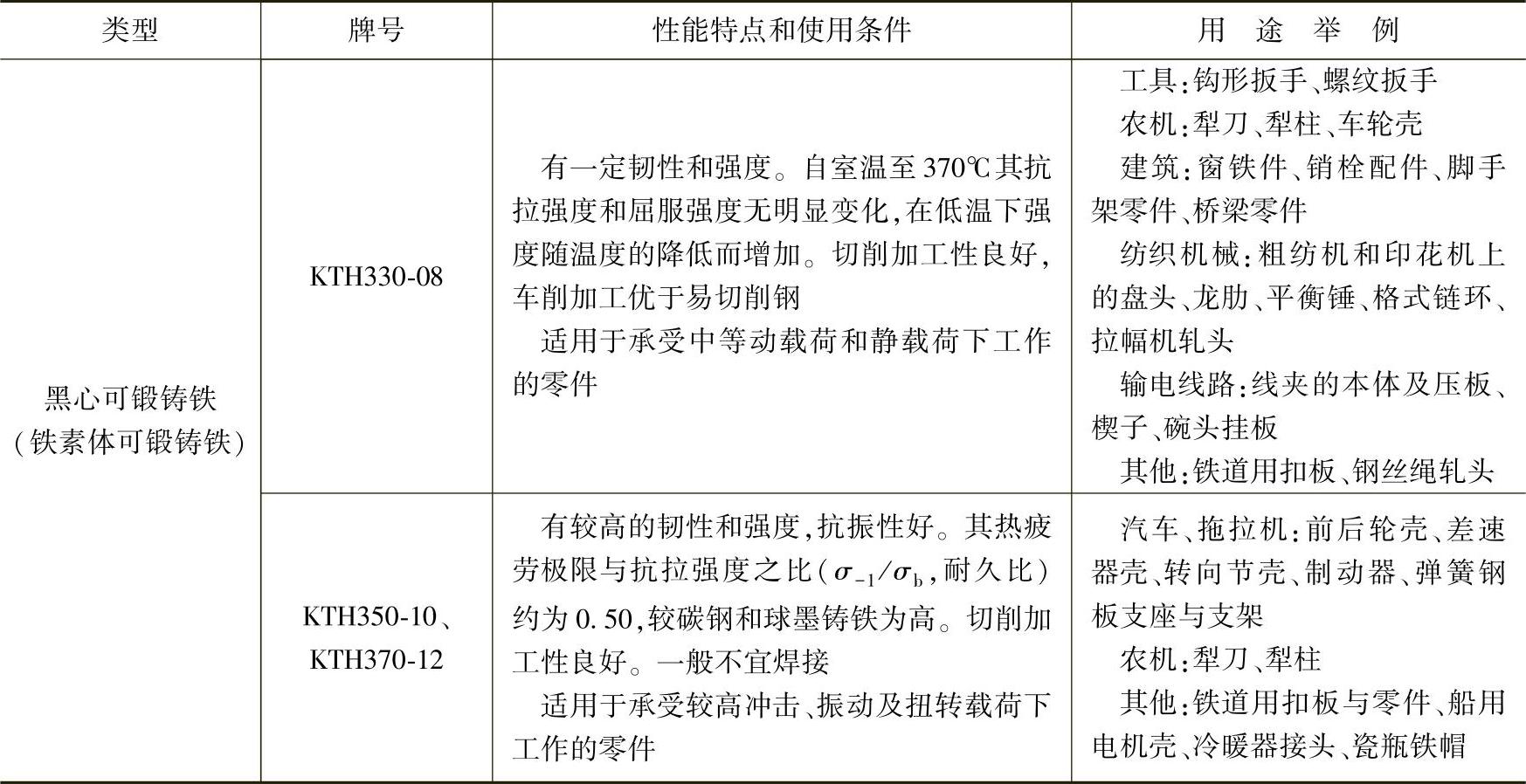
3)可锻铸铁的性能与用途见表4-48。
表4-48 可锻铸铁的性能与用途

(续)
4.蠕墨铸铁
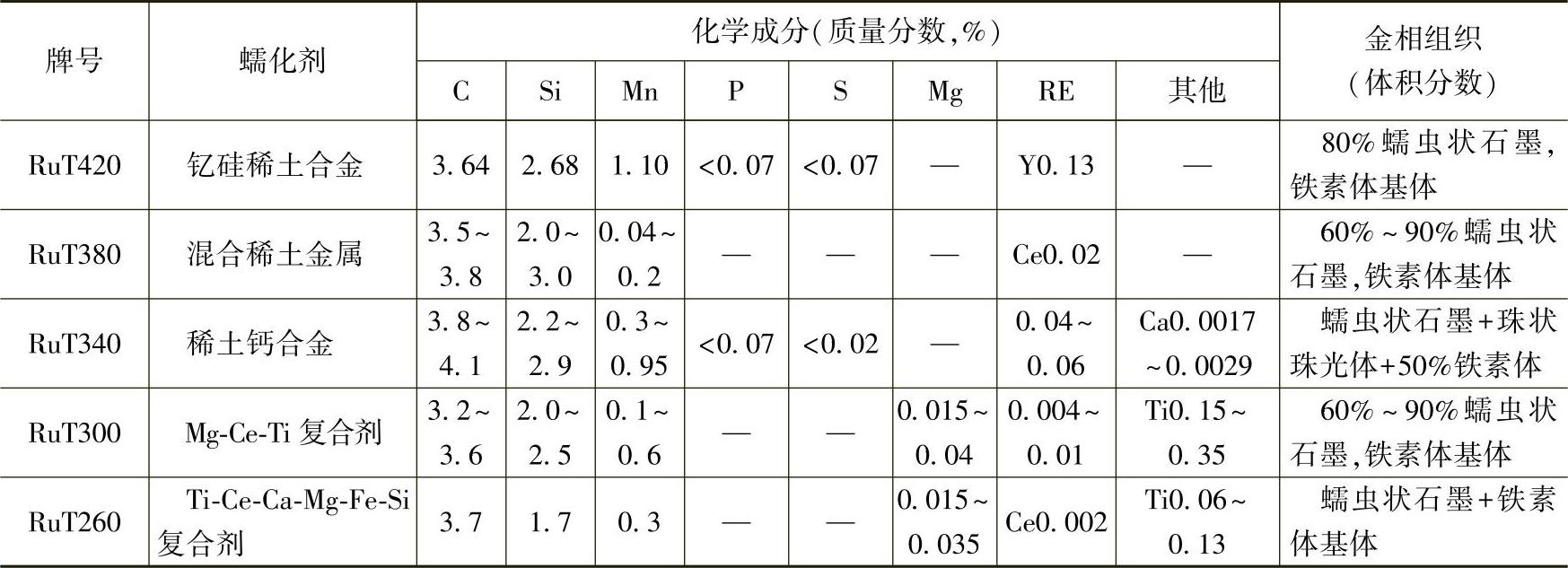
1)我国蠕墨铸铁的化学成分与金相组织实例见表4-49。
表4-49 蠕墨铸铁的化学成分与金相组织实例
2)蠕墨铸铁单铸试块的力学性能与金相组织见表4-50。
表4-50 蠕墨铸铁单铸试块的力学性能与金相组织

3)蠕墨铸铁不同壁厚铸件的力学性能见表4-51。
表4-51 蠕墨铸铁不同壁厚铸件的力学性能
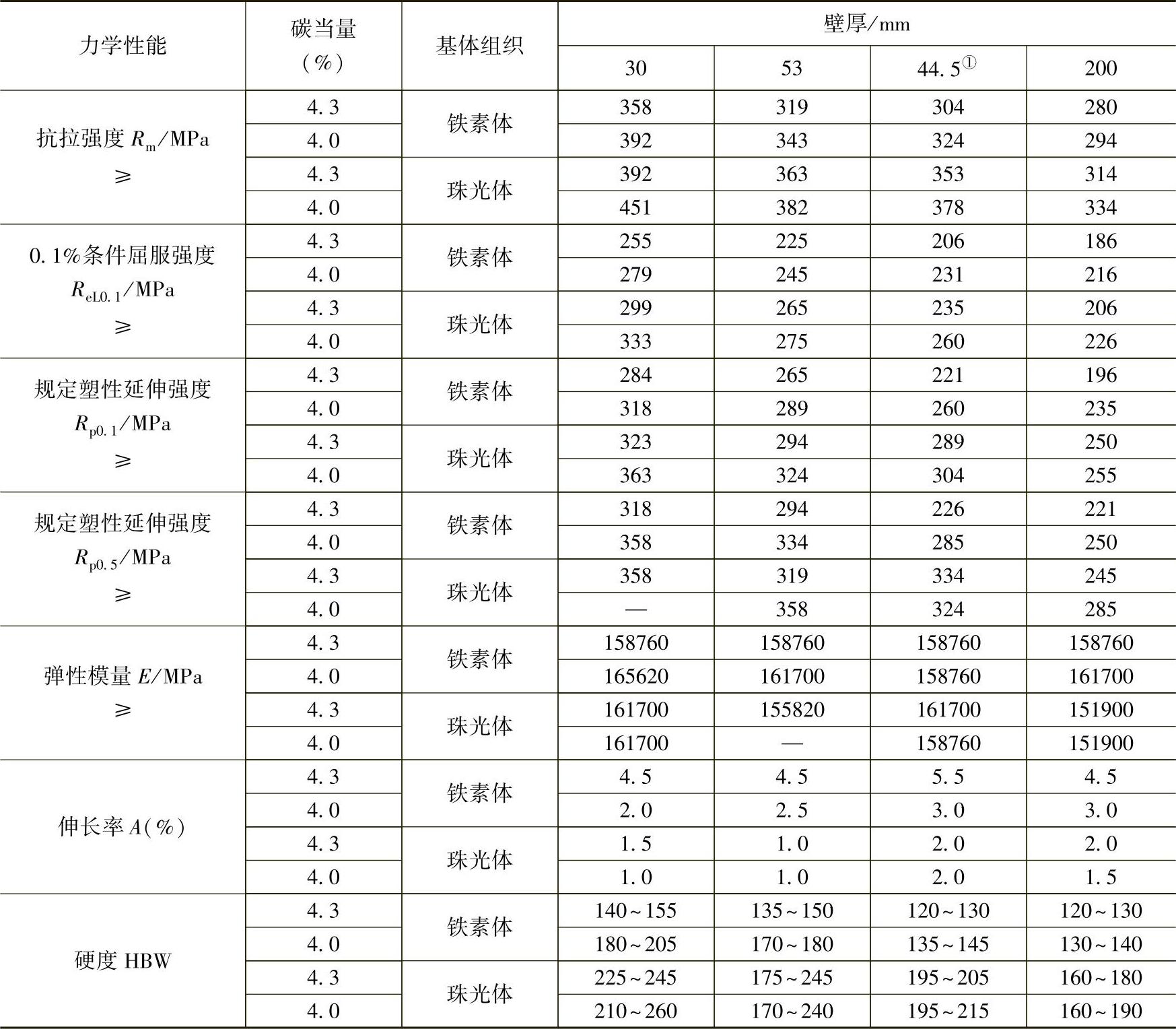
①为基尔试块。
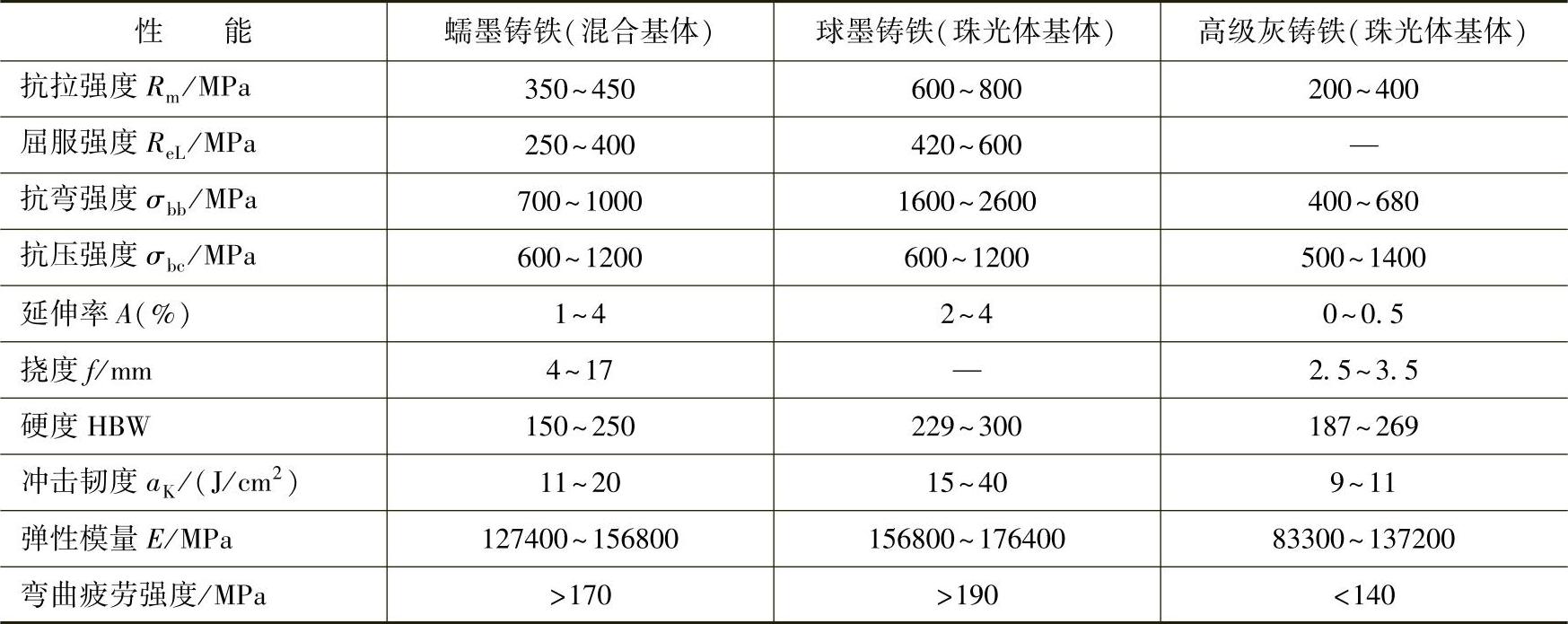
4)蠕墨铸铁与球墨铸铁、灰铸铁的力学性能比较见表4-52。
表4-52 蠕墨铸铁与球墨铸铁、灰铸铁的力学性能比较
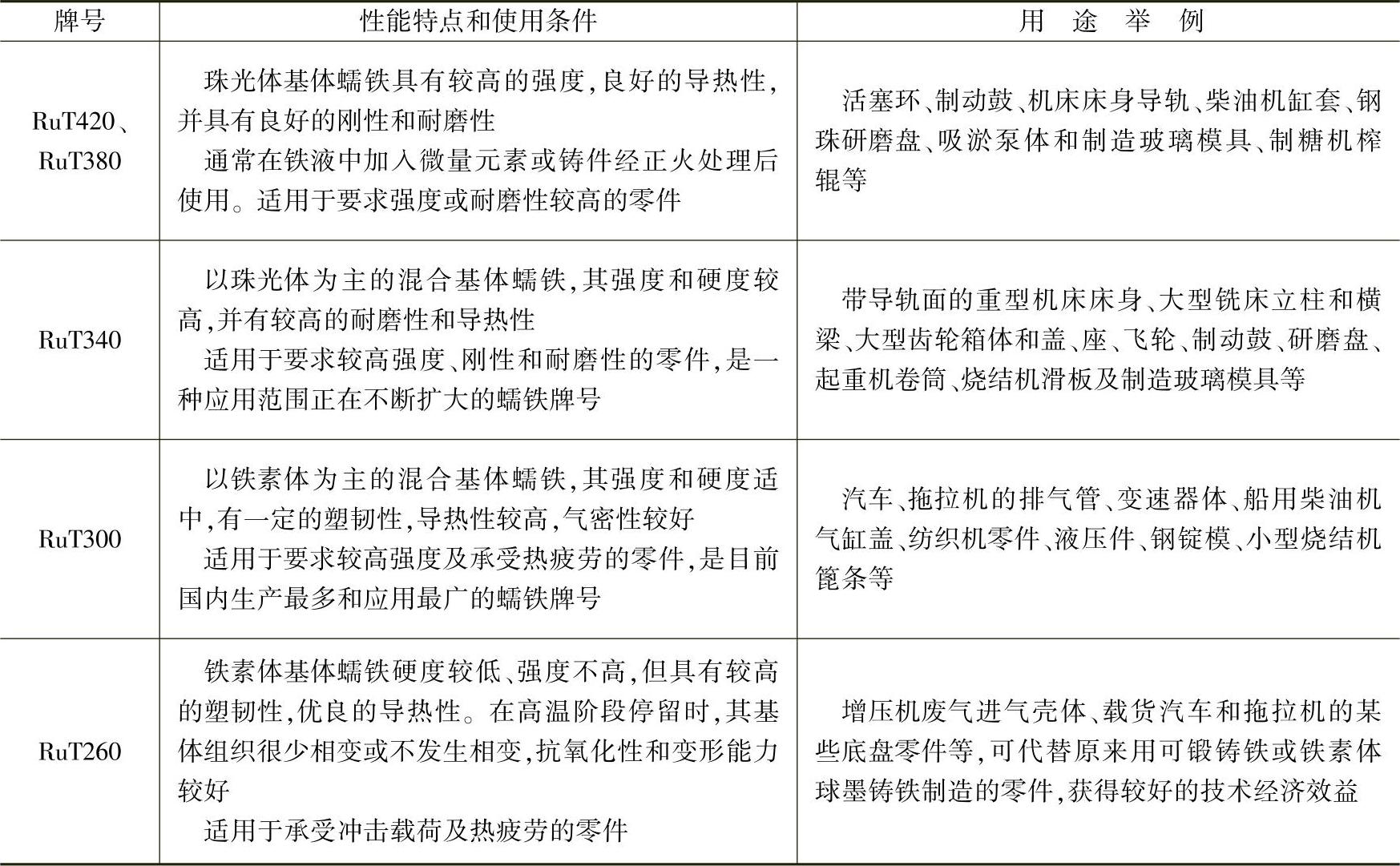
5)我国蠕墨铸铁的性能与用途见表4-53。
