



这里所说的高温调节阀,是指用于火力发电、核电,介质为高温、高压蒸汽的调节阀,以及用于炼厂催化系统,介质为有硫化物轻腐蚀的石油介质的调节阀。
1.用于高温、高压蒸汽调节阀主体的铸钢材料
采用以下两个标准:
(1)JB/T 9625—1999《锅炉管道附件承压铸钢件 技术条件》 材料牌号及适用温度范围如下:ZG20CrMo,适用温度≤510℃;ZG20CrMoV,适用温度≤540℃;ZG15Cr1Mo1V,适用温度≤570℃。
(2)JB/T 5263—2005《电站阀门铸钢件 技术条件》 材料牌号有:WC1(0.5Mo)、WC6(1Cr-0.5Mo)、WC9(2.5Cr-1Mo)。这三种牌号来自ASTM A217/A217M—2014《高温承压件用马氏体不锈钢和合金钢铸件标准规范》。这三种钢的适用温度范围可从ASME B16.34—2013的温度-压力额定值表中查得。各阀门制造厂根据自己产品的特点和使用场合推荐的使用温度限制见表4-17。
表4-17 WC1、WC6、WC9钢的适用温度

注:WC1在468℃以上温度区域使用时,要考虑高温下石墨化的可能性。WC6、WC9在565.5℃以上区域使用时要考虑生成氧化皮的可能性。
2.ASTM A217/A217M—2014《高温承压件用马氏体不锈钢和合金钢铸件标准规范》
(1)材料的化学成分 ASTM A217/A217M—2014规定材料的化学成分见表4-18。
表4-18 ASTM A217/A217M—2014规定材料的化学成分
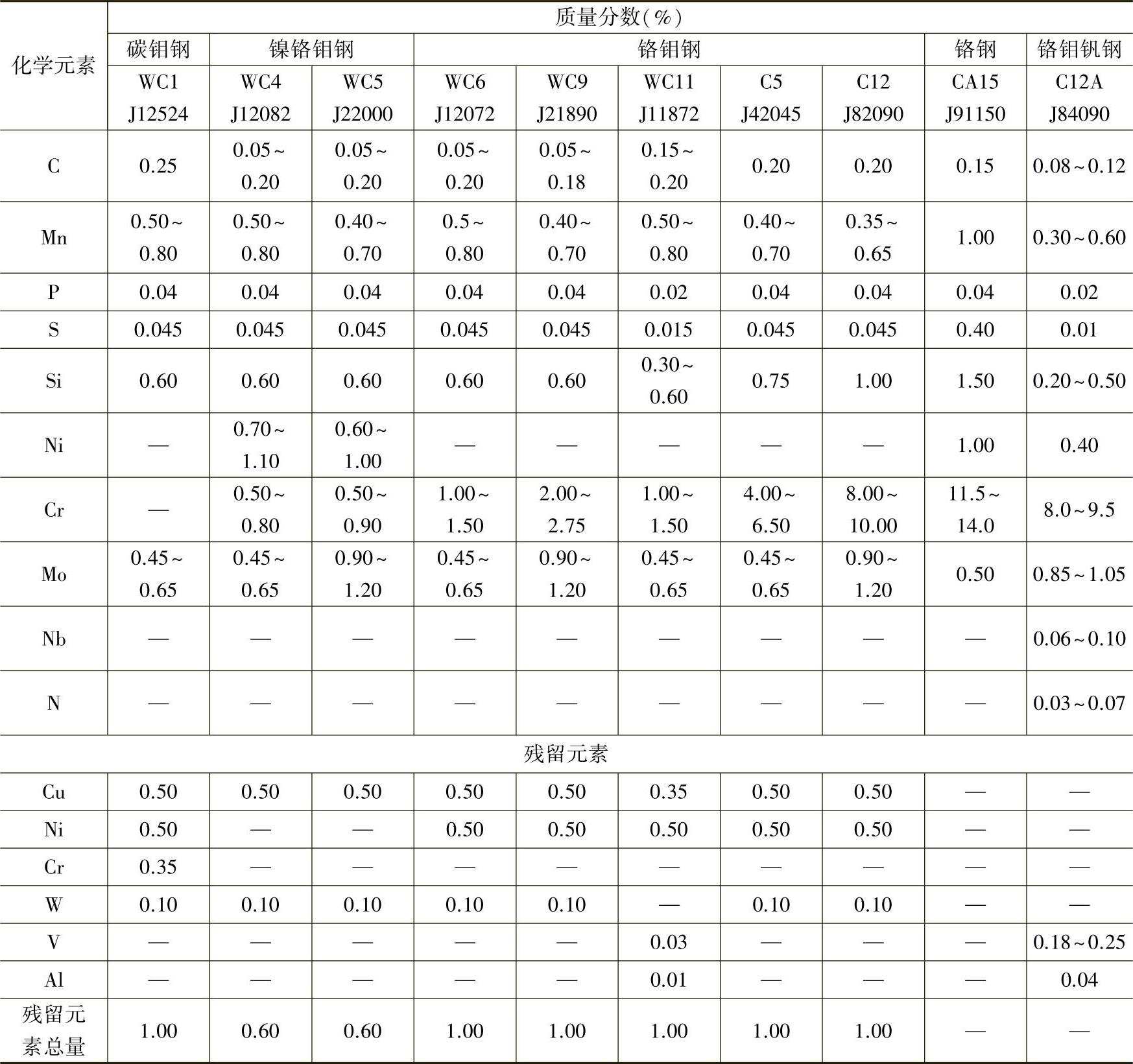
注:除标注者外,其余数值均为最大值。
(2)材料的力学性能 ASTM A217/A217M—2014规定材料的力学性能见表4-19。
表4-19 ASTM A217/A217M—2014规定材料的力学性能
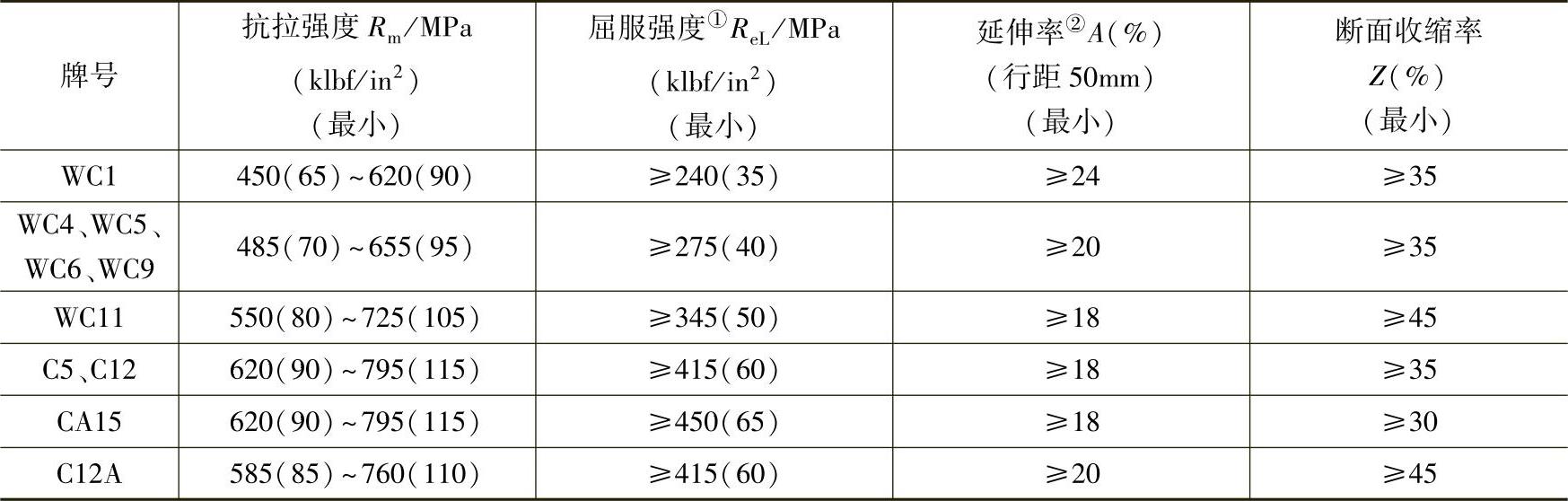
①用0.2%残余变形法或用载荷下0.5%伸长法测定。
②当用A703/A703M规范规定的1c1试验棒做拉伸试验时,行距与收缩断面直径之比为4∶1。
(3)铸件质量要求 主要有以下几个方面:
1)铸件表面应进行目测检查,应无粘砂、氧化皮、裂纹及热裂,其他表面缺陷也应满足订单中规定的目测检验验收标准。可用ASTM A802/A802M—2010或其他目测检验标准,来确定表面的缺陷和表面粗糙度是否符合验收标准。目测检验不合格的表面缺陷应清除,并且应对由此产生的凹坑做目测检验来验证。当采用高温方法来去除表面缺陷时,铸件至少预热到表4-20规定的最低温度。
