



答:螺纹检测手段有多种,生产中应根据螺纹使用要求及螺纹加工条件,由产品设计者自己决定采用何种检测手段。
螺纹的检测方法分为综合检验法和单项测量法两类。
(1)综合检验法 即采用螺纹量规检验螺纹的合格性。在成批、大量生产中,普通螺纹均采用综合检验法。这种方法只能评定零件的合格性,而不能量出各实际参数的大小。
螺纹量规如前述光滑圆柱量规一样,分通规和止规。检验外螺纹采用螺纹环规,检验内螺纹采用螺纹塞规。
检验外螺纹用螺纹环规 如图183所示。通规(图183a)用来检验外螺纹的作用中径,故具有完整牙型,它还同时控制螺纹小径的上极限尺寸,其长度等于旋合长度。止规(图183b)检验螺纹的单一中径,故采用截短牙型,且其长度缩短(螺纹圈数为2~3圈),以分别避免或减小牙型半角误差和螺距误差对检验结果的影响。外螺纹大径则另用光滑极限量规检验。
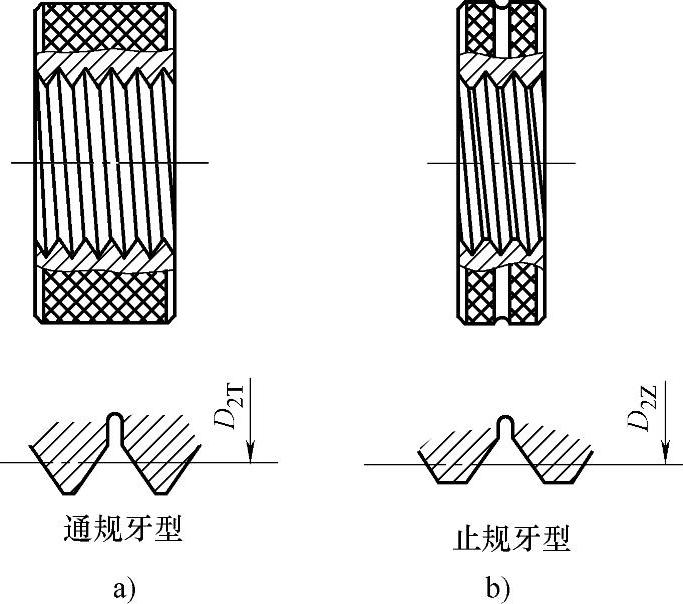
图183 螺纹环规
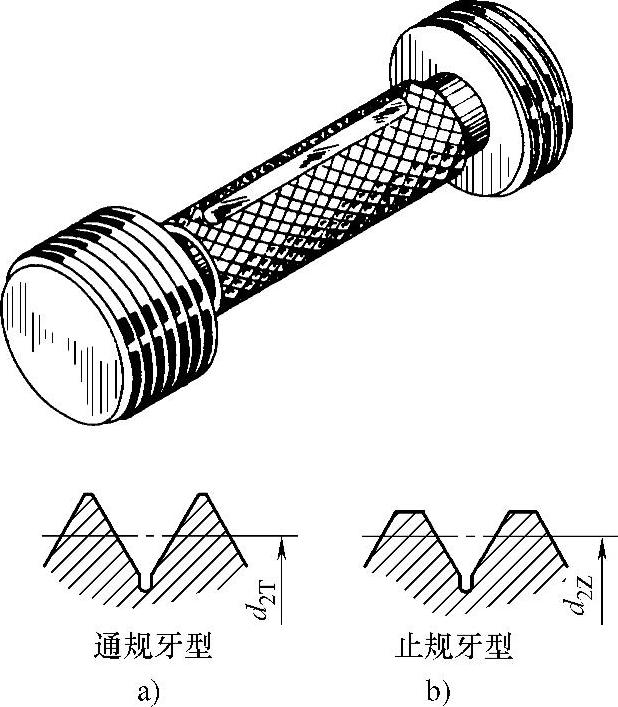
图184 螺纹塞规
检验内螺纹用螺纹塞规,如图184所示。通规(图184a)用于检验内螺纹的作用中径,故具有完整的牙型,同时它还控制内螺纹大径的下极限尺寸。止规(图184b)则用于检验内螺纹的单一中径,故采用短牙型,以避免或减小牙型半角误差对检验结果的影响,且其长度缩短(螺纹圈数为2~3圈),以避免螺距偏差对检验结果的影响。内螺纹小径则另用光滑极限量规检验。