表4-53 蠕墨铸铁的性能与用途
5.美国ASTM标准与UNS系统灰铸铁
美国ASTM A48/A48M—2012标准与UNS系统灰铸铁的牌号与抗拉强度见表4-54。
表4-54 灰铸铁的牌号与抗拉强度
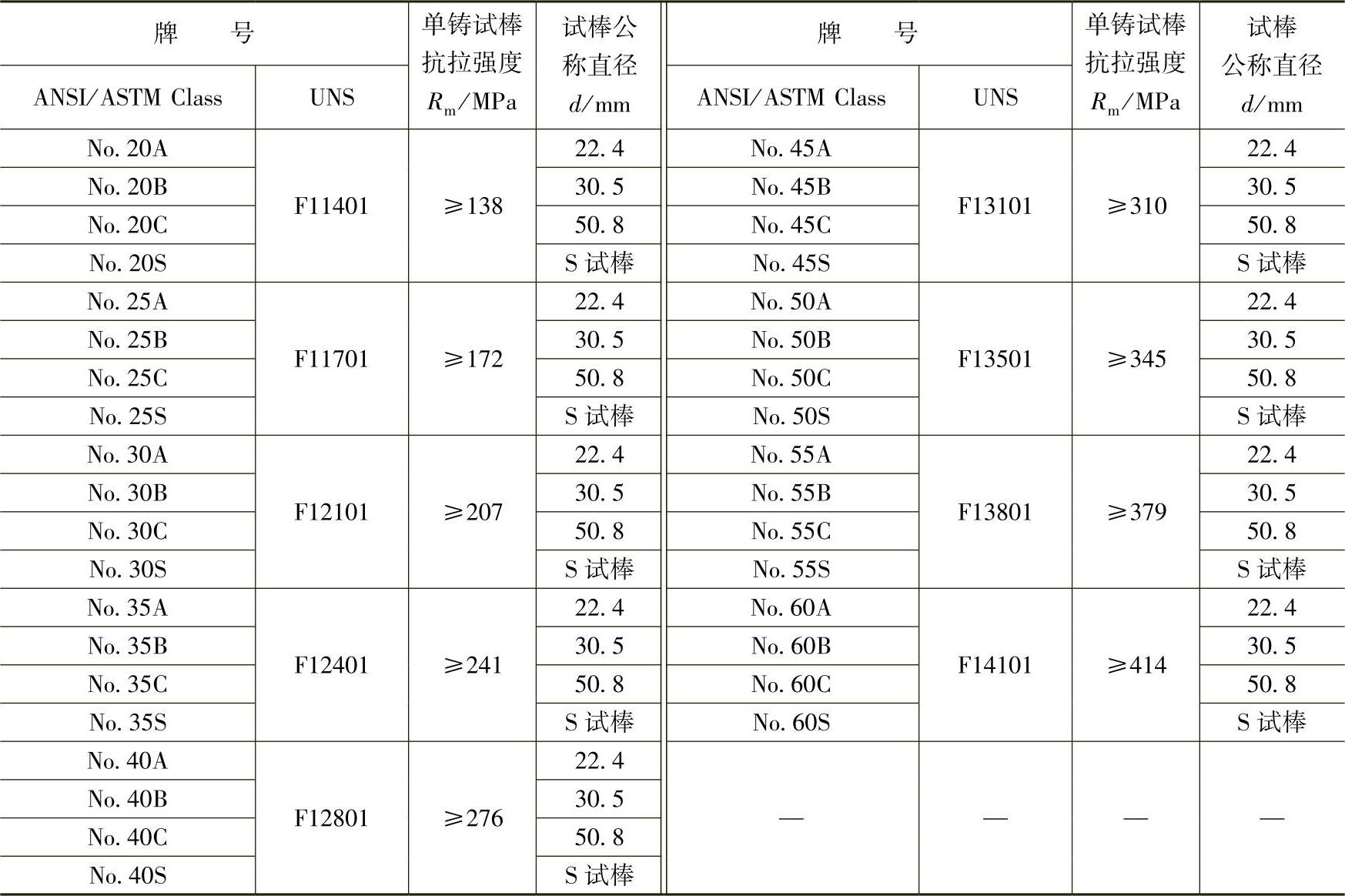
注:S试样的所有尺寸均由供需双方商定。
6.美国ASTM A126—2014《阀门、法兰和管道附件用灰铁件》
1)加工质量、精整和外观。铸件应采用熟练的方法制造,并由目视检验表明铸件表面应无粘砂、氧化皮、裂纹和热撕裂。
2)化学方面的要求。对每一批铸件应进行化学分析,其P和S的含量应符合下列要求:w(P)≤0.75%;w(S)≤0.15%。
化学分析应在每一批浇注中所获取的试件上进行。
3)力学性能。每一批材料都应进行一次拉伸试验。其抗拉强度要求如下:A级为145MPa(21ksi);B级为214MPa(31ksi);C级:283MPa(41ksi)。
