



(1)总体结构 该机床结构主要包括大盘铣刀立铣装置、ϕ160mm卧式镗铣装置、分度与支承装置三个部分,如图6-1所示。大盘铣刀立铣装置包括与ϕ160mm卧式镗铣装置共用的床身、下滑座X1轴、上滑座W1轴、立柱、垂直进给装置Y1轴、主传动箱立铣装置的SP1主轴、液压润滑系统,其中下滑座与上滑座均采用静压导轨,X1轴采用双齿轮液压自动消隙结构传动箱加齿条传动。ϕ160mm镗铣装置包括床身、下滑座X2轴、上滑座W2轴、立柱、主轴箱垂直升降Y2轴、镗杆前后移动Z轴、液压润滑系统等,下滑座、上滑座、主轴箱升降均采用静压导轨,X2轴采用双齿轮液压自动消隙结构传动箱加齿条传动。各直线轴均采用HEIDENHAIN光栅尺作为全闭环控制。主轴SP2配置有位置编码器,用于螺纹加工与主轴定向。分度与支承装置包括工件床身、分度头、静压头架、静压尾架、1#~3#托架、尾端测量支架、液压润滑系统等,六个支承体均自带电动平移装置,分度装置通过双电动机力矩耦合消间隙传动箱驱动,头部和尾部各配置HEIDENHAIN角度编码器作为位置反馈。该机床还带有包括槽楔的三柱铣头、月牙槽铣头、引线槽铣头、直角铣头、细长钻铰孔装置等5个附件头和1个滑枕封端隔板,配有切削液站、大盘刀库等,具有附件识别、自动装卸及附加传动比、附件主轴速度限制等功能。XKH转子槽铣床结构示意图如图6-1所示。
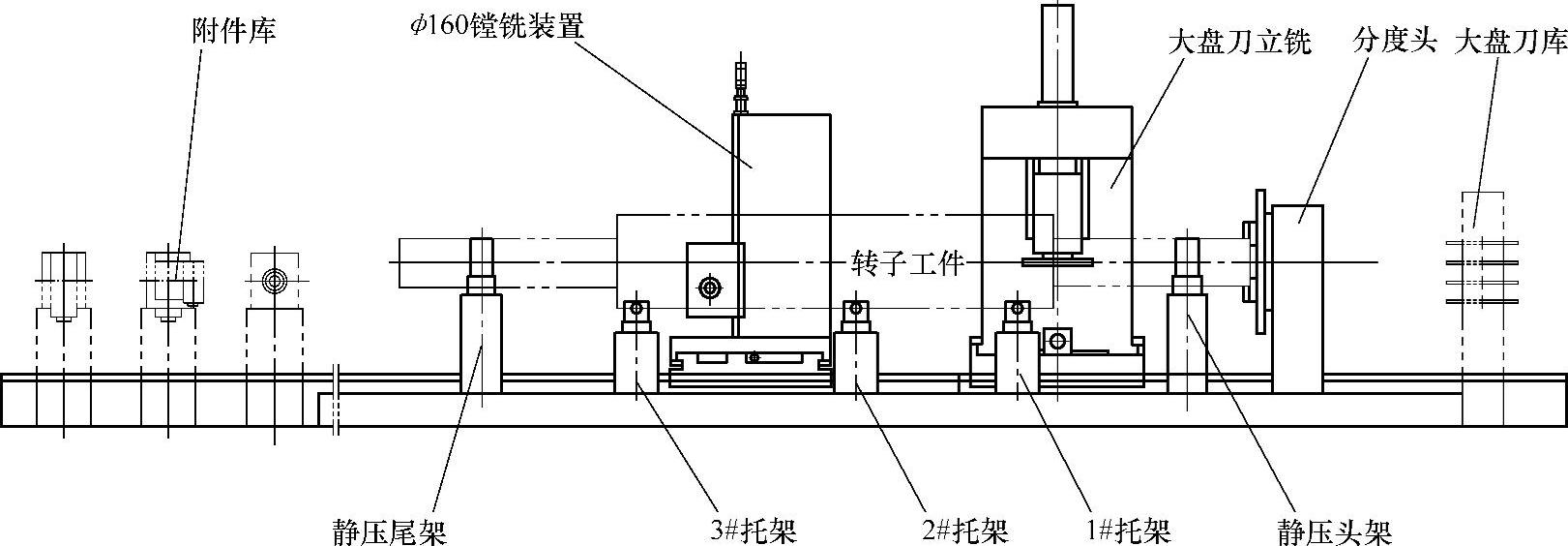
图6-1 XKH转子槽铣床结构示意图
(2)产品技术性能指标(https://www.xing528.com)
1)产品的主要技术参数:机床总重395t,可满足100万级以上核电转子的加工;具有承载工件质量大、操作方便、效率高、功能齐全、精度高、结构新颖合理等特点。机床由四大部分组成:垂直主轴部分、水平主轴部分、转子分度部分、端面铣镗床。机床采用了刀架床身双独立滑座结构传动设计,即垂直主轴部分和水平主轴部分,分别安装在两个独立传动的滑座上(X轴、X1轴),使操作更为方便,两个刀架可以在床身上的不同位置,可以有不同的进给速度,大大提高了生产效率和机床使用率。机床功能部件配置齐全,可以完成转子的全部铣削、镗削工序,还有5个附件头。机床在主机端侧还配置了一台卧式端面Φ130mm数控钻镗床,不用再转工序即可完成转子端面法兰钻镗孔和螺纹加工;机床7个进给移动轴均采用了恒流静压导轨,全闭环控制。机床分度装置采用双电动机消隙结构,位置精度为±4s,转子支承在2个恒流静压中心架上,双编码器进行分度检测,分度头为浮动花盘,保证分度装置与转子在静压中心架同轴。
2)机床数控轴分配:机床配置2套独立的数控显示操作站,前3部分主机共有8个数控进给轴和Sp、SP1两个数控主轴,铣镗部分还有3个数控进给轴及一个主轴,共计13轴控制。大盘铣刀部分包括下滑座左右移动——X1轴、上滑座前后移动——W1轴、主传动箱垂直移动——Y1轴、立铣装置的主轴——SP1轴。Φ160mm镗铣装置包括下滑座左右移动——X2轴、上滑座前后移动——W2轴、主轴箱垂直升降——Y2轴、镗杆前后移动——Z轴、镗铣主轴——SP2轴。分度与支承区包括分度主动轴——A1轴、分度从动轴——A2轴、尾端分度位置反馈——A3轴、工件尾端轴向检测——X3轴。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。