



1.钣金设置概述
钣金的设置在钣金设计过程中起着很重要的作用,如果能很好地对钣金进行相应的设置,会起到事半功倍的效果。本节设置的主要内容包括钣金参数和钣金展开长度的计算公式。
在钣金设计环境中,选择下拉菜单 命令,系统弹出图1.2.3所示的“模型属性”对话框,在该对话框中可进行一些钣金设置,以提高钣金设计效率。
命令,系统弹出图1.2.3所示的“模型属性”对话框,在该对话框中可进行一些钣金设置,以提高钣金设计效率。

图1.2.3 “模型属性”对话框
图1.2.3所示的“模型属性”对话框中 区域各项说明如下:
区域各项说明如下:
●  :设置钣金件的材料属性。
:设置钣金件的材料属性。
●  :设置钣金件的单位属性。
:设置钣金件的单位属性。
●  :设置钣金件默认的厚度属性。
:设置钣金件默认的厚度属性。
●  :设置钣金件精度属性。
:设置钣金件精度属性。
●  :设置钣金件质量属性。
:设置钣金件质量属性。
图1.2.3所示的“模型属性”对话框中 区域各项说明如下:
区域各项说明如下:
●  :设置默认的弯曲余量属性。
:设置默认的弯曲余量属性。
●  :设置默认的折弯属性。
:设置默认的折弯属性。
●  :设置默认的止裂槽属性。
:设置默认的止裂槽属性。
●  :设置默认的边处理属性。
:设置默认的边处理属性。
●  :设置默认的斜切口属性。
:设置默认的斜切口属性。
●  :在所设计的钣金件中选择一个平面或边线作为固定几何,当要建立折弯(Bend)、展平(Unbend)或折弯回去(Bend Back)时,就不需要再指定固定几何了。
:在所设计的钣金件中选择一个平面或边线作为固定几何,当要建立折弯(Bend)、展平(Unbend)或折弯回去(Bend Back)时,就不需要再指定固定几何了。
●  :建立一个折弯顺序表(Bend Order Table)。
:建立一个折弯顺序表(Bend Order Table)。
●  :利用此项可预定义一套规则来验证钣金件的设计。
:利用此项可预定义一套规则来验证钣金件的设计。
图1.2.3所示的“模型属性”对话框中 区域各项说明如下:
区域各项说明如下:
●  :设置钣金件关系属性。
:设置钣金件关系属性。
●  :设置默认的钣金件参数属性。
:设置默认的钣金件参数属性。
●  :设置钣金件族表实例属性。
:设置钣金件族表实例属性。
2.钣金参数设置
在钣金设计过程中,常常会对某个特征的某些元素重复定义、重复选择相同的选项。在“模型属性”对话框中单击 区域中
区域中 后面的
后面的 选项,系统弹出图1.2.4所示的“参数”对话框,在该对话框中设置一些参数,使命令的选择次数减少,省略一些操作步骤,从而提高设计效率。例如,在每次创建折弯(Bend)特征时,必须重复定义半径侧,如果半径侧总是选择“内侧”,则可以设置参数SMT_DFLT_RADIUS_SIDE,使半径侧默认为“Inside”。
选项,系统弹出图1.2.4所示的“参数”对话框,在该对话框中设置一些参数,使命令的选择次数减少,省略一些操作步骤,从而提高设计效率。例如,在每次创建折弯(Bend)特征时,必须重复定义半径侧,如果半径侧总是选择“内侧”,则可以设置参数SMT_DFLT_RADIUS_SIDE,使半径侧默认为“Inside”。