表4-20 最低预热温度

2)当要求进行附加检查时,可以指定补充要求S4、S5和S10。(https://www.xing528.com)
3)铸件不允许用锤击、堵塞、浸渍等方法来阻止渗漏。
(4)热处理要求 主要有以下几个方面:
1)所有铸钢件都应进行适合于设计和化学元素质量分数的热处理。
2)铸件应以回火状态供货。牌号WC1、WC4、WC5、WC6、CA15的最低回火温度为595℃;牌号WC9、C5、C12、WC11的最低回火温度为675℃。
3)铸件的热处理,应在铸件温度冷却到相变区域以下后进行。
(5)补焊要求 主要有以下几个方面:
1)补焊应使用按ASTM A488/A488M—2012审定过的焊接程序和焊工来进行。
2)补焊应使用检查铸钢件的同一质量标准来进行检查。如铸件生产带有S4补充要求的规定,补焊要采用检查铸件同一标准的磁粉检测来检验;如铸件生产带有S5补充要求的规定,对于水压试验渗漏的铸件,或准备补焊的任何凹坑深度超过壁厚的20%或25mm(1in)(取两者之较小值)的铸件,以及准备补焊的任何凹坑面积大约于65cm2(10in2)的铸件的补焊,都要采用检查铸件同一标准的射线探伤进行检查。
3)对水压试验有渗漏的铸件,凹坑深度超壁厚的20%或25mm(1in)(取两者之小值)的铸件,或凹坑面积超过约65cm2(10in2)的铸件,均认为是重要补焊。所有重要补焊铸件,都应进行消除应力处理或完全再加热处理。这种消除应力处理或再加热处理,必须用经审定合格的方法进行,重要补焊要用与检查铸钢件的同一质量标准来进行检查。
(6)补充要求 以下补充要求只有在订单中有规定时才采用。ASTM A703/A703M—2015规范列出了供用户选用的标准化的补充要求目录。那些通常被认为适合同本规范一起使用的补充要求如下:
S1为未规定元素;S2为破坏性试验;S3为弯曲试验;S4为磁粉检查;S5为射线照相检查;S10为焊接准备检查;S10.1为磁粉检测或液体渗透检测试验方法,应按E165或E765规定;S13为硬度试验;S21为热处理记录;S22为热处理;S51为必须遵循的焊后热处理;S51.1为所有经补焊的铸件,都需用经审定合格的方法进行消除应力处理,或完全再加热处理。
