



1.性能特点
45钢是中碳结构钢。该钢冷塑性一般,正火、退火态比调质时稍好。具有较高的强度和较好的可加工性,经适当的热处理以后可以获得一定的韧性、塑性和耐磨性,材料来源广。适合于氢焊和氩弧焊,不太适合于气焊。焊前需预热,焊后应施以去应力退火。
正火可改善硬度小于160HBW毛坯的可加工性。45钢经调质处理后,其综合力学性能要优于其他中碳结构钢,但该钢的淬透性较低,水淬时的淬透直径为φ12~φ17mm,水淬开裂倾向较大,特别是φ7~φ11mm小件,不宜水淬。
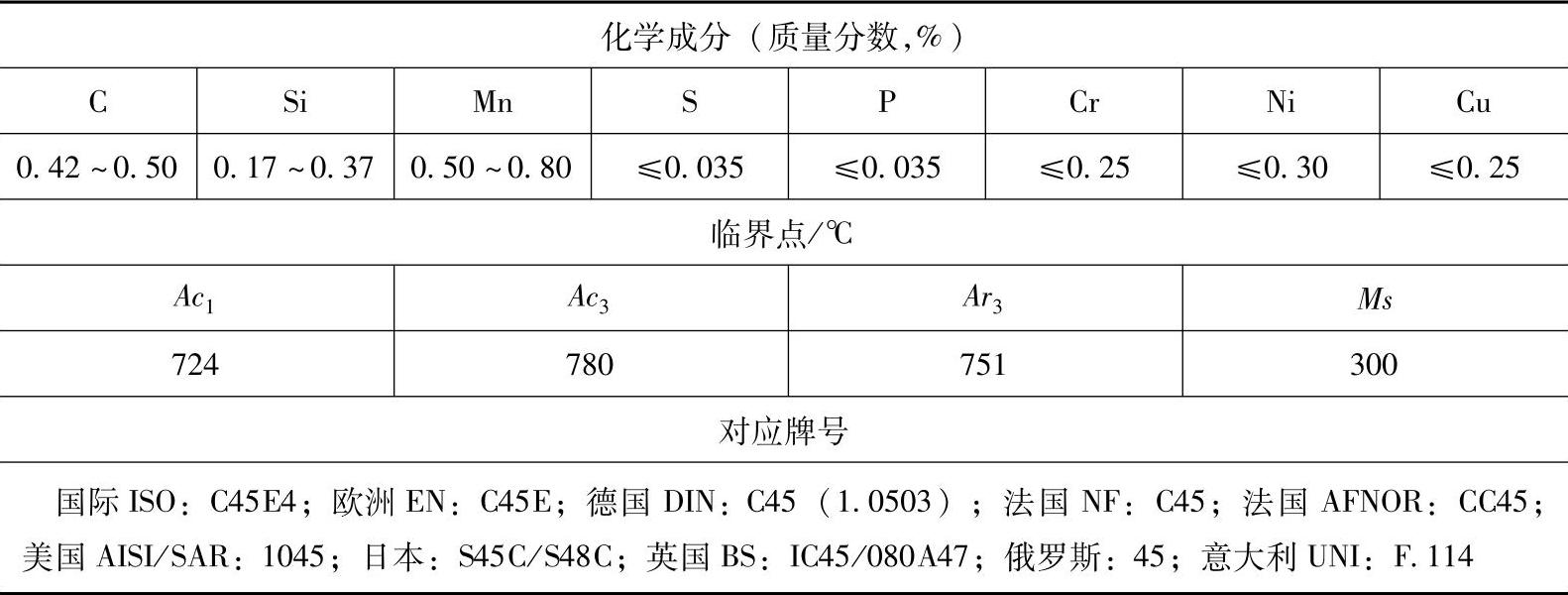
2.化学成分、临界点及对应牌号(见表4-10)
表4-10 45钢化学成分、临界点及对应牌号
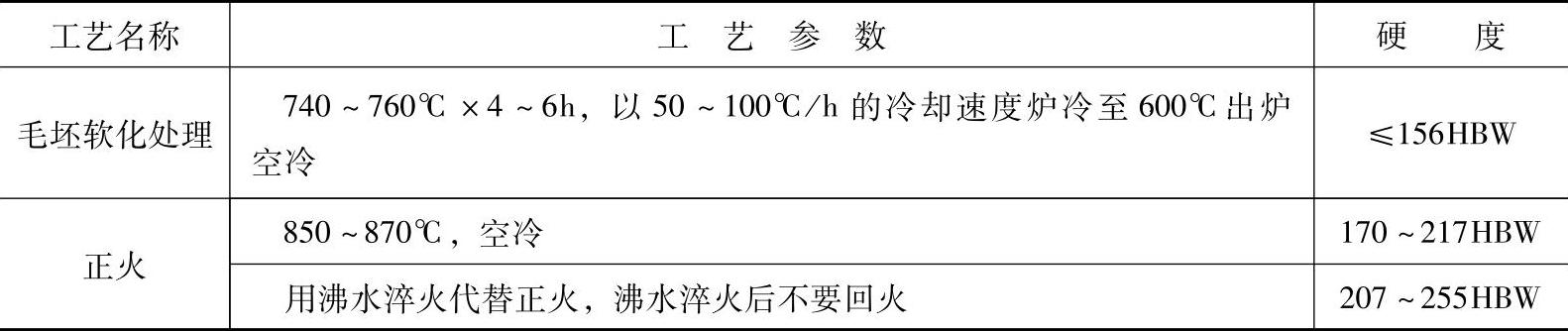
3.热处理工艺(见表4-11)
表4-11 45钢热处理工艺
4.力学性能
45钢等优质碳素结构钢力学性能见表4-12。
表4-12 45钢等优质碳素结构钢力学性能
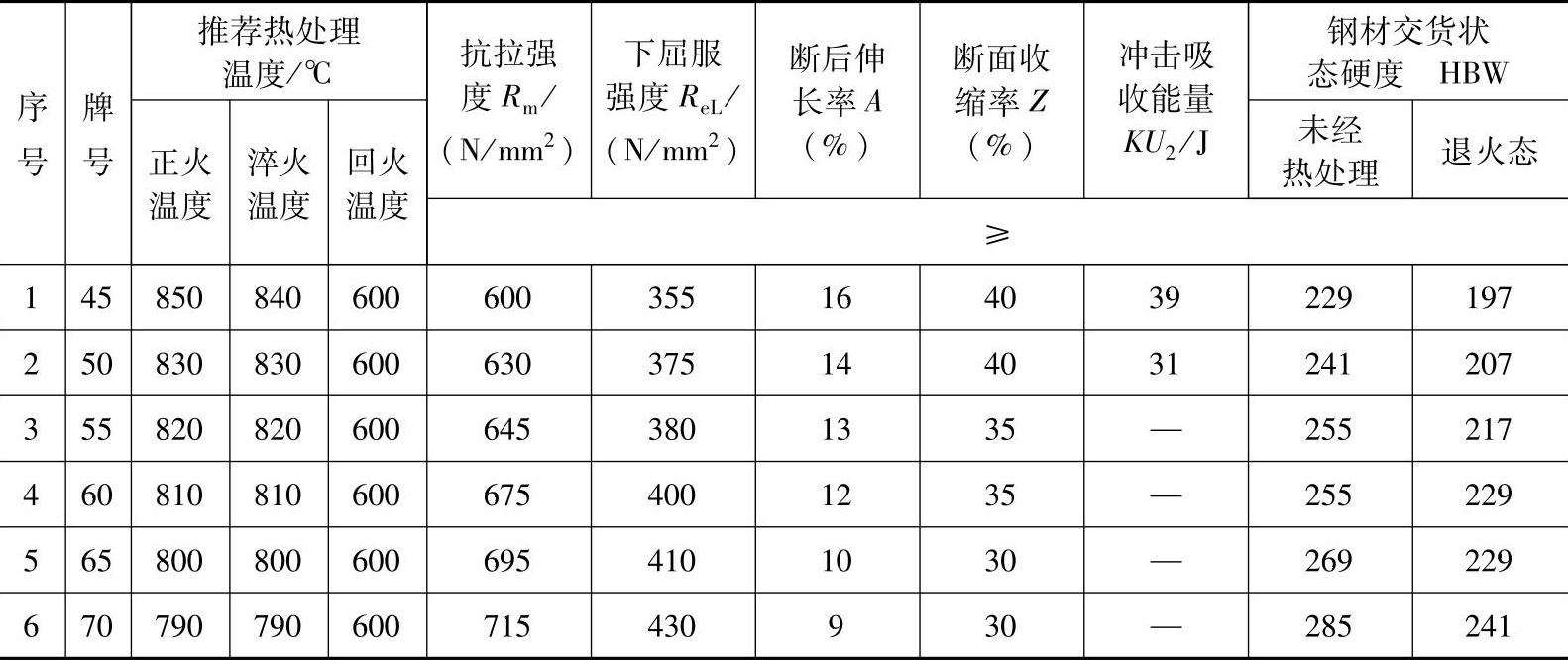
注:试样尺寸:25mm。
5.淬透性
