



(1)非对称齿形的加工 非对称齿形由修改过的花键齿形组成。通过齿面修改将原直齿花键改为工件带有角度的花键,根据内圆半径计算键宽,这样可以得到基本符合要求的齿形,但由于是非对称齿形,还需要进行计算。对于这种齿形,理论上砂轮倾斜于工件,但这不可能,因此必须借助于修整的横向位移和分度装置零点修正。
非对称齿形输入参数计算例子如下:
齿面修正: 
分度装置修正: 
由横向修正值计算:

d=tanγ×h (6-5)
e=cosγ×(αw+d) (6-6)

计算实际内圆直径: dR=2h′ (6-8)
计算键宽: 
计算实际外圆径: u=2h′+2O (6-10)
工件参数如下:
dw——内圆直径;
Dw——外圆直径;
αw——砂轮角度;
βw——倾斜角;
Mw——中点;
mw——修正中点。
(2)N边齿形输入参数计算例子 将花键最小接触直径设定为0,将最大接触直径设定到内径的数值上,此时得到只由顶角和顶半径组成的修整齿形,在输入180°顶角时,只有横向修整砂轮。
必须经过计算获得键宽参数。
工件参数如下:(https://www.xing528.com)
DA——花键“细”端面外径;175mm
Di——标准面内径;135mm
DIn——后角面内径(自由面内径);131mm
T——后角槽深度;2mm
H——后角面的刃面高度;10mm
β——后角;-15°
B——图样键宽;30mm
Bn——输入到指令中的键宽(计算);23.684mm
按照给定公式顺序计算如下:
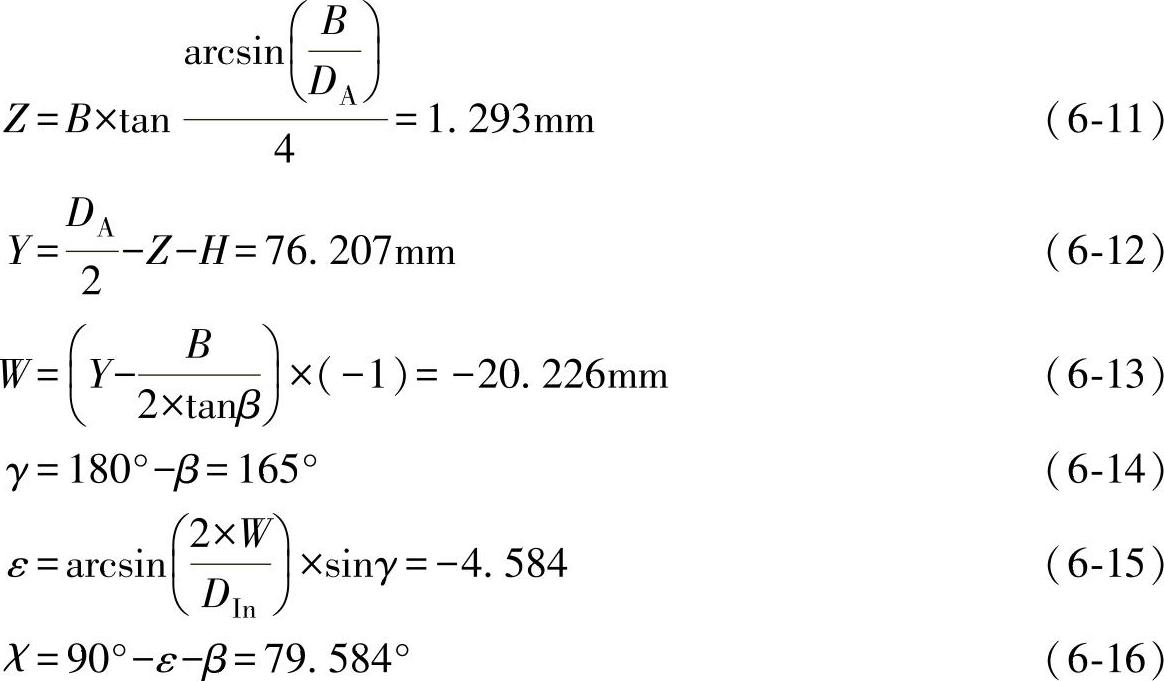
DIn(内径)=131mm,代入下述公式。
输入到指令中的键宽Bn计算得到:
Bn=DIn×cosχ=23.684mm (6-17)
相关参数的计算公式:工件参数:S为边长;n为边数; 。
。
外圆直径: 
内圆直径: 
要输入的花键宽度: 
把经过计算获得的实际数据DIn=131mm、β=-15°和键宽Bn=23.684mm取代图样数据输入程序中。
在磨削时,只要求修整器横向移动修整砂轮。首先必须以0.02mm的步距增大键宽,每次修整一个修整循环,就测量一次,在测量中,一旦看不到砂轮对齿形中点的旋转运动时,即达到了所要求的齿形。
在磨床工艺加工中,建立数学模型,推导数学公式,用经验公式、实际数据采集测量等工艺方法进行误差修正,对于提高机床工作精度、成工艺加工功能是非常重要的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。