4)横断试验。当买方有规定时,每一批材料都应进行一次横断试验,并应符合下列要求:施加的力,A级为9.75kN(2200lbf),B级为14.65kN(3300lbf),C级为17.75kN(4000lbf);中心点的位移,A级为2.5mm(0.1in),B级为3.0mm(0.12in),C级为3.0mm(0.12in)。(https://www.xing528.com)
试验应在试棒上进行。试棒置于跨度为305mm(12in)的支座上,在两支点中心施加外力。施加外力的程度为在20~40s时间内,中心点位移2.5mm(0.1in)。
当横断试验试棒的直径与规定的305mm(12in)不同时,应使用符合A438试验方法表中试棒B要求的修正系数。
5)铸造试棒。如图4-1所示,直径为 的单铸试棒,应采用砂型与其所代表的铸件同批浇注。试棒所代表的铸件,要在铸型内冷却到低于480℃(900℉)。因此,试棒在落砂前,应在其型内冷却到低于480℃(900℉)后,在静止空气中冷却至室温。
的单铸试棒,应采用砂型与其所代表的铸件同批浇注。试棒所代表的铸件,要在铸型内冷却到低于480℃(900℉)。因此,试棒在落砂前,应在其型内冷却到低于480℃(900℉)后,在静止空气中冷却至室温。