ASTM A703/A703M—2015规范中列举的其他补充要求,可由制造商和用户双方商议后与本规范一起使用。
3.用于炼厂催化系统工作温度≤550℃的铸钢材料
这种阀门过去都叫铬5钼阀。可是铸钢铬5钼这个牌号,既不是国家标准牌号也不是行业标准牌号,长期以来各阀门制造厂都是参照苏联标准来制定自己的工厂标准的。材料牌号为ZGCr5Mo,其C的质量分数为0.15%~0.25%,因此按现行国家标准,其实际牌号应定为ZG2Cr5Mo。阀门设计手册给出的牌号就是ZG2Cr5Mo。中石化在制定SH 3064—2003《石油化工钢制通用阀门选用,检验及验收》时,参照JIS 5151中的SCPH61、BS 3100中的B5、ASTM A217中的C5及我国GB/T 1221—2007中的1Cr5Mo的化学成分,给出了1Cr5Mo这种材料。但同样只有个牌号,并无标准规定它的化学元素的质量分数、力学性能、热处理规范等。20世纪70年代引进设备中,这类阀门的材料为ASTM A217/A217M—2014中的C5,从化学元素的质量分数上看,相当于铸钢1Cr5Mo。作者建议用ASTM A217/A217M—2014中的C5来制造这类阀门。上述的钢号也叫5铬0.5钼钢。这种钢具有良好的抗石油裂化过程介质腐蚀的性能,对含有硫化物的热石油介质耐蚀性良好,可抗氢腐蚀并有良好的高温力学性能。
这种钢工艺性能较差,易产生铸造裂纹,焊接时热影响区会出现马氏体组织而产生明显的脆化。所以该钢种焊前需预热,焊后要热处理。一般预热温度为300~400℃,焊后热处理温度为740~760℃,ASTM A217/A217M中的C5适用温度≤593℃。
4.高温调节阀主体材料的棒材或锻材
对应ASTM A217/A217M中的C5的锻材是ASTM A182/A182M中的F5和GB/T 1221—2007中的1Cr5Mo。
对应ASTM A217/A217M中的WC6的锻材是ASTM A182/A182M中的F11和GB/T 3077—1999中的15CrMo。
对应ASTM A217/A217M中的WC9的锻材是ASTM A182/A182M中的F22和GB/T 3077—1999中的12CrMoV。
对应ZG20CrMo的棒材或锻材是GB/T 3077—1999中的20CrMo。
注意,对应的国标牌号只是相当于,但不是等于,主体材料的代用要经过用户同意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。