采用螺纹量规检验零件时;螺纹通规应能自由旋过零件,而同时螺纹止规则不能旋入零件,或旋入零件不超过两圈,则表示零件合格。
(2)单项测量法 常用有三针测量法和影像法。
1)三针测量法。它是用来测量外螺纹实际中径的一种方法。最简单的三针测量法只需用三根直径相等的量针和外径千分尺就可进行测量。该法所用测量量针是由量具厂专门生产的,如图185所示。测量时,将三根直径相同的量针分别放在螺纹直径两侧的沟槽中,然后用外径千分尺测出针距M(单位为mm),如图186所示。根据已知的螺距、牙型角和量针直径的数值,按其几何关系可计算得出实际中径d2。
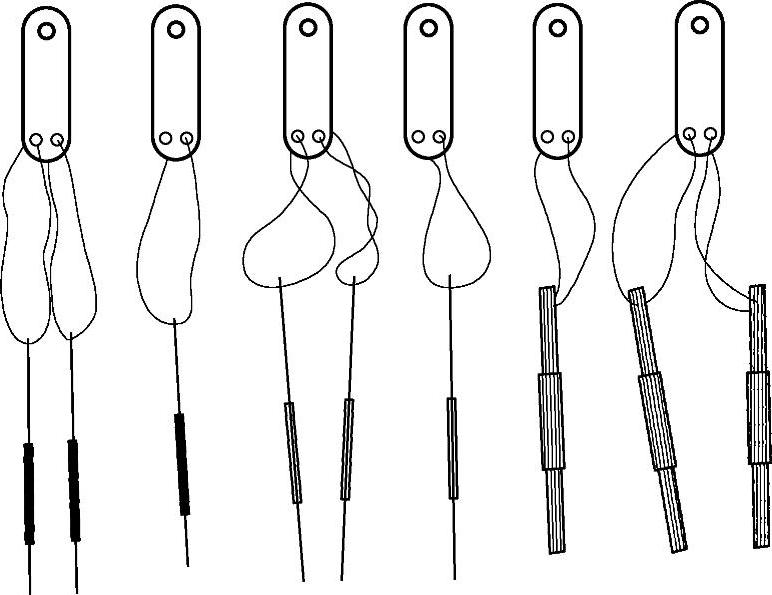
图185 三针测量法所用量针
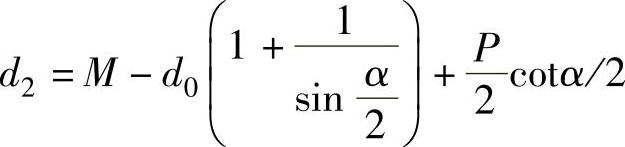
式中 d2——实际中径(mm);
M——外径千分尺实测数值(mm);
d0——所用量针直径(mm);
α——牙型角(°)
P——螺距(mm)。(https://www.xing528.com)
由上式可知,影响三针测量精度的因素中,除了所选量仪的示值误差和量针本身的误差外,还有被测螺纹的螺距误差和牙型半角误差。为了避免牙型半角误差对测量结果的影响,测量时应选用最佳直径的量针,即使量针与螺纹沟槽接触的两个切点恰好在中径线上,如图187所示。最佳直径d0由下式计算。
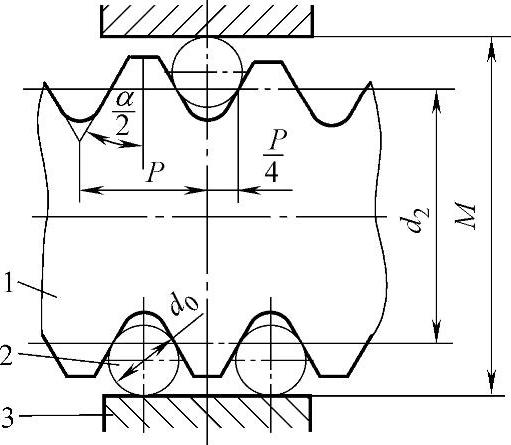
图186 三针测量法
1—被测螺纹 2—量针 3—外径千分尺