图4-1 抗拉和横断试样的铸模
注:1.1in=25.4mm。
2.有∗的尺寸满意地适用于一般情况,但也可经修改以更好用于特殊的浇注。
试棒所代表的铸件,要在低于480℃(900℉)时落砂出型,则试棒应按上述要求冷却,或可在与其所代表的铸件大约相同的温度时打箱出型。
6)试样。抗拉试样的两端应是螺纹的并符合图4-2的尺寸。断裂部分的横截面积应为645mm2(1in2)±5%,在计算抗拉强度时,应采用实际的横截面积。
7.美国球墨铸铁和蠕墨铸铁
(1)美国ASTM标准(ASTM A536—2009)与UNS系统球墨铸铁的牌号与力学性能 见表4-55。
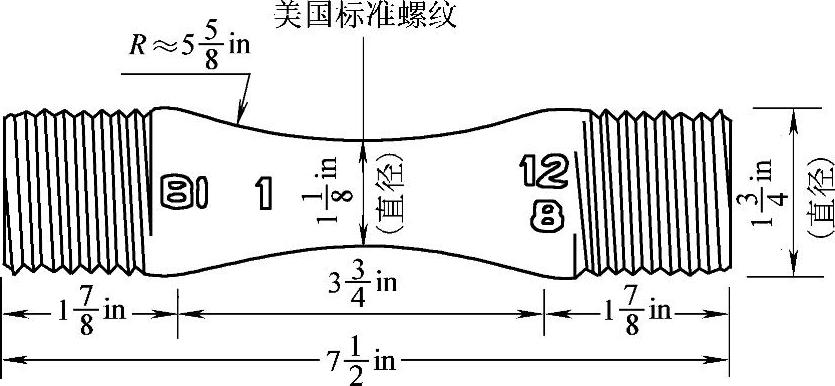
图4-2 拉伸试样(端部的螺纹为美国标准螺纹)
注:1.1in=25.4mm。
2.可调整抗拉试样两端的夹持部分,以允许按试验程序和装置的要求选择夹持方法。如果对选择的夹持端部有争议,则应使用带螺纹的夹持端。
表4-55 球墨铸铁的牌号与力学性能
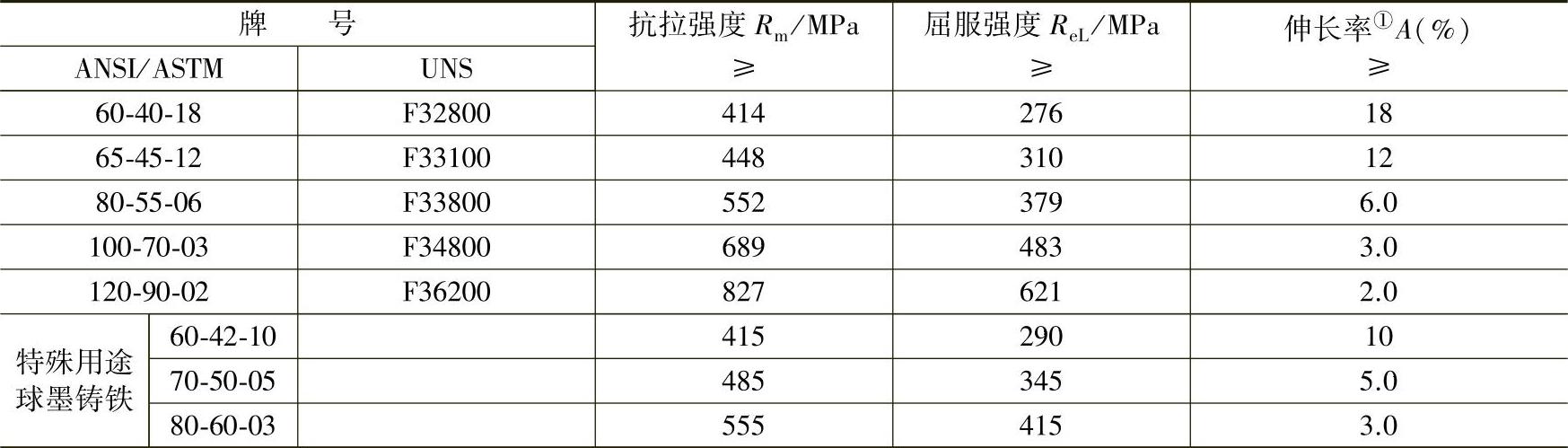
