



(1)弯管机弯管
1)图5-26所示是正在更换弯管的胎具。弯曲不同直径的管子,需要使用不同的胎具(因为胎具立面弯曲槽与待弯曲管子的直径相对应),用吊车将胎具套到旋转轴上。

图5-26 换上与待弯管子相应的胎具
2)调整胎具以及配合靠模的位置,如图5-27所示。把管子放到相应的位置,用样板对弯曲位置进行检测,如图5-28所示。利用小铁板将管子夹紧定位,起动按钮,旋转轴带动胎具旋转,进行ϕ98mm管子第一处圆弧(弯曲的内径为1100mm)的弯曲,如图5-29所示。

图5-27 调整胎具以及配合靠模的位置

图5-28 用样板检测管子放置的位置

图5-29 弯曲第一处圆弧
3)弯曲完一处以后,将胎具回位,翻转管子,用样板对第一处圆弧的曲率及弧长进行检查,如图5-30所示。

图5-30 用样板检测弯曲的曲率及尺寸
4)继续第二处圆弧的弯曲,如图5-31所示。弯曲完第二处圆弧以后,将胎具回位,翻转管子,用样板对第二处圆弧的曲率及弧长进行检查。

图5-31 弯曲第二段圆弧
5)继续第三处圆弧的弯曲,如图5-32所示。弯曲完毕,用专用运送管子的吊钩挂好管子,指挥吊车将管子送到指定的区域,如图5-33所示。
(2)手工弯管
对于单件或少量的管子弯曲,制作冷弯模不经济,多采用加热后手工弯曲。若是有缝管则管缝要置于中性层位置,防止管缝开裂。手工弯曲的主要工序有灌砂、划线、加热、弯曲。

图5-32 弯曲第三段圆弧

图5-33 将弯曲完毕的管子吊运到成品区
1)灌砂。砂子要水洗、干燥、过筛(颗粒度2mm以下),一边灌砂一边用锤子击打管子产生振动,使管内的砂子填紧。
2)划线。按图样的要求定出弯曲部分的中点位置,向两边量出弯曲长度,再加上管子的直径,这就是需要加热的长度,如图5-34所示。

图5-34 划线确定加热长度
3)加热。用氧乙炔焰加热到需要的温度(看管子的颜色),保温一定的时间,尽可能加热后一次完成弯曲(多次加热会增加管子的氧化层厚度,使管壁变薄),如图5-35所示。

图5-35 转动管子均匀地进行加热(https://www.xing528.com)
4)将管子置于模内进行弯曲,在弯曲时视管子的情况对弯曲处继续均匀加热,防止管子的断面变扁和起皱,如图5-36所示。一批工件弯曲后曲率应当相同,如图5-37所示。

图5-36 弯曲时继续对弯曲处均匀地加热
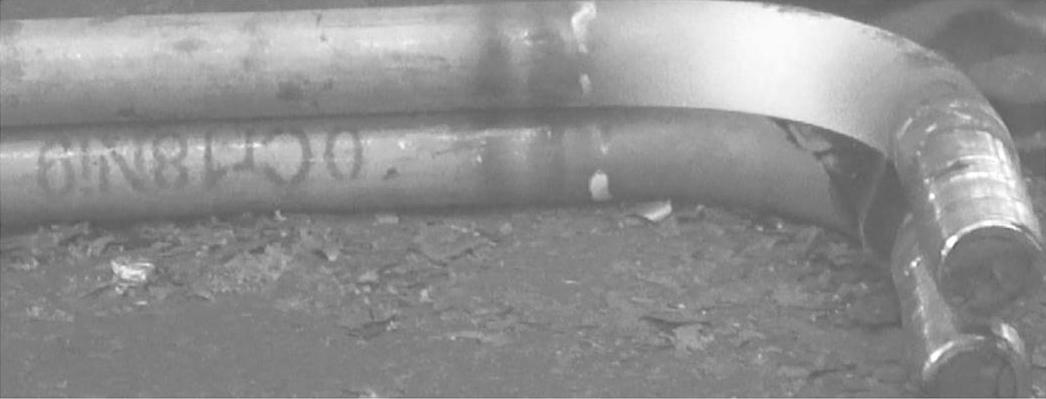
图5-37 弯曲完毕后的工件
5)管子冷却后,将管子的端头的木塞取出,把管内的填砂倒出,并清理干净。
(3)中频弯管
1)中频弯管机的外部结构如图5-38所示,弯管机中部的活动推板在弯管时前行,如图5-39所示。中频弯管是一种集加热、弯曲、冷却三者连续进行的过程。

图5-38 中频弯管机的侧面结构

图5-39 液压装置推动活动推板前行
2)吊车挂着吊绳,将管子放到装夹的位置。弯管过程中,管子的一端被活动挡板前部的锥形头顶住,另一端被弯管机外部的活动转臂夹住,管子的中部被固定板里面的胎具托住。如图5-40所示。