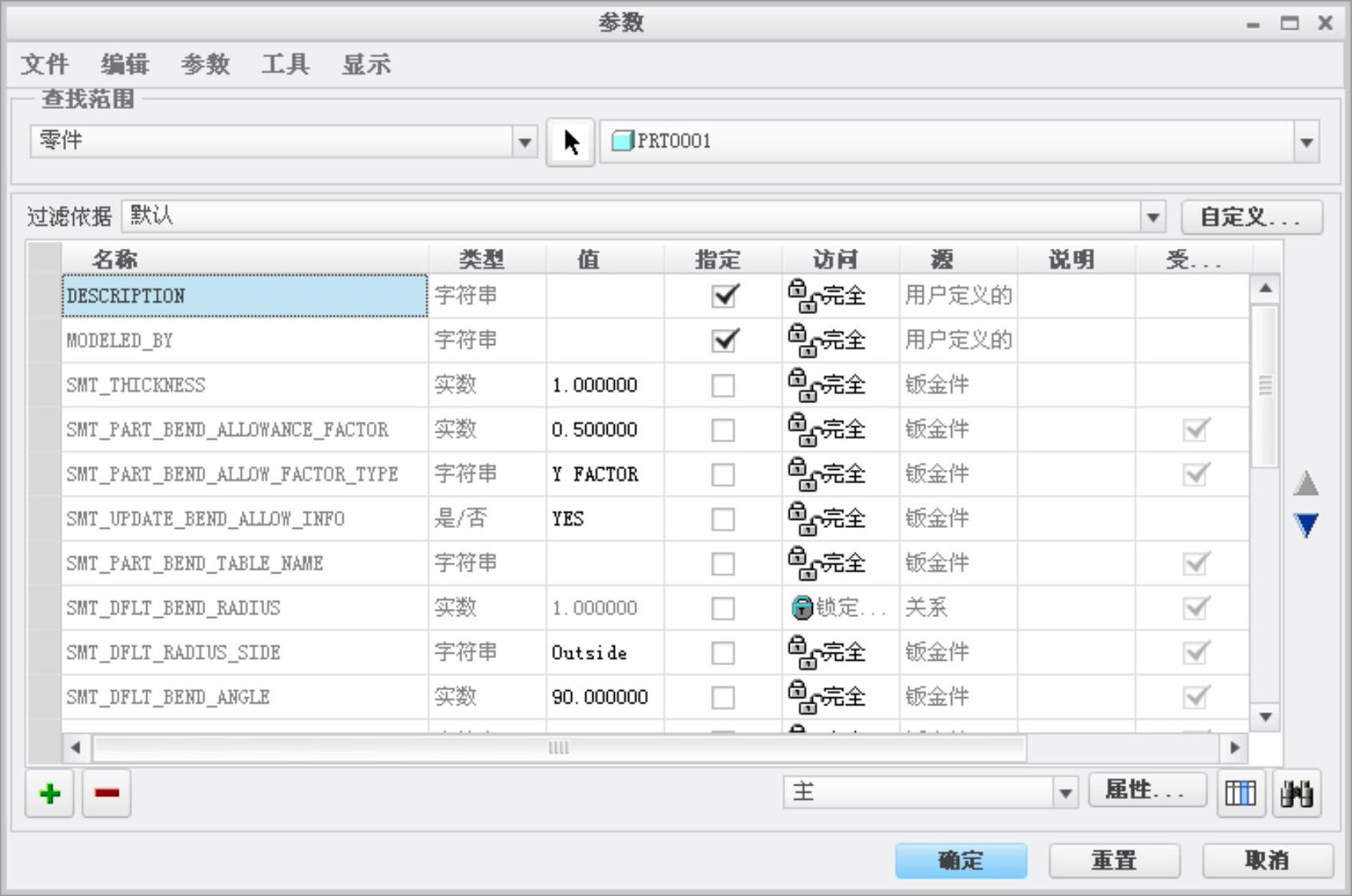
图1.2.4 “参数”对话框
图1.2.4所示的“参数”对话框中各参数说明如下:
☑ SMT_THICKNESS:定义钣金件的厚度。
☑ SMT_PART_BEND_ALLOWANCE_FACTOR:定义系统默认的折弯因子。
☑ SMT_PART_BEND_ALLOW_FACTOR_TYPE:定义折弯因子类型,可以是系数(因子)k或系数(因子)Y。
☑ SMT_UPDATE_BEND_ALLOW_INFO:定义是否更新折弯允许。
☑ SMT_PART_BEND_TABLE_NAME:定义折弯表名称。
☑ SMT_DFLT_BEND_RADIUS:定义系统默认的折弯半径大小。可以在 栏中将折弯半径的默认值设为一倍或两倍钣金件的厚度,或者直接输入某个数值。
栏中将折弯半径的默认值设为一倍或两倍钣金件的厚度,或者直接输入某个数值。
☑ SMT_DFLT_RADIUS_SIDE:定义系统默认的半径侧。
☑ SMT_DFLT_BEND_ANGLE:定义系统默认的折弯角度。
☑ SMT_DFLT_CRNR_REL_TYPE:定义系统默认的拐角止裂槽类型。
☑ SMT_DFLT_CRNR_REL_WIDTH:定义系统默认的拐角止裂槽宽度。
☑ SMT_DFLT_CRNR_REL_DEPTH_TYPE:定义系统默认的拐角止裂槽深度类型。(https://www.xing528.com)
☑ SMT_DFLT_CRNR_REL_DEPTH:定义系统默认的拐角止裂槽深度。
☑ SMT_DFLT_BEND_REL_TYPE:定义系统默认的折弯止裂槽类型。
☑ SMT_DFLT_BEND_REL_WIDTH:定义系统默认的折弯止裂槽宽度。
☑ SMT_DFLT_BEND_REL_DEPTH_TYPE:定义系统默认的折弯止裂槽宽度类型。
☑ SMT_DFLT_BEND_REL_DEPTH:定义系统默认的折弯止裂槽深度。
☑ SMT_DFLT_BEND_REL_ANGLE:定义系统默认的折弯止裂槽角度。
☑ SMT_GAP:定义系统默认的缝隙。
☑ SMT_DFLT_EDGE_TREA_TYPE:定义系统默认的边处理类型。
☑ SMT_DFLT_EDGE_TREA_WIDTH:定义系统默认的边处理宽度。
☑ SMT_DFLT_MITER_CUT_WIDTH:定义系统默认的斜切口宽度。
☑ SMT_DFLT_MITER_CUT_OFFSET:定义系统默认的斜切口偏移值。
3.钣金展开长度的计算公式
在钣金折弯(Bend)的过程中,钣金件折弯处的金属材料会被拉伸,因此材料的长度会增加,反之,折弯的钣金被展平(Unbend)时,其材料会被压缩,也就是材料的长度会减少。钣金折弯和展平过程中,材料长度变化的幅度受到下列因素的影响:材料类型(金相结构)、材料厚度、折弯的角度、材料热处理及加工的状况。在Creo中进行钣金折弯或展平时,系统都会自动计算材料被拉伸或压缩的长度,从而用户可方便地获取钣金折弯处的展开长度。
计算钣金展开长度的公式为:
L=(0.5×Pi×R+Y×T)×θ/90