①50mm标距的伸长率。
(2)美国ASTM标准(ASTM A571—2013)低温承压部件用奥氏体球墨铸铁的级别、力学性能与化学成分
1)低温承压部件用奥氏体球墨铸铁的级别与力学性能见表4-56。
表4-56 低温承压部件用奥氏体球墨铸铁的级别与力学性能

①用0.2%残留变形法测定,可参见ASTME8。
②V型缺口试样的冲击吸收能量。
③载荷为29.4kN。
2)低温承压部件用奥氏体球墨铸铁的化学成分见表4-57。
表4-57 低温承压部件用奥氏体球墨铸铁的化学成分

①TC为总碳含量截面<6mm的铸件,可根据需要将碳含量最大值调到2.9%。
②Cr含量不得随意添加。
3)美国ASTM标准(ASTM A842—1977)蠕墨铸铁的级别与力学性能见表4-58。
表4-58 蠕墨铸铁的级别与力学性能
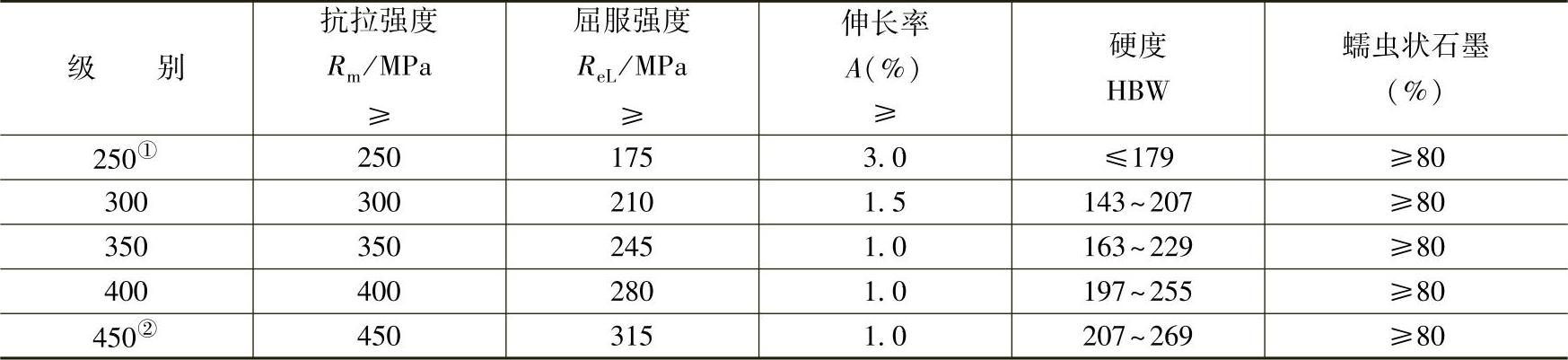
①250级属铁素体级,是否用热处理来达到规定的力学性能和显微组织,可由生产厂决定。
②450级属珠光体级,一般添加一些合金元素而不经热处理,可获得以珠光体占极大比例的基体。
