



阐述说明
机座类的制作是学生实训的典型项目。要先做出展开样板后再到钢板上进行号料。此类构件的尺寸较多,需要处理好板厚,准确的划分部件,仔细审核各部分的尺寸。
1)电动机底座的尺寸及技术要求,如图3-22所示。
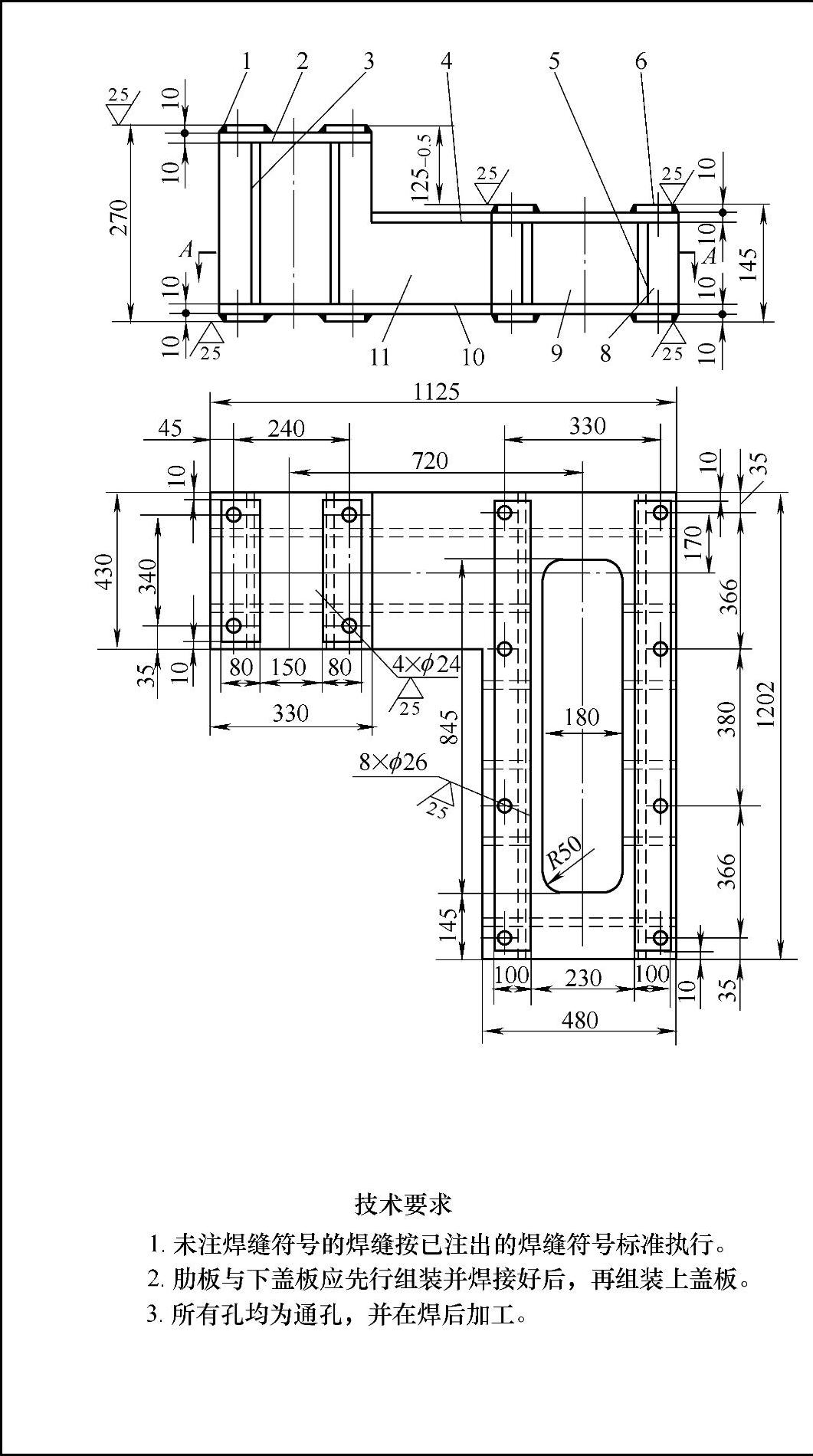
图3-22 电动
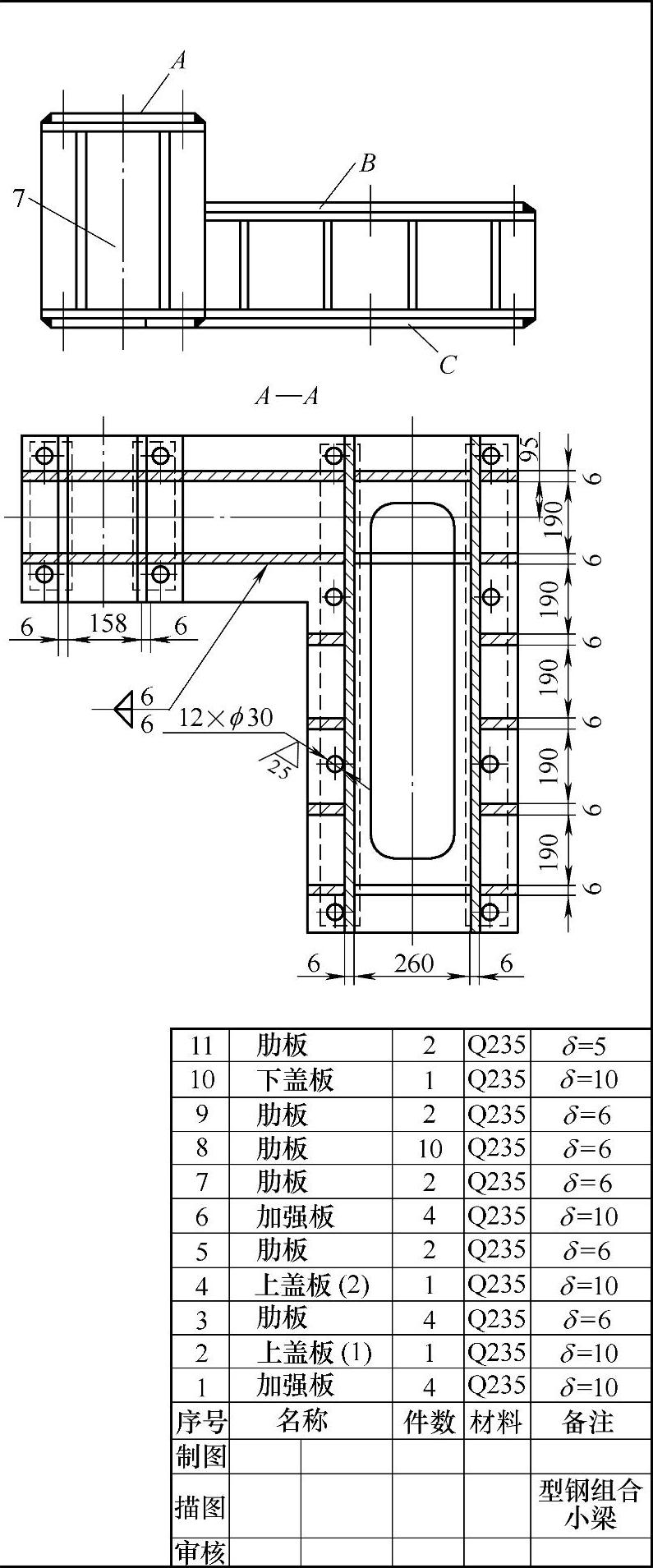
机机座
2)结构特点分析:
A底板的平面安装电动机。B平面安装减速机。C平面安装在基础上。
三面装配焊接后都要切削加工,来保证表面平整,还需给后序留有一定的加工余量。
A、B平面的高度尺寸由切削加工来保证。
A、B平面的高度尺寸由3、7、11板的垂直高度尺寸来保证。