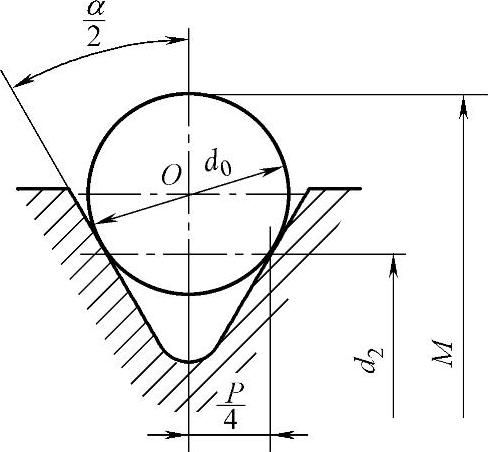
图187 最佳直径d0
对普通螺纹其牙型角α=60°,量针最佳直径d0=0.577P。由此可见,每一种螺距具有一种最佳直径的量针。
若将上述中径计算公式代入α=60°(普通螺纹牙型角),可得
d2=M-3d0+0.866P
=M-A60°
式中 A60°=3d0-0.866P
由此可知,已知普通螺纹(牙型角α=60°)的螺距P,便可从表71中直接查得最佳量针直径d0,并查得A60°的数值。生产中只要将测量M值减去A60°值,便可直接求得被检验螺纹的中径值。
2)影像法 在工具显微镜上,将被测螺纹牙型轮廓放大成像在镜头中,根据放大的轮廓,测量牙廓与螺纹轴线的垂线间的夹角,得牙型半角α1和α2;再沿垂直于螺纹轴线方向,测量螺纹轴线两侧牙廓之间的距离,得中径d1和d2,如图188a所示。沿平行于轴线方向,测量同侧牙廓之间的距离,得累积螺距L1和L2,如图188b所示。为了消除在仪器上安装零件时螺纹轴线与测量轴线不重合而产生的测量误差,可以将左、右两侧测量数据取其平均值作为测量结果。
表71 三针测量法测量普通螺纹用量针直径d0及A60°值 (单位:mm)
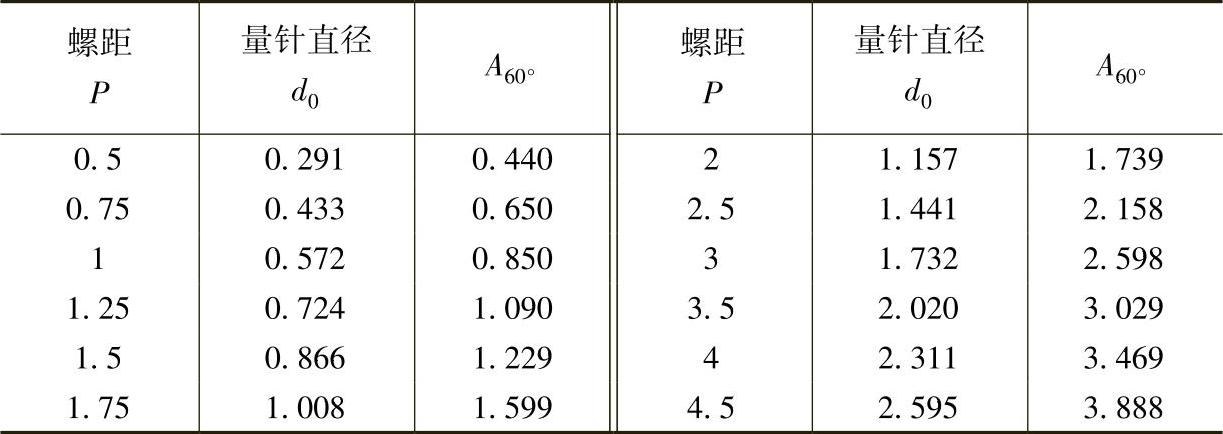
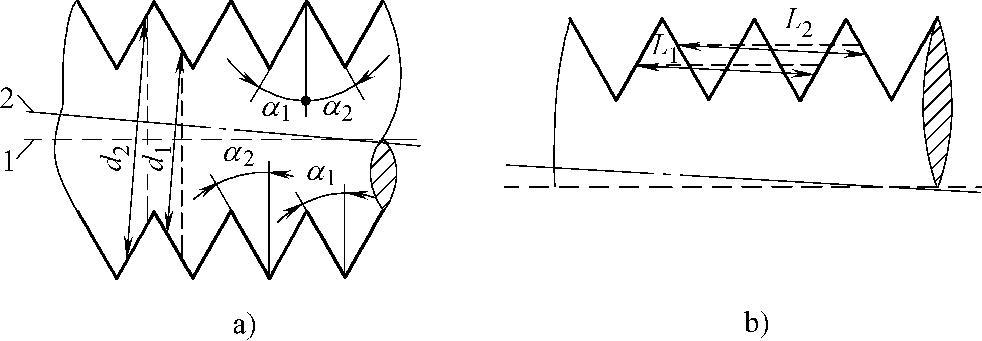
图188 影像法测量
1—螺纹轴线 2—测量轴线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。