8.美国可锻铸铁
(1)美国ASTM标准(ASTM A47/A47M—2014)与UNS系统铁素体的牌号与力学性能见表4-59。
表4-59 铁素体可锻铸铁的牌号与力学性能

①力学性能由单铸试样测定。
②50mm标距的伸长率。
③使用ϕ10mm钢球,在29.4kN载荷下测定。
④非现行标准的牌号,供参考。
(2)美国ASTM标准(ASTM A220/A220M—2014)与UNS系统珠光体可锻铸铁的牌号与力学性能见表4-60。
表4-60 珠光体可锻铸铁的牌号与力学性能
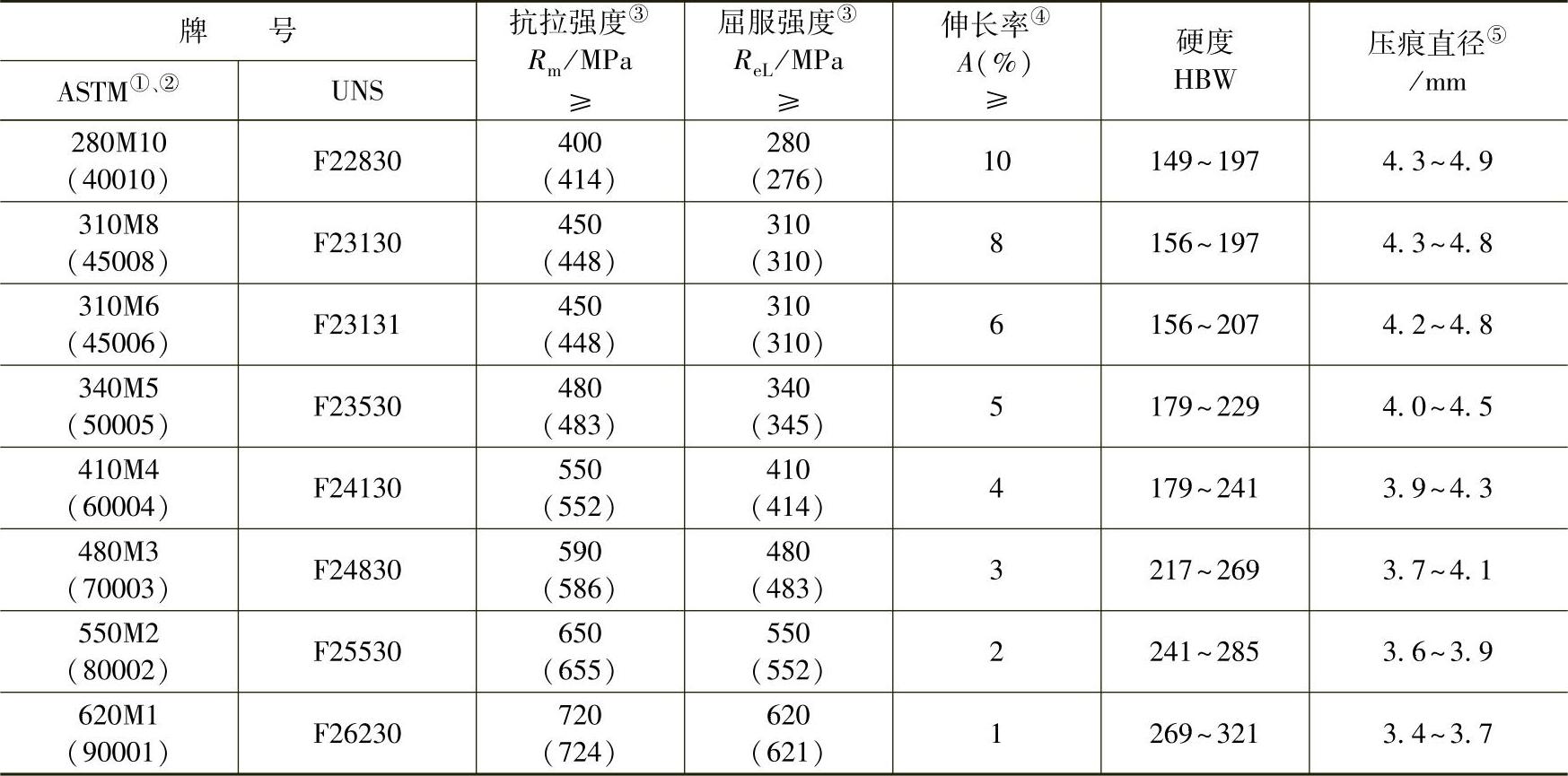
①ASTM A220为英制单位,A220M为米制单位。
②牌号中“M”后的数字表示伸长率,括号内牌号摘自A220/A220M—2014。
③括号内的数值摘自A220/A220M—2014,并由英制单位psi换算为MPa。
④试样标距50mm(2in)。
⑤使用ϕ10mm钢球,在3000kgf载荷下测定硬度。
9.美国奥氏体铸铁
(1)美国ASTM标准(ASTM A436—2015)与UNS系统奥氏体铸铁