B、C平面的高度尺寸由5、8、9板的垂直高度尺寸来保证。
同一高度的各垂直板的尺寸在下料、切割时要一致,底座的焊接变形要控制在最小允许的范围内,分段装配焊接。
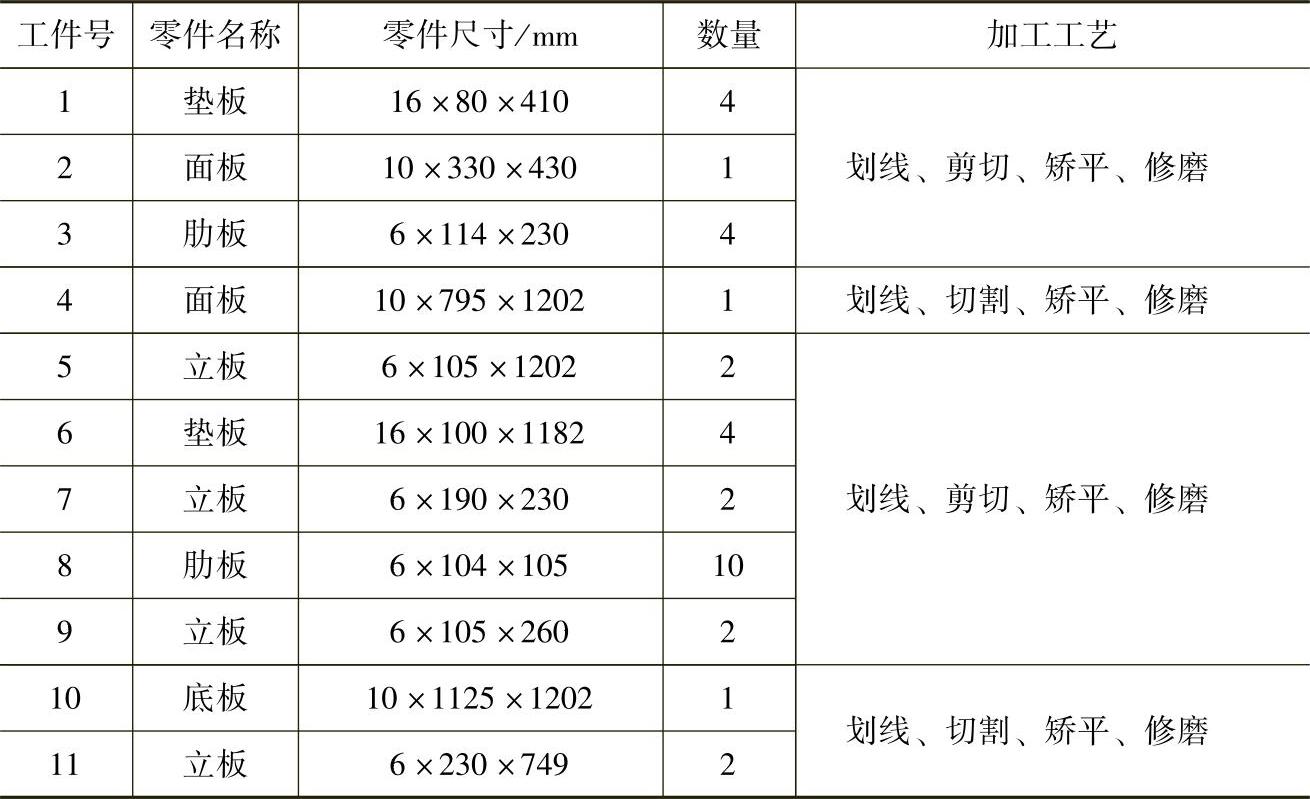
3)看懂图样及技术要求后,结合标题栏明确零件的数量。确定各部分的尺寸后,见表3-6,制作号料样板,并依据样板号料,经过剪切、氧乙炔焰切割加工出各零件,如图3-23~图3-27所示。认真核对各板的数量及尺寸,对板料进行矫正和修磨后准备后序的装配。
表3-6 机座零件的各部尺寸
 (https://www.xing528.com)
(https://www.xing528.com)
