



【摘要】:它主要用于承受径向载荷的滚动轴承,即垂直于轴承旋转轴线所作用的负荷。滚道是球面形的,能适应两滚道轴心线间的角偏差及角运动的轴承。具有一列滚动体的轴承。滚动轴承代号是由前置代号、基本代号和后置代号三部分构成,见表51。表51 滚动轴承代号的排列顺序图8-20 工字梁用刚性夹紧的方式进行焊接
在同一焊接结构上存在许多条焊缝,采用合理的焊接顺序及方法会使结构的变形最小。
1)对称焊接:焊接件为对称结构时,两个焊工对称焊,产生的变形可以互相抵消,如图8-13所示。
2)不对称的结构:先焊接缝少的一侧,后焊接缝多的一侧,这样能减少焊接变形,如图8-14和图8-15所示。
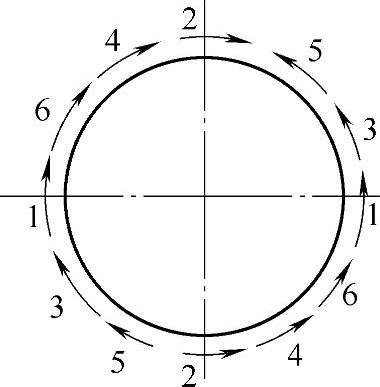
图8-13 圆筒体对称焊接顺序(两端到上部,下部到两端)
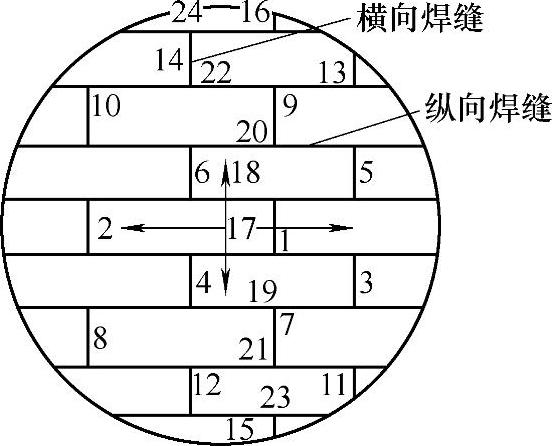