1)奥氏体灰铸铁的型号与化学成分见表4-61。
表4-61 奥氏体灰铸铁的型号与化学成分
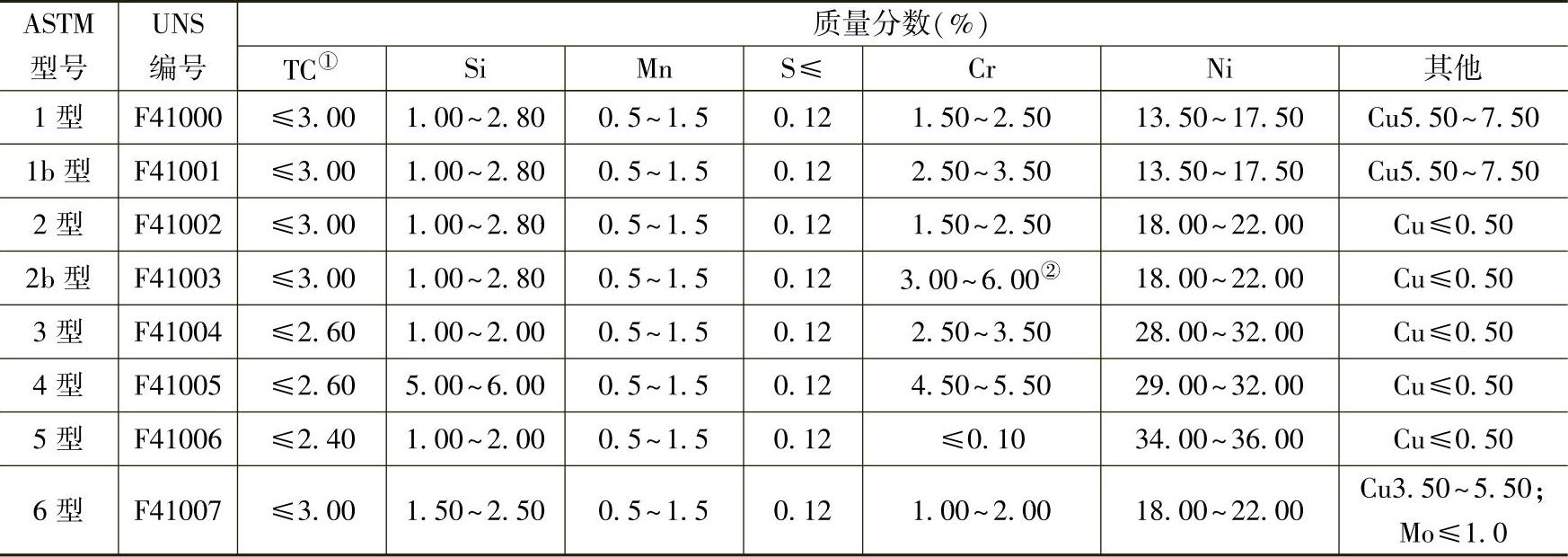
①TC为总碳含量。
②当要求少量机加工时,铬含量以w(Cr)=3.00%~4.00%为宜。
2)奥氏体灰铸铁的力学性能见表4-62。
(2)美国ASTM标准(ASTM A439—2009)与UNS系统奥氏体球墨铸铁
1)奥氏体球墨铸铁的型号与化学成分见表4-63。
2)奥氏体球墨铸铁的力学性能见表4-64。
表4-62 奥氏体灰铸铁的力学性能

①载荷29.4kN。
表4-63 奥氏体球墨铸铁的型号与化学成分
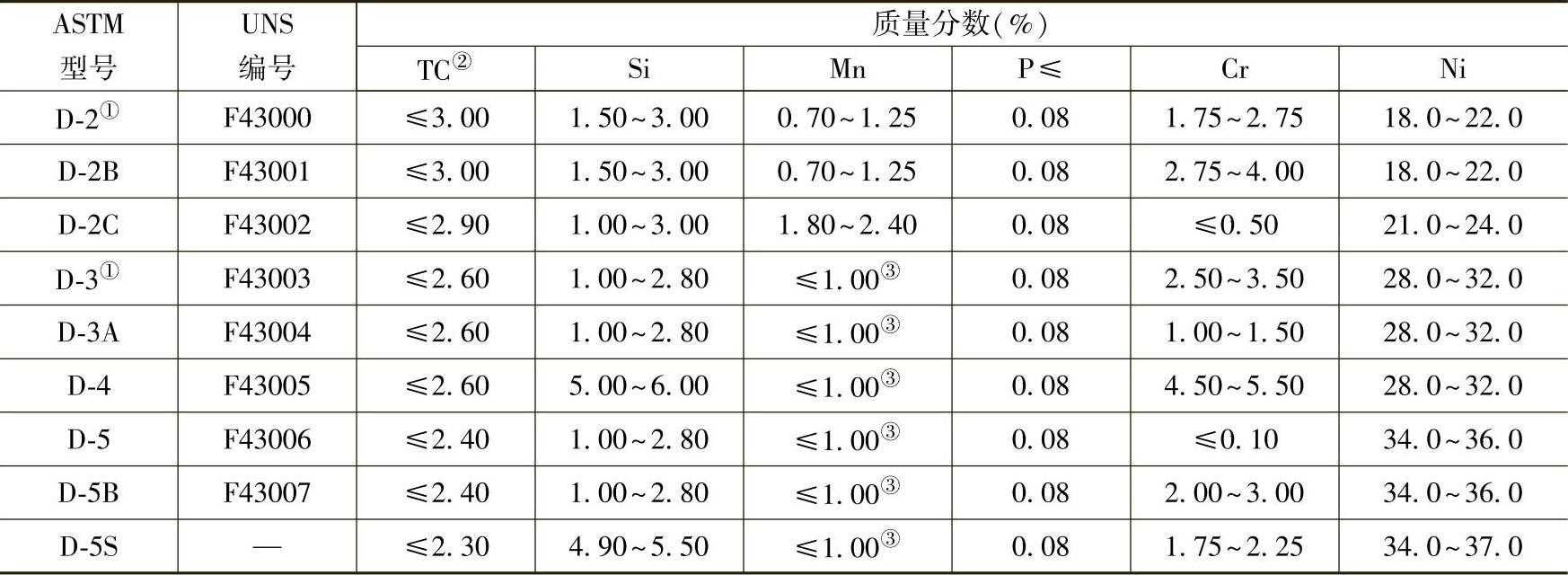
①加w(Mo)=0.7%~1.0%,将提高温度>425℃时的力学性能。
②TC为总碳含量。
③非有意加入。
表4-64 奥氏体球墨铸铁的力学性能

①试样标距50mm。
②载荷29.4kN。
10.耐蚀铸铁
美国ASTM标准(ASTM A518/A518M—2012)高硅耐蚀铸铁的型号与化学成分见表4-65。
