



电气部分有27个辅助三相电动机,有上百个信号采集元件,操作台有上百个输入/输出控制信号,有两套主轴驱动系统和五套进给伺服驱动系统的接口控制信号等需要控制。完成80余张电气原理图的设计,包括电气系统供电、急停限位保护、三相电动机保护与控制;通过PLC采集元件信号、通过PLC采集伺服接口控制信号等。
(1)控制系统的连接 FANUC0i数控系统输入电压为+24V,约7A。伺服系统输入电压为AC200V(不是220V)。这两个电源的通电及断电是有要求的,原则上是在0i的控制之下通断电,0i与伺服系统为B型连接。FANUC0i系统的伺服控制可任意使用半闭环或全闭环,只需改变闭环形式参数和改变接线,非常简单。主轴驱动指令有两种接口:模拟(-10~+10V)和数值(串行传送)输出。PLC的I/O有内装I/O电路板,有些CNC接口固定地址信号通过PLC由数控系统直接采集,如参考点减速和急停信号;外部I/O扩展模块通过I/OLINK现场总线电缆与数控系统连接,I/O扩展模块在使用前需首先设定地址范围。
为使机床运行可靠,应注意强电和弱电信号线分开走线,信号线屏蔽和数控系统地线及电气控制柜地线与机床均要接供电系统地。若有条件,机床单独制作零线与信号线屏蔽及数控系统地线相连。另外,FANUC系统、进给伺服和主轴驱动单元及电动机的外壳都要求接大地。为防止电网干扰,伺服的交流输入端需要接浪涌吸收器或用隔离变压器。如果这些问题处理不好,机床工作时会出现#910、#930报警或产生不明原因的误动作。按照FANUC0i系统硬件连接说明书和设计的电气原理图进行控制系统的连接,连好后认真检查,特别要检查供电电源和强电部分防止对地短路。
(2)控制系统的调试
调试步骤一:控制系统的通电。先拔掉CNC系统和伺服单元的保险,给机床通电。如无故障,装上保险,给机床和系统通电。先对数控系统存储区进行初始化建立系统,此时,系统还会有#401等多种报警。这是因为系统尚未输入参数,伺服和主轴控制尚未初始化。
调试步骤二:设定系统的机床参数。
1)设定系统功能参数,建立系统正常运行。这些系统参数是订货时用户选择的功能,机床调试后将功能表交给用户。
2)FANUC交流伺服系统的初始化调整如下:
在紧急停止状态下接通NC。使PWE=1,即将参数写入允许。
在伺服参数设定界面上修改调整伺服参数。伺服参数设定界面方法:按压SYSTEM SV-PAM键,伺服参数设定界面即显示,否则设定参数3111#0(SVS)=1后,关NC电源后,再开NC电源即可显示伺服参数设定界面。
3)FANUC交流数字式伺服闭环控制系统的调整。FANUC数控伺服进给系统中的电流环、速度环、位置环的反馈控制全部数字化,伺服的矢量控制模型和动态补偿均由高速微处理器及控制软件进行适时处理,采样周期只有零点几毫秒。由软件进行数字PID控制算式处理,优化调节,软件伺服比硬件伺服更灵活,算法结构和参数均可以改变,因此可以获得比硬件伺服更好的动态、静态性能。
FANUC位置伺服应用了现代控制理论,在位置环采用前馈与反馈结合的复合控制,可以实现高精度和高速度,在理论上可以完全消除系统的静态位置误差、速度与加速度误差,即实现完全的“无差调节”。
(3)FANUC位置伺服设有特殊功能
1)停止时振荡压缩功能。电动机不转动时,很小的偏差扰动会被速度环的比例增益放大,可能产生微小的移动,由速度反馈作用产生一个反向转矩,若它大于机床的摩擦力矩,会使电动机摆动。为了抑制这种摆动,必须从速度环的比例分量中扣除电动机反向产生的速度反馈脉冲,N脉冲振荡压缩功能扣除了转矩的比例分量,因而消除了电动机的摆动。设定参数:2003位4=1,使N脉冲振荡压缩功能生效,2099设定压缩电平。(https://www.xing528.com)
