



答:齿轮的径向综合偏差通常采用双啮仪进行检测,如图204所示。

图204 测量径向综合偏差的原理
1—测量齿轮 2—带滑道轴 3—弹簧 4—固定轴 5—被测齿轮 6—机座 7—指示器
表79 径向综合总偏差F〞i (单位:μm)
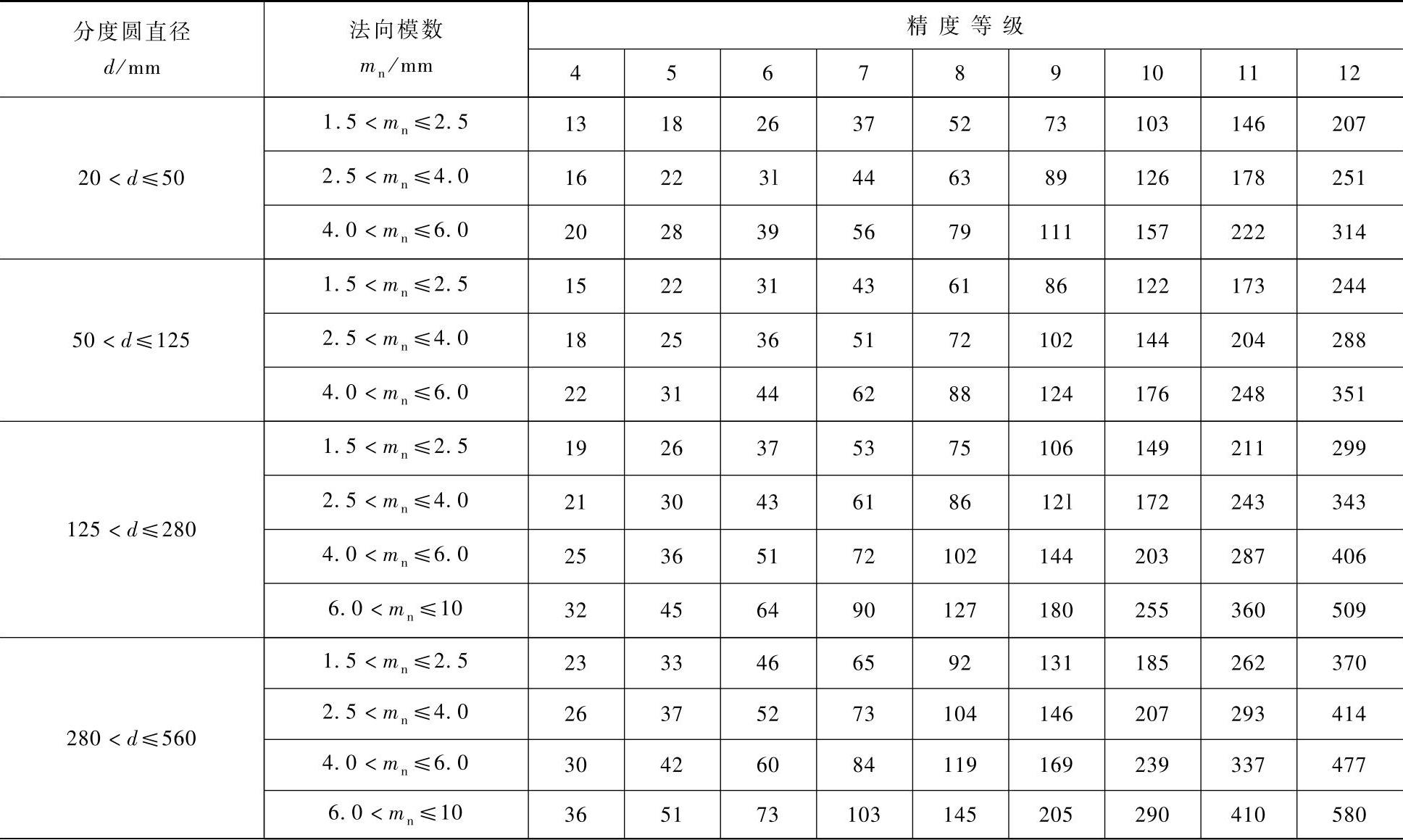
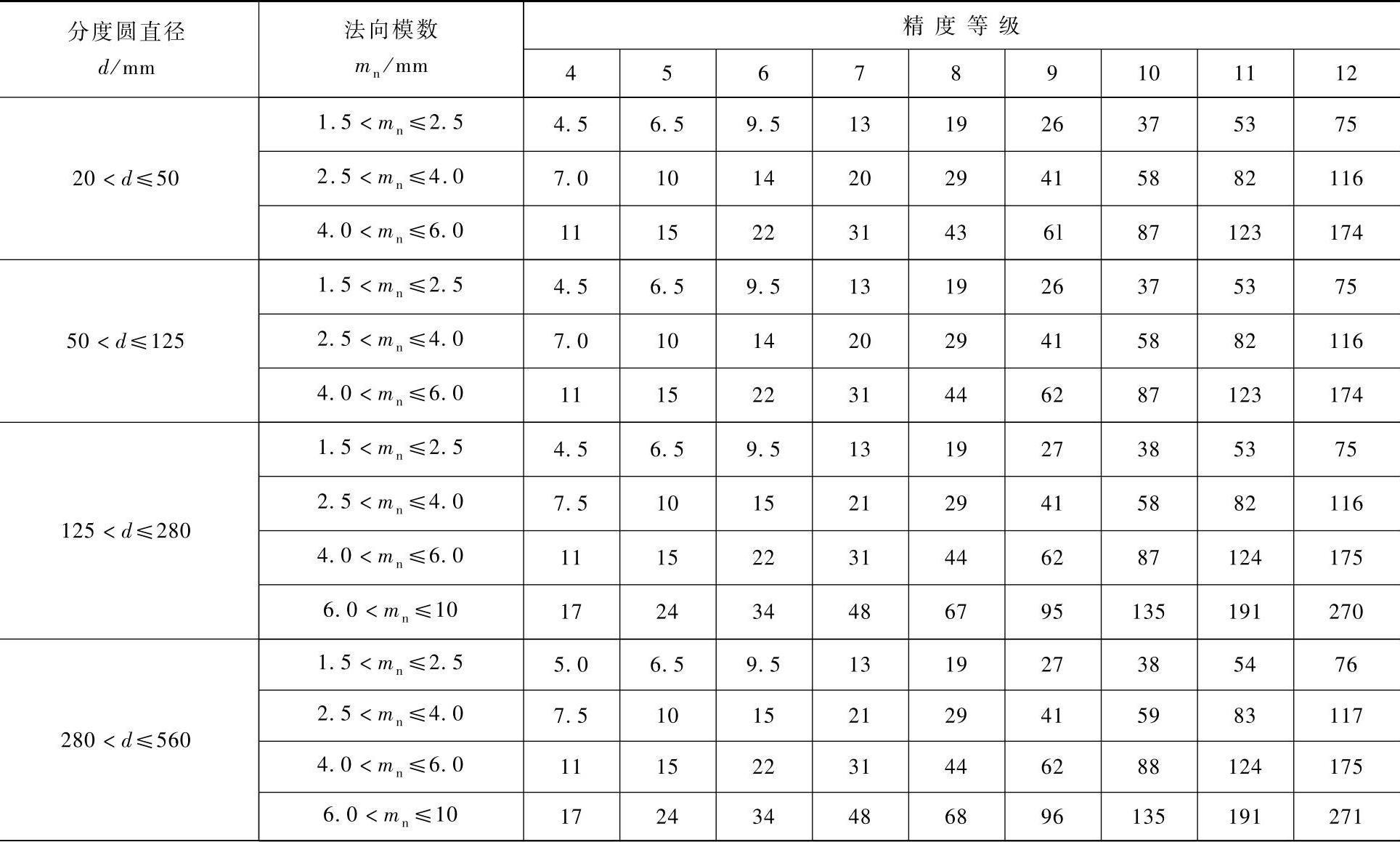
表80 ─齿径向综合偏差f〞i (单位:μm)
 (https://www.xing528.com)
(https://www.xing528.com)
检测时,将被测齿轮5装在固定轴4上,测量齿轮1装在带滑道轴2上。该滑道带有弹簧3,使两齿轮在径向能紧密地啮合。使被测齿轮转动一周,在旋转过程中通过指示器7测出中心距的变动量,绘出中心距变动曲线(图203)。
检测时要用一个测量齿轮对被测齿轮进行检测,测量齿轮需要做得很精确,使其对径向综合偏差的影响可忽略不计。
从记录下来的线图上可以确定:在被测齿轮旋转一整周内,中心距最大的变动量即为其径向综合总偏差F″i;在一个齿距内中心距的变动量为一齿径向综合偏差f″i。