表4-65 高硅耐蚀铸铁的型号与化学成分

11.中外铸铁牌号对照
1)我国与亚太各国(地区)及国际标准的灰铸铁牌号近似对照见表4-66。
表4-66 我国与亚太各国(地区)及国际标准的灰铸铁牌号近似对照

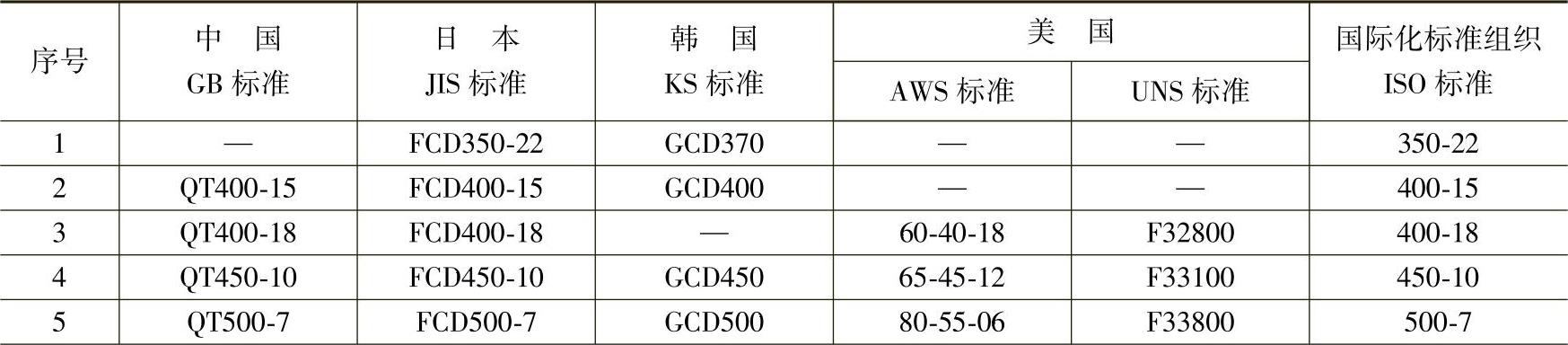
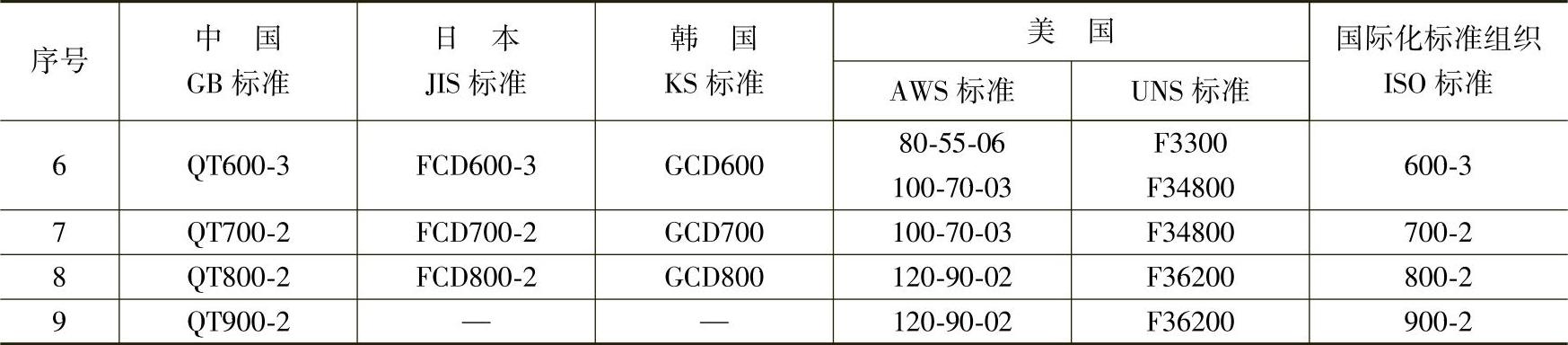
2)我国与亚太各国及国际标准的球墨铸铁牌号近似对照见表4-67。
表4-67 我国与亚太各国及国际标准的球墨铸铁牌号近似对照
(续)
3)我国与亚太各国(地区)及国际标准的黑心可锻铸铁牌号近似对照见表4-68。
表4-68 我国与亚太各国(地区)及国际标准的黑心可锻铸铁牌号近似对照

注:括号内为旧钢号。
4)我国与亚太各国(地区)及国际标准的珠光体可锻铸铁牌号近似对照见表4-69。
表4-69 我国与亚太各国(地区)以及国际标准的珠光体可锻铸铁牌号近似对照

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。