



答:量规是一种精密检验量具,从理论上讲,通规尺寸应等于零件的最大实体尺寸;止规的尺寸应等于零件的最小实体尺寸。虽然量规的制造精度比零件高很多,但也不可能将量规定形尺寸正好加工到上述规定值。因为制造量规也和制造零件一样,不可避免地会产生加工误差。因此,对量规尺寸也要规定制造公差。
通规在使用过程中会逐渐磨损,为了保持其一定的使用寿命,故还需留出适当的磨损储量,因而需要规定磨损极限。至于止规,因它在正常使用中不应通过零件,因此不留磨损储量。校对量规使用频率小故也不留磨损储量。
在确定量规的尺寸公差和磨损公差时,要考虑到量规制造的可能性和使用寿命,以及对零件制造的影响程度等。在相对于零件极限尺寸来确定量规公差和磨损公差位置时,则应考虑对零件配合性质及可能产生误收、误废的影响等。
为确保产品质量,标准中规定量规的公差带不得超越零件公差带。也就是说,量规的公差带均应位于零件所规定的极限尺寸之内,而且占有零件公差的比例应尽量小。
孔用工作量规的尺寸公差带,如图118所示;轴用工作量规的尺寸公差带,如图119所示。
图118和图119中工作量规的尺寸公差以T1来表示;通规尺寸公差带到零件最大实体尺寸间的距离用Z1来表示。工作量规通规的公差带中心位置是从零件的最大实体尺寸向零件的公差带内移动Z1值,其磨损极限与零件最大实体尺寸重合。而止规的公差带是从零件的最小实体尺寸起,向零件的公差带内分布。