图5-40 活动推板前面的圆锥头表面顶住管头
3)依据弯曲管子的直径大小,选取适当直径的感应圈(纯铜材料制造,圆圈内有小孔,水泵注入的冷却水从小孔中喷出,使感应圈加热的环形带的前后冷却),挂套在待弯曲的管子上,如图5-41所示。中频感应加热圈位于旋转的中心线上,感应圈发出的中频电流产生电磁场加热管子(加热的局部温度可达800~1200℃,需根据钢材的化学成分而定),位于弯曲区域后方的管子,由于感应圈上环形装置喷水冷却,所以没有因为加热的影响而降低强度和硬度,仍然使管子具有足够的刚性。

图5-41 打开旋转装置的夹头及挂好感应圈
4)按照图样要求的尺寸,量取感应圈外部管子的中心到转臂轴的距离,确定活动夹臂的长度,也就是确定管子的弯曲半径,如图5-42所示。然后将活动夹臂头部的一端装夹在管子上面,另一端装夹在旋转轴的夹套上,如图5-43所示。

图5-42 按图样要求测量管子的中心到转轴的转臂半径
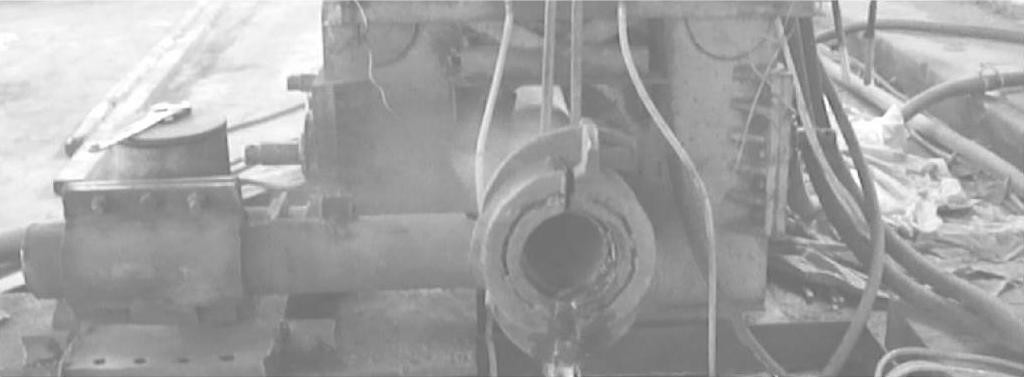
图5-43 按弯管半径的尺寸安装好转臂
5)起动按钮,中频感应器对管子加热,如图5-44所示。对管子局部环形加热到900℃左右,液压装置推动活动挡板前移,活动夹臂夹着管子的另一端转动,管子加热部分被弯曲,并立即喷水冷却。由于管子的加热区很窄,而两侧的温度低,管子的刚性大,限制了管子截面的圆度和褶皱。管子一端被活动挡板的圆锥头顶住,另一端被夹头夹紧,利用管子的轴向推力进行弯曲。活动转臂绕轴旋转,管子加热的部分即被弯曲,弯曲区域后方的管子又成了新的加热区,如此连续进行,完成弯管。中频弯管的特点是管子曲率半径均匀,外壁厚度变化小,表面不产生氧化皮。
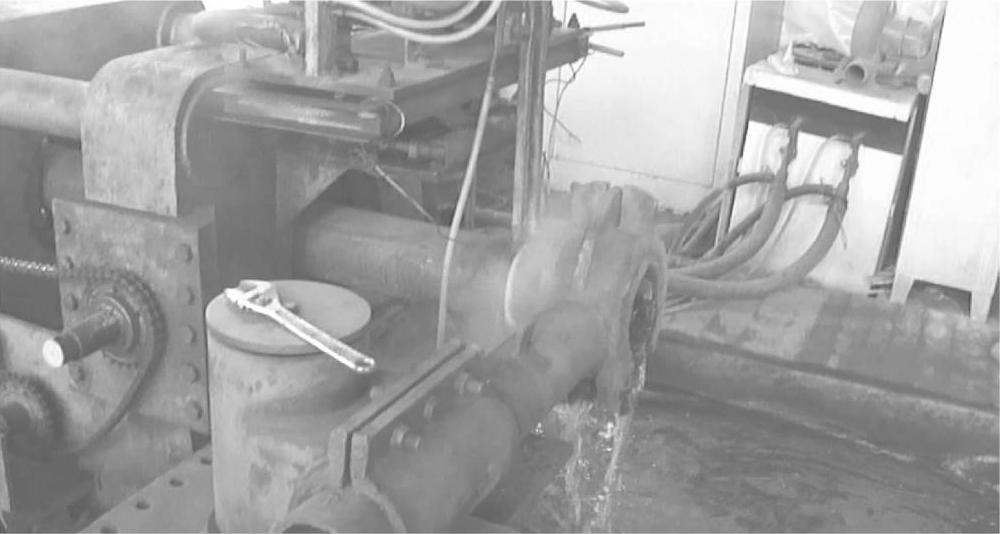
图5-44 中频感应器
6)完成管子的弯曲后,如图5-45所示打开固定板的托具,松开活动转臂的夹头,退回活动推板(圆锥头与管头脱离接触),然后用吊车将弯曲好的管子运送到成品区。

图5-45 管子弯曲后松开活动夹臂的夹头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。