



答:齿轮的切向综合偏差可用单啮仪进行检测,如图202所示。
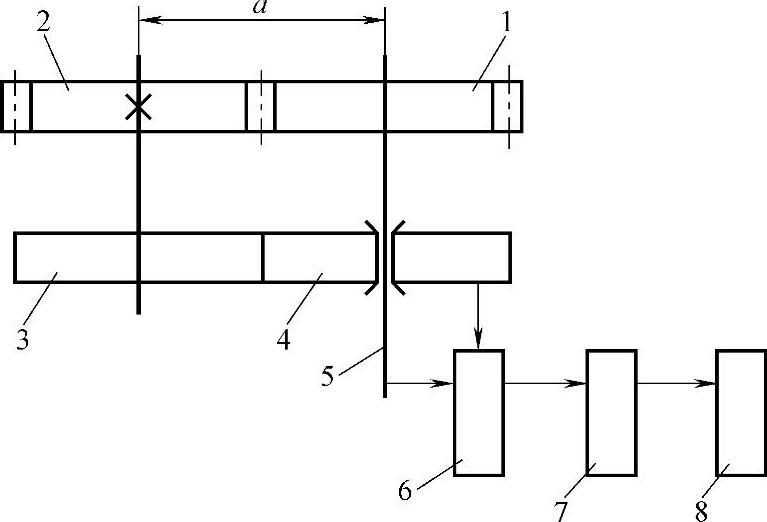
图202 单啮仪测量原理
1—被测齿轮 2—测量齿轮 3、4—摩擦圆盘 5—轴 6—传感器 7—放大器 8—记录器
单啮仪是一种比较测量装置。该装置能实现或模拟均匀的运动传递,其被测基准为被测齿轮的轴线。被测齿轮1与作为测量基准的测量齿轮2在公称中心距a下形成单面啮合的实际传动。它们分别与直径等于齿轮1与2的分度圆直径的摩擦圆盘3与4同轴安装,两摩擦圆盘间形成纯滚动的标准传动。
当转动被测齿轮1时,测量齿轮及两摩擦圆盘被驱动同时转动。若被测齿轮没有偏差,则轴5与摩擦圆盘4同步回转;若被测齿轮有偏差,则轴5与摩擦圆盘4间的回转不同步,即在单位时间内两者的转角不同,其相位差由传感器6反应,并经放大器7传至记录器8记录下来偏差曲线,如图201所示,即为被测齿轮在一转范围内单啮齿距累积偏差曲线。
检测时将被测齿轮与测量齿轮以适当的中心距相啮合并旋转,在一组同侧齿面相接触的状态下旋转直到获得一整圈的偏差曲线。
检测时,应施加很轻的负载和很低的角速度,以保证齿面间的接触所产生的记录曲线,能反映出一对齿轮轮齿要素偏差(即齿廓、螺旋线和齿距)的综合影响。(https://www.xing528.com)
检测时可采用下列几种齿轮组合。
1)一个产品(被测)齿轮和一个测量齿轮。
2)一对相配的产品齿轮。
应当指出,测量齿轮的精度将影响检测的结果。如采用1)的组合时,测量齿轮的精度比被测齿轮的精度至少高4级时,则测量齿轮的不精确性可忽略不计;如果测量齿轮精度达不到上述要求时,则测量齿轮的不精确性必须考虑进去。
被测齿轮转一周后,便可测得切向综合偏差曲线(图201)。在被测齿轮一整圈范围内圆周位移(在分度圆上)的最大差值Fi′即为其切向综合总偏差;在一齿距范围内的最大差值即为一齿切向综合偏差fi′。
若采用2)的组合时,涉及两个产品齿轮所产生的偏差(Fi′和fi′),称为“齿轮副的传动偏差”。为了完全确定完整的偏差图谱,必须继续旋转,直至两个齿轮的旋转数分别等于另一相配齿轮齿数的最大公因数除所得的数,用这种方法确定的旋转数符合齿轮副的完整啮合周期。形成的偏差曲线图反映出齿轮副中两个齿轮的轮齿要素各个分量,如果要检测出单个齿轮的偏差必须对数据进行适当处理(详见GB/Z 18620.1—2008)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。