



【摘要】:在成批、大量生产中,花键尺寸则采用极限量规检验。该综合量规能自由通过被检验表面,即表示该加工件合格。图174 外花键用环规标准中规定了矩形花键综合通规和单项止规的尺寸公差带和数值表,在设计矩形花键量规时,可查阅“GB/T 1144—2001《矩形花键尺寸、公差和检验》中附录B。
答:矩形花键的检测分单项测量和综合检验。
在单件、小批生产中,花键尺寸可用千分尺、游标卡尺等普通计量器具测量。在成批、大量生产中,花键尺寸则采用极限量规检验。
当花键定心小径尺寸采用包容要求Ⓔ,各键(键槽)位置度公差采用相关要求,且基准要素尺寸公差与位置度公差的关系遵守最大实体要求时(图171)应控制花键各部分的实际尺寸和几何误差,以保证花键的配合要求和安装要求。验收内、外花键时,首先应分别用花键综合塞规和环规进行检验,此时可同时检验花键的小径、大径、键(键槽)宽度,以及大径表面轴线对小径表面轴线的同轴度误差,各键(键槽)的位置度误差等。该综合量规能自由通过被检验表面,即表示该加工件合格。
用综合量规检验合格后,还要检测各要素的实际尺寸是否超越最小实体尺寸,即内花键的小径、大径和键槽宽的上极限尺寸,外花键的小径、大径和键宽的下极限尺寸,分别用单项止端塞规和单项止端卡尺检测其是否合格,也可用普通计量器具检测。
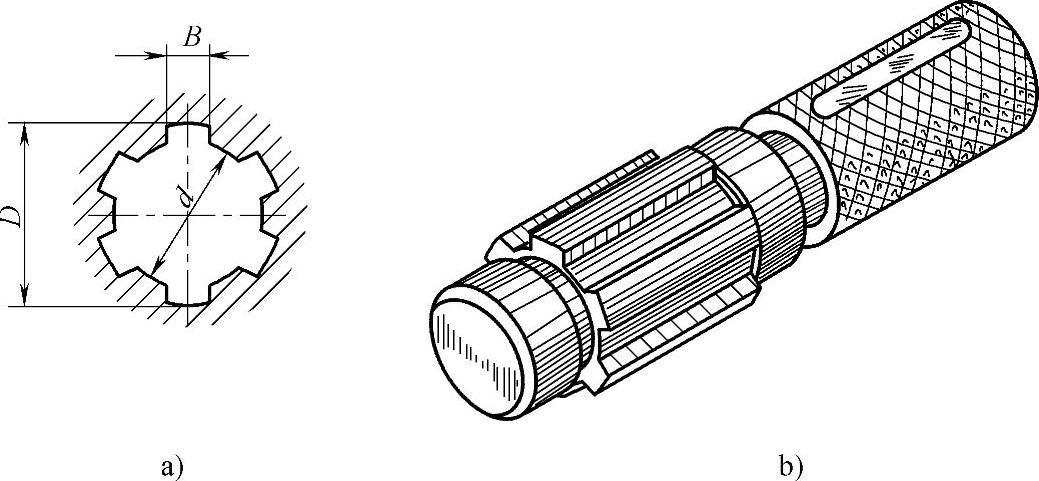
图173 内花键用塞规(https://www.xing528.com)
内花键用综合量规——花键塞规如图173所示,其花键两侧的圆柱体在检验时起导向作用,并用来检验内花键定心小径表面,中间的花键部分用来检验内花键的各键槽及大径表面尺寸以及几何误差。
外花键用综合量规——花键环规如图174所示,其左侧内花键部分用来检验外花键的定心小径表面和各键宽尺寸,右侧圆孔部分用来检验外花键的大径表面。
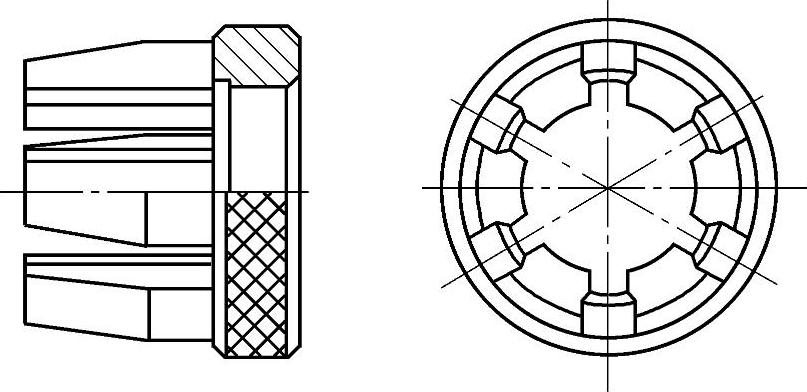
图174 外花键用环规
标准中规定了矩形花键综合通规和单项止规的尺寸公差带和数值表,在设计矩形花键量规时,可查阅“GB/T 1144—2001《矩形花键尺寸、公差和检验》中附录B。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。