图8-14 大型容器底板拼接的焊接顺序(先竖直后水平、先中间后两边、对称进行)
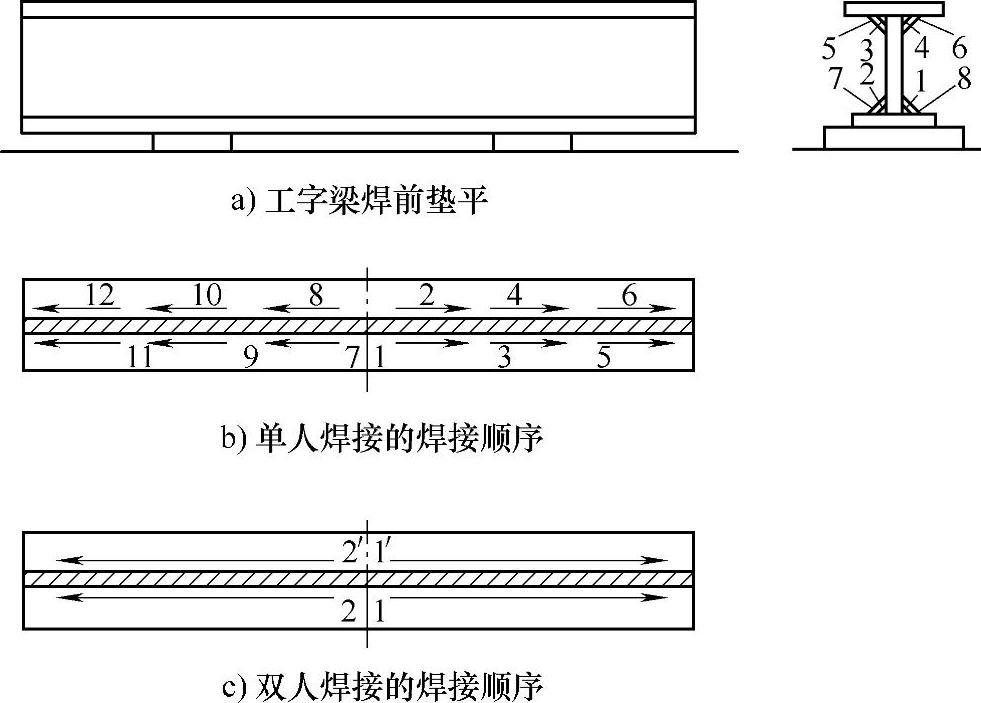
图8-15 工字梁的焊接顺序
3)采用适当的焊接顺序,分段焊接,尽量不要一次焊到底,那样会产生较大的变形,如图8-16所示。
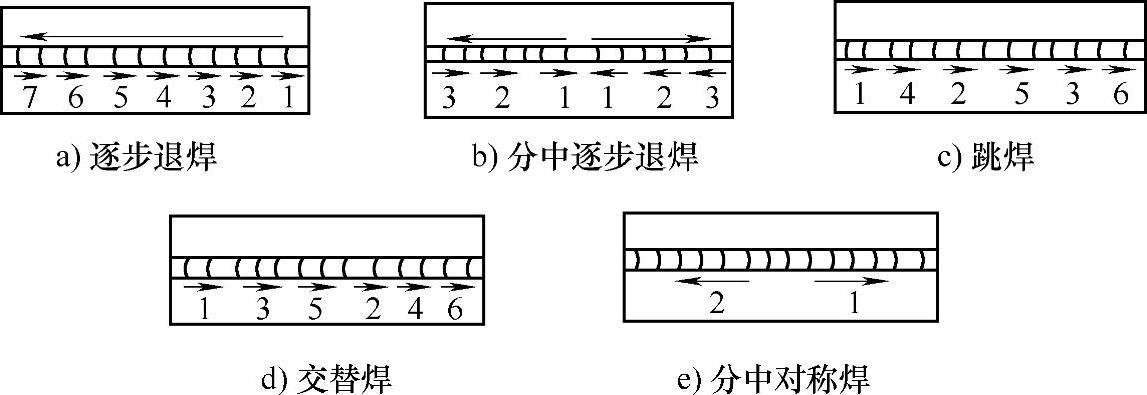
图8-16 采用不同焊接顺序的对接焊缝(https://www.xing528.com)
4)反变形法:焊前向焊后变形方向的反方向进行人为的变形,达到与焊接变形互抵的目的,但要测好反变形量,如图8-17和图8-18所示。
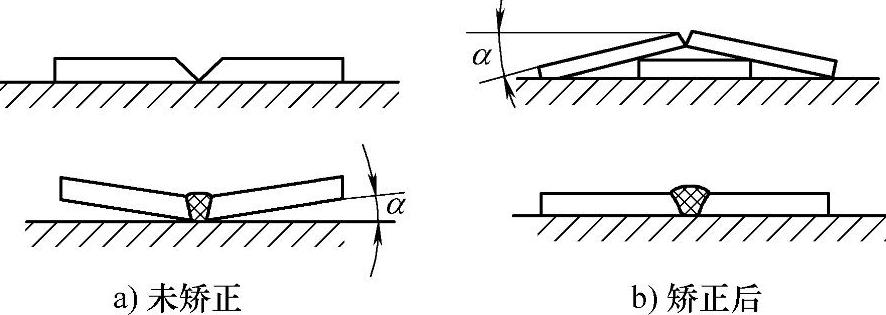
图8-17 钢板对接时的反变形法
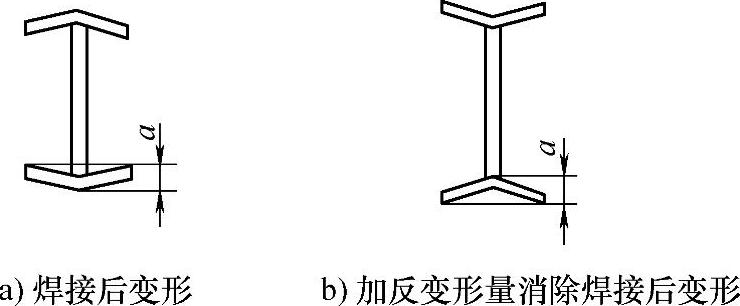
