



1)MD20270:$MC_CUTTING_EDGE_DEFAULT——未编程时刀具刀沿的默认设置。
MD20270=1表示缺省设置(适用于带机械手的刀库和刀塔)。
MD20270=2表示旧刀具的刀沿补偿继续生效,直至编程D号(适用于斗笠式刀库)。
车床刀塔和带机械手的链式刀库,在调用M206进行换刀后会产生NC读入禁止。等待PLC发送换刀完成应答后,NC读入禁止取消,才能继续运行NC程序,所以MD20270=1保持默认值即可。
不带机械手的斗笠式刀具库,在调用M206进行换刀后,需要移动Z轴,并调用M功能,所以MD20270=2。运行到选择D号的程序段时NC读入禁止,等待PLC发送换刀完成的应答,然后才能继续运行NC程序。
2)MD20310:$MC_TOOL_MANAGEMENT_MASK——激活不同类型的刀具管理。
Bit9:由PLC模拟应答。所有的换刀命令均由系统立即自动产生应答,不用由用户的PLC程序做出应答。没有刀库的铣床上需要选中“Bit9”,之后所有的应答信号均由系统内部自动给出。参数生效方式:Power on。(https://www.xing528.com)
3)MD52270:$MCS_TM_FUNCTION_MASK——刀具管理功能。关于刀具管理功能的描述见表4-34。
表4-34 刀具管理功能
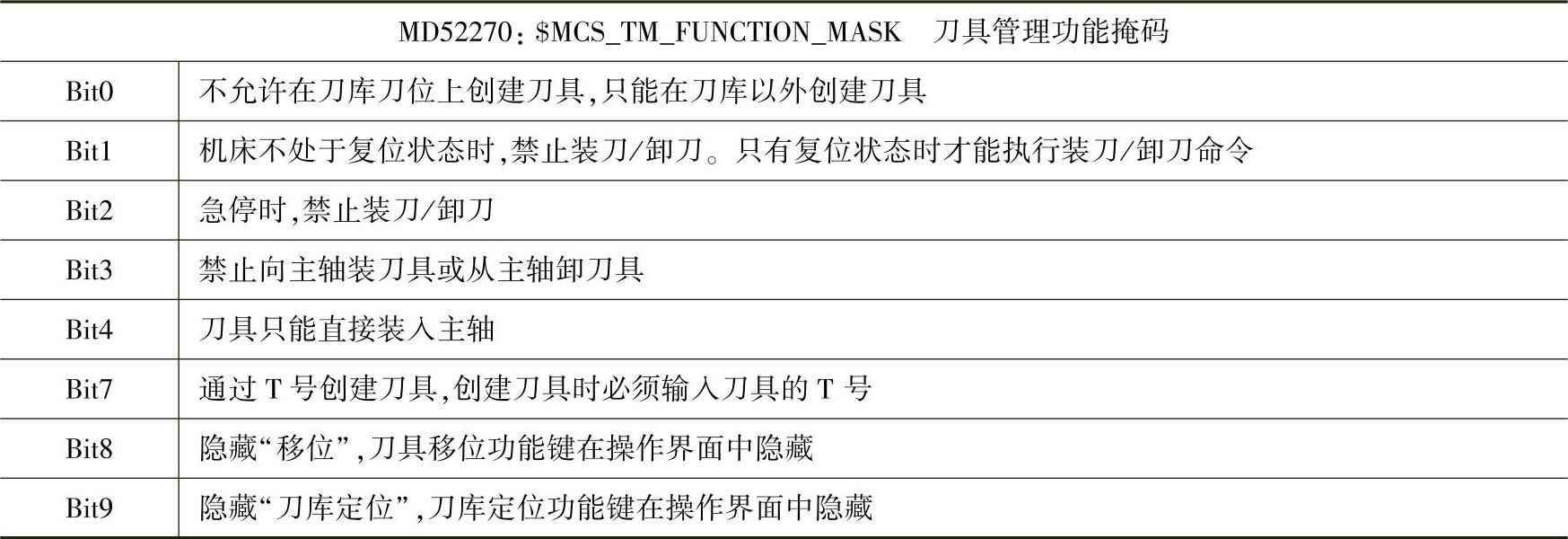
注意:如果没有对“移位”和“刀库定位”的编程,可以选择Bit8、Bit9,然后需要用户处理PLC和换刀程序。
如果允许手动刀具,需设置MD22562Bit1=1;如果不允许手动刀具,则保持默认值即可。此外还需设置MD52212Bit0=1、MD52212Bit3=1,这两个数据会影响备份刀具和程序段搜索的处理,所以一定要设置。
MD52210Bit4=1表示在加工界面显示预选刀号。MD55212Bit0=1表示激活Jobshop的预选刀具功能,提前备份出下一把刀。如果订了替换刀具管理,需要修改MD17500为允许的替换刀具最大数量,至少为2,否则无法新建可替换的刀具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。