①首先在厚纸板上按1∶1尺寸画出面板4的图样,检测后用剪刀剪下得到号料样板。用号料样板到钢板上号料,经剪切(外部四条直边)、气割(钢板上┕形直角、长圆孔)后,修磨飞边和氧化铁,得到面板4实形,如图3-23所示。

图3-23 序号4面板的实形
②制作过程与面板4相同,修磨飞边和割口的氧化铁,完成面板10的放样、号料、切割。检测后进行二次号料,在板上画出肋板的位置,打上样冲眼,为后序的装配作准备,如图3-24所示。

图3-24 序号10面板的实形
③按图样上的数量和尺寸在钢板上画出1、2、3、4各板,用剪板机切下所号的材料,准备后序的装配,如图3-25所示。
④按图样上的数量和尺寸在钢板上画出5、6、7、8、9、11各板,用剪板机和氧乙炔焰切下所号的材料,准备后序的装配,如图3-26所示。
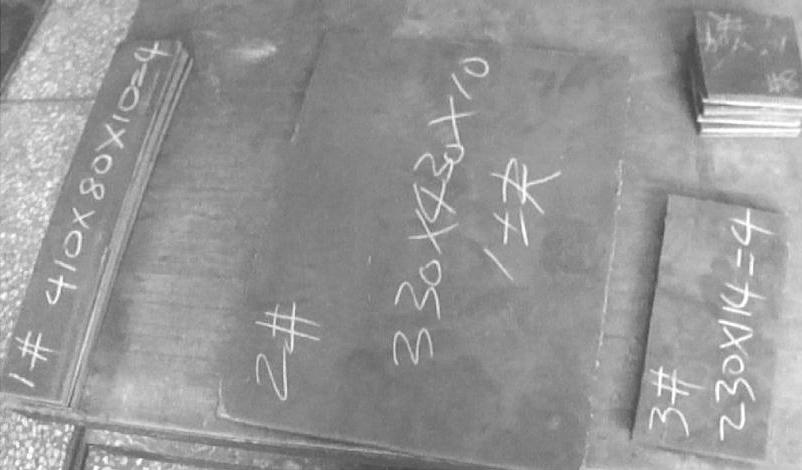
图3-25 序号1、2、3、4各板的实形
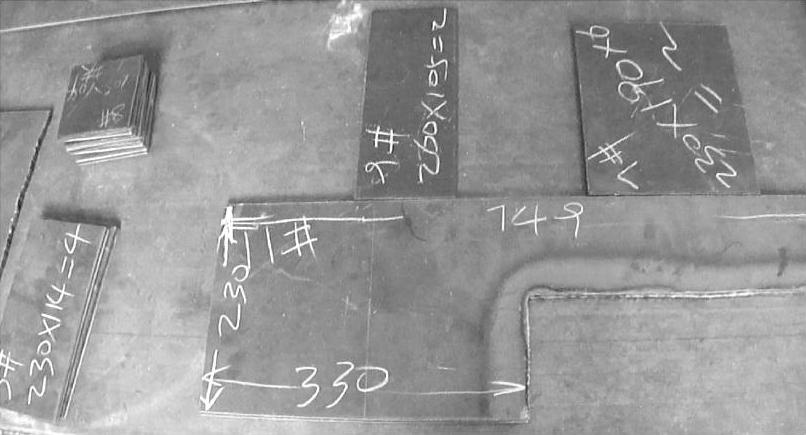
图3-26 序号5、6、7、8、9、11各板的实形
⑤各板复核尺寸及数量后摆放在平台上,准备进行后序的装配,如图3-27所示。
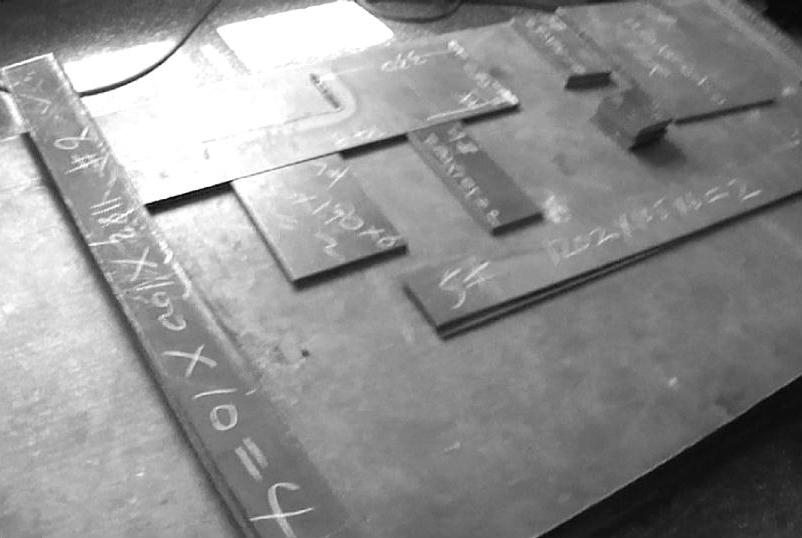
图3-27 各板摆放在平台上准备装配
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。