采用上述方法检测径向综合偏差时,应十分重视测量齿轮的精度,特别是它与产品(被测)齿轮啮合的压力角,将会影响测量结果。测量齿轮应有足够的啮合深度,使其能与产品齿轮的有效齿廓相接触,但不应与非有效部分或根部相接触,避免产生这种接触的办法是将测量齿轮的齿厚增厚到足以补偿产品齿轮的侧隙公差。
对直齿圆柱齿轮所规定的偏差值可用来确定精度等级,但对斜齿轮其测量齿轮的齿宽应该设计得使其与产品齿轮的纵向重合度等于或小于0.5,否则会影响测量结果。齿廓偏差对直齿轮影响很明显,但对斜齿轮由于多个齿和对角线的存在,将会被隐蔽起来。
径向综合偏差包含了左、右两侧齿面综合偏差的成分,不可能依此确定同侧齿面的单向偏差,但它可提供关于生产用机床、工具或产品齿轮装夹而导致的质量方面信息。此检测方法主要用于大批量生产的齿轮及小模数齿轮的检测。
对产品齿轮的装夹和检测方法进行适当的校准后,此测量过程还可用来确定产品齿轮最小侧隙啮合的中心距(详见后述)。此外,对检测需要以最小间隙运行的齿轮功能齿厚的范围,可以很容易地从径向偏差上得到。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。