式中 L——钣金折弯处的展开长度(Developed Length);
PI——Pi=π=3.1416;
R——折弯处的内侧半径值(Inner Radius);
T——钣金的壁厚;
θ——折弯角度,其单位为度;
Y——折弯系数,是一个固定的常数,一般将其定义为从折弯内侧到折弯中性线的距离与钣金件厚度之比,默认值为0.5。折弯中性线是当钣金折弯时,板材中不变形的那条圆弧线,如图1.2.5所示。在有些钣金展开长度的计算中,常用K代替。
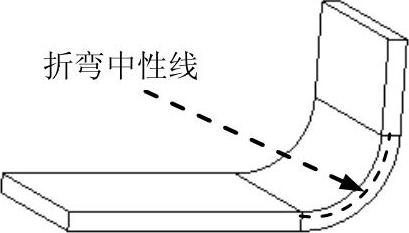
图1.2.5 折弯中性线的位置
Y,它们折弯系数之间的转换关系是Y=(Pi/2)×K;
K——是中性折弯线所在的位置定义的一个重要参数。
在实际钣金件的设计与加工过程中,用户可根据实际材料的特性、加工状况,重新设置Y或K的值,以使展开长度的理论计算值与实际值相近。
通过配置文件config.pro中的选项initial_bend_y_factor设置Y。当该选项被赋予新值并将config.pro文件保存后,每次打开钣金件后,系统会自动读取config.pro文件中选项initial_bend_y_factor的值。这是一种永久性修改系数Y的方法。
4.用折弯表计算钣金展开长度
前面讲到,可以用含系数Y或系数K的公式来计算折弯处的展开长度,这里再介绍另外一种计算展开长度的方法,这就是“折弯表”(Bend table)方法,折弯表可用于精确计算具有特定半径及角度的钣金折弯的展开长度。对于同样的折弯,不同的钣金壁厚(材料厚度)也会引起展开长度的不同。使用折弯表计算展开长度的原则为:
● 如果钣金件含有折弯表,则使用折弯表计算展开长度。一旦钣金件与一个折弯表相关,它的展开几何长度就取决于该折弯表中的资料。
● 如果钣金件中不含折弯表,则使用标准公式L=(0.5×Pi×R+Y×T)×θ/90计算展开长度。
Creo软件系统中提供了TABLE1、TABLE2及TABLE3三种折弯表,其适用的材质、Y及K如下:
● TABLE1:适用于软黄铜(Soft Brass)及纯铜(Copper),Y=0.5,K=0.35。
● TABLE2:适用于硬黄铜(Hard Brass)及纯铜、软钢(Soft Steel)及铝(Aluminum),Y=0.64,K=0.42。
● TABLE3:适用于硬黄铜、青铜(Bronze)、硬钢(Hard Steel)及弹簧钢(Spring Steel),Y=0.71,K=0.45。
除了上述三种系统默认的折弯表外,用户也可以自定义新的折弯表,后面的章节将介绍如何进行创建。使用折弯表计算展开长度,应注意:
● 折弯表适用于90°折弯。对于90°以外的折弯,Creo取出这些值并将其乘以(θ/90),θ是折弯角度,单位为度。
● 折弯表仅应用于常数半径的折弯,带有变半径的折弯(比如圆锥)可用含系数Y的公式计算展开的长度。
● 每当钣金件再生时,都要查找与其相关的折弯表以获得相应的展开长度值。如果修改某个折弯表,则所有与其相关的零件的展开长度会相应变化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。