2)250μs加速反馈功能。加速反馈功能是利用电动机速度的反馈信号乘以反馈增益,对速度和加速度指令值作差值计算,对转矩命令进行补偿,从而对速度环的振荡进行控制。该功能在摆动频率为150Hz以下时特别有效,但是若加速反馈的增益太大,在加减速期间会出现异常响声和振荡,为解决这一问题,应降低增益的绝对值。设定方法:将2066一般设为-15左右。
3)机械速度反馈功能。机床的速度反馈功能可以把机床本身的速度加到闭环的速度控制中,从而使位置环稳定。该功能是把机床速度反馈增益Ka,用该反馈校正转矩命令。当Ka=1时,机床速度对转矩命令的校正值等于电动机速度的校正值。设定参数:将2012位1=1,机械速度反馈功能有效,2088设定反馈增益值。
4)观测器功能。当观测器的功能生效时,估计速度用作速度控制回路的速度反馈。由于扰动转矩的影响而造成的实际电动机速度中的高频分量(150H以上)可能会被速度环放大,从而使整个系统以高频而振荡。用观测器的输出作为速度反馈可以消除实际电动机速度中的高频分量。将相位延时小的低频分量反馈,又可以减小速度环的高频振荡。设定参数:2003位2=1,使观测器功能有效,2047、2050、2051分别设定三个观测器系数。
5)超调补偿功能,如图6-6所示。
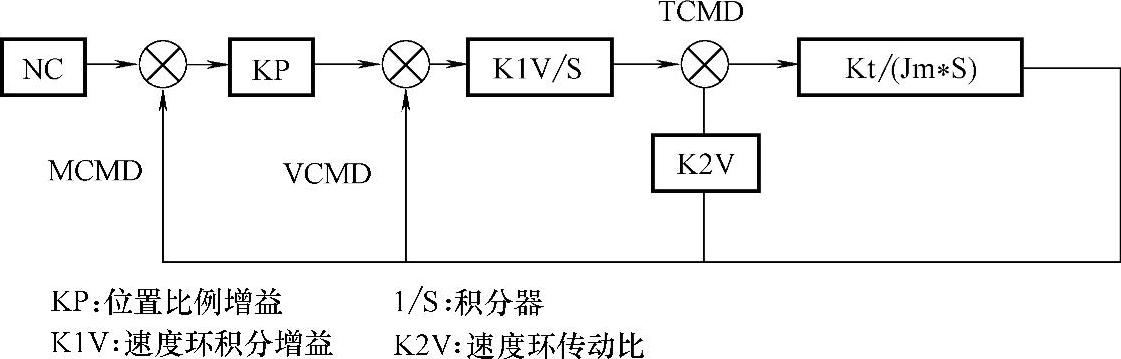
图6-6 闭环反馈控制原理图
当NC系统发出1个脉冲命令,由于此时位置反馈和速度为“0”,命令脉冲乘以位置增益KP后产生速度指令值(VCMD)。由于机床导轨摩擦力的影响,电动机并不立即转动,积分对VCMD指令累计。当该值产生的转矩足以克服机床的摩擦力矩时,电动机转动由于位置反馈的作用,MCMD与位置反馈值相等时,使得VCMD为零。电动机开始移动时的转矩TCMD1大于机床的静态摩擦转矩。当电动机移动了一个脉冲的当量后,转矩命令变为TCMD2。若TCMD2小于动摩擦时,电动机转动一个脉冲当量后应当停止;但若TCMD2大于动摩擦时,电动机不会停止而产生超调,超调补偿功能是避免出现上述超调现象的功能。参数设定:2003位6=1,使超调补偿功能有效,2045设定速度环分离积分增益,2077设定超调补偿计数值。
6)前馈控制功能。从FANUC参数可知,有前馈参数a,当前反馈量加大时,可使由伺服系统产生的跟随误差而引起的形状误差减小。由于电动机的转矩是有限的,所提供的动态加减速度受到一定限制,所以a增大时机床加、减速的冲击误差也增大。但是若运动命令的加减速时间常数增加(变大)的话,可以允许加大a值。总之,前馈控制功能在插补前加减速可进一步降低轮廓误差。参数设定:2005位1=1,前馈控制功能有效,2068设定前馈系数,2067设定速度环前馈系数。在调试中通过对伺服系统进行自动优化设置伺服参数,再作精细的参数调整,在全闭环控制中利用上述功能消除不同程度的振荡,还可以适当降低位置环增益参数1825,采用双位置反馈等功能,使机床在调速范围内稳定运行。
调试步骤三:编PLC梯形图程序,调试机床。
可以用编辑卡在CNC系统上现场编制梯形图,也可以把编程软件装入PC机,编好后传入CNC的RAM中,因此要把梯形图存入F-ROM,否则关机后梯形图会丢失。梯形图最重要的注意点是一个信号的持续(有效)时间和各信号的时序及信号的互锁关系。在FANUC系统的连接说明书(功能)中,对各控制功能的信号都有详细的时序图,调机时如发现某一功能不执行,应首先检查接线然后检查梯形图。
调试机床实际上是把CNC的I/O控制信号与强电柜的继电器、开关、液压阀等输入/输出信号相对应起来,实现机床所需的动作与功能。CNC系统提供PLC信号和梯形图的诊断界面,可以看到各信号的当前状态和逻辑关系。
综上所述,调试机床有三个基本方面:接线、编制梯形图和设置机床参数。调试中出现问题应从这三个方面着手处理,不要轻易怀疑系统,还应深入了解机床的控制原理和工艺操作过程,不断地积累实际经验,提高实际处理问题的能力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。