图8-18 焊接工字梁时的反变形法
5)刚性固定法:刚性固定就是采用强制手段来提高构件的刚性,减小焊接后的变形。用此方法,需在焊件完全冷却后,才能撤去固定夹具,常用的方法有利用重物固定(图8-19)、定位焊固定、夹具固定(图8-20)、加临时支撑固定(图8-21、图8-22)。需要注意,刚性固定法只适用于焊接性较好的焊件,对于焊接性较差的中碳钢及合金钢,不宜采用刚性固定法焊接,以免产生裂纹。
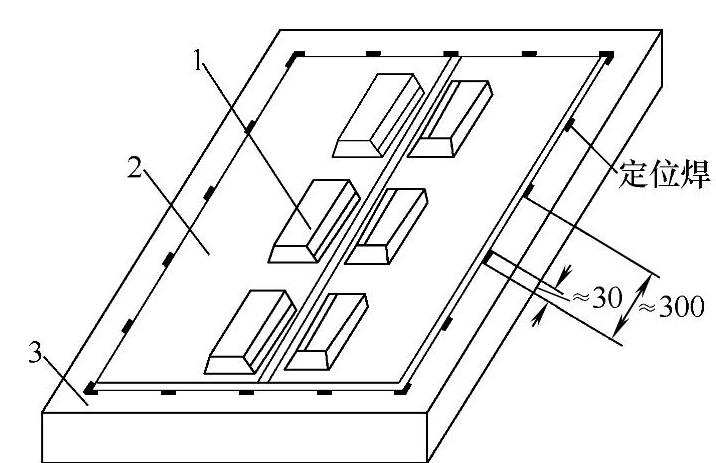
图8-19 拼接薄板用重物固定防止波浪变形
1—压铁 2—焊件 3—平台
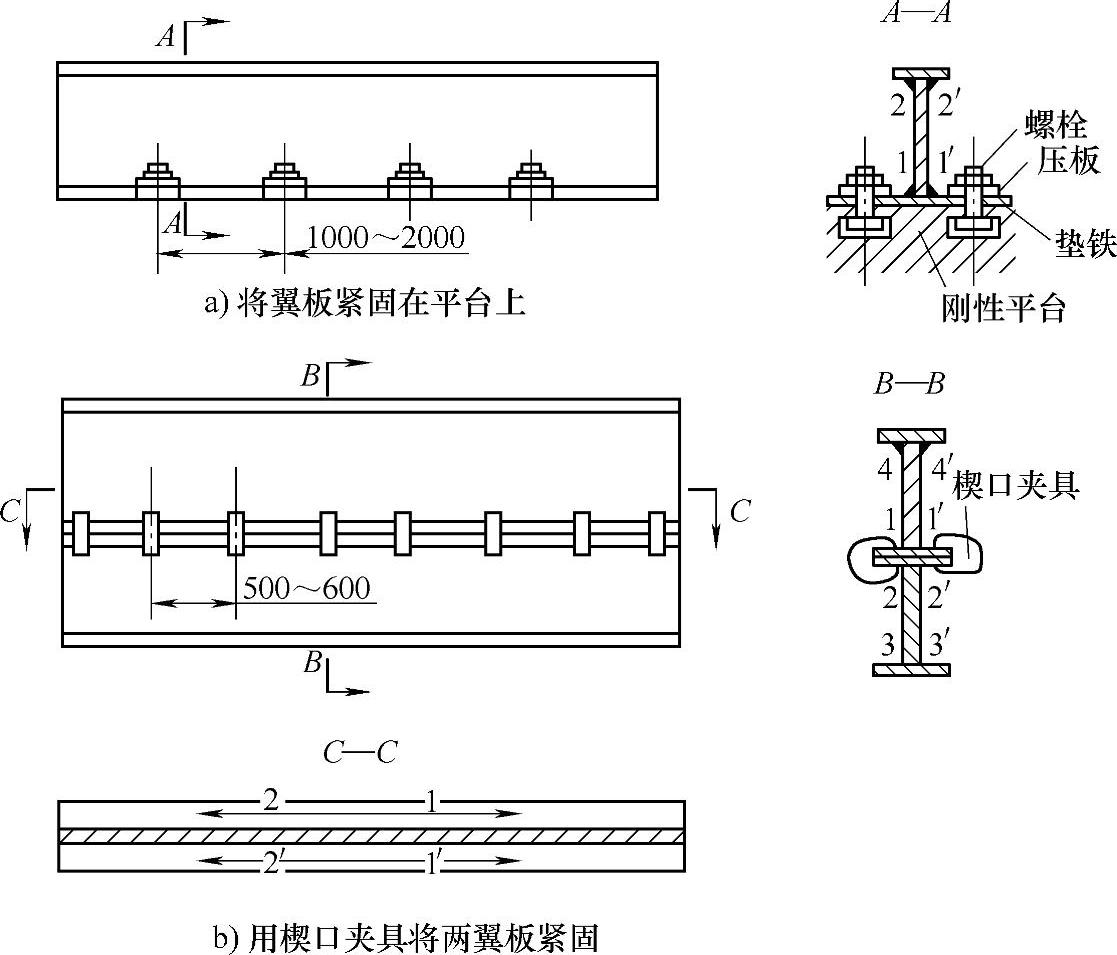
图8-20 工字梁用刚性夹紧的方式进行焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。