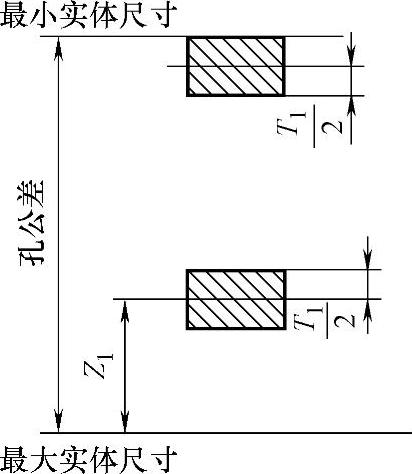
图118 孔用工作量规的尺寸公差带
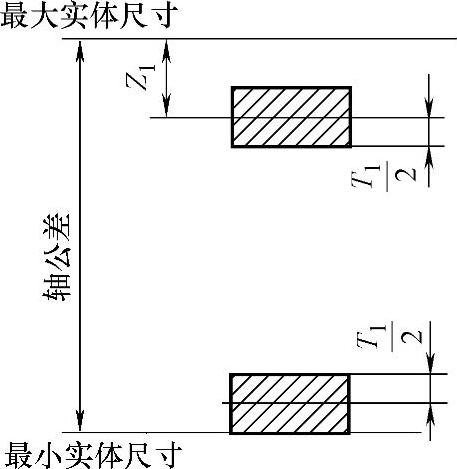
图119 轴用工作量规的尺寸公差带(https://www.xing528.com)
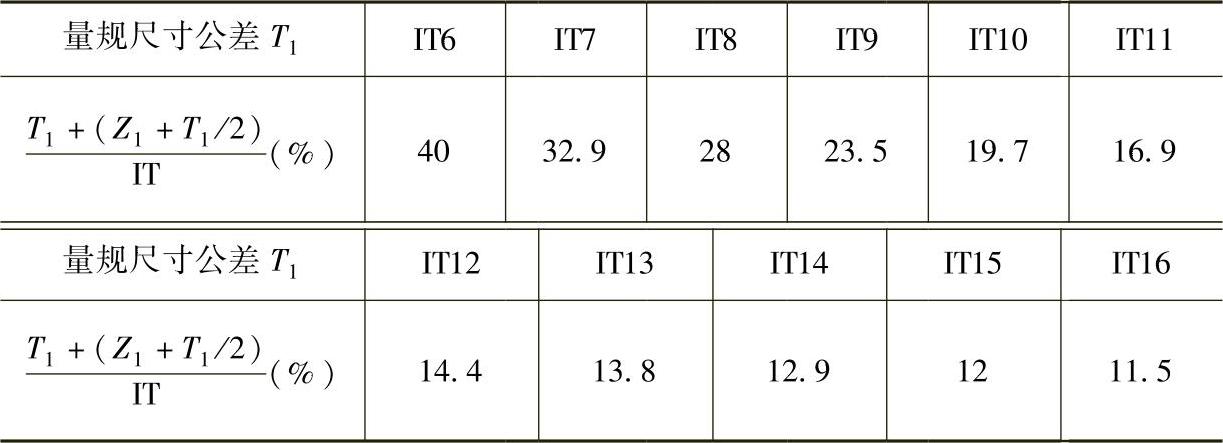
通常测量极限误差可占零件尺寸公差的1/5~1/3。对于公差等级相同而公称尺寸不同的零件,这个比例应大致相同。而随着零件公差等级的降低,这个比值逐渐减小,见表43。量规尺寸公差带的大小(T1)和位置(Z1)数值就是按照这一原则规定的。
表43 量规尺寸公差和磨损储量的总和占标准公差的百分比
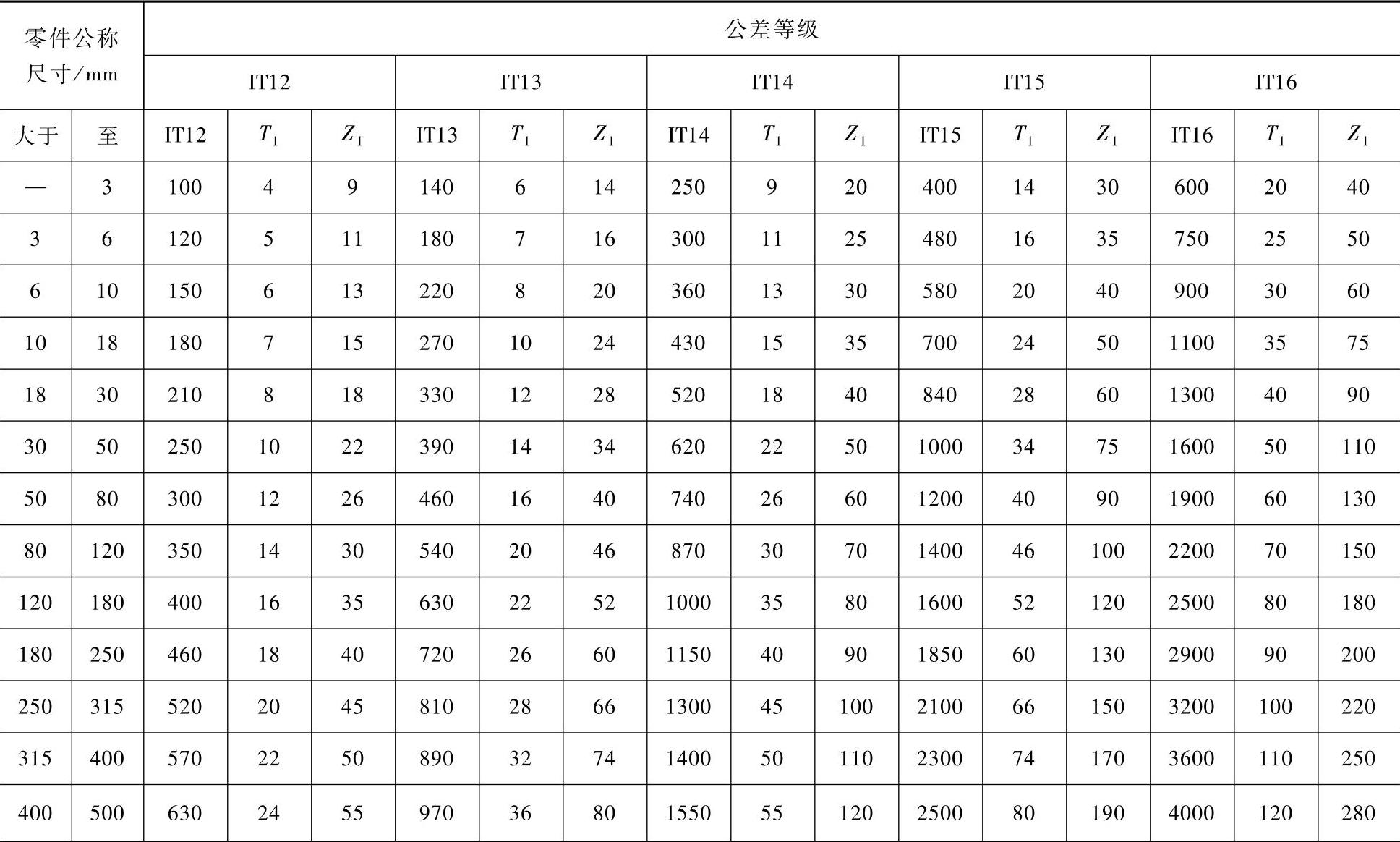
标准中按零件的公称尺寸和公差等级对公称尺寸至500mm,公差等级IT6~IT16的孔与轴规定了工作量规的尺寸公差T1和通规尺寸公差带中心到最大实体尺寸间的距离Z1值,其具体数值见表44。
表44 工作量规公差带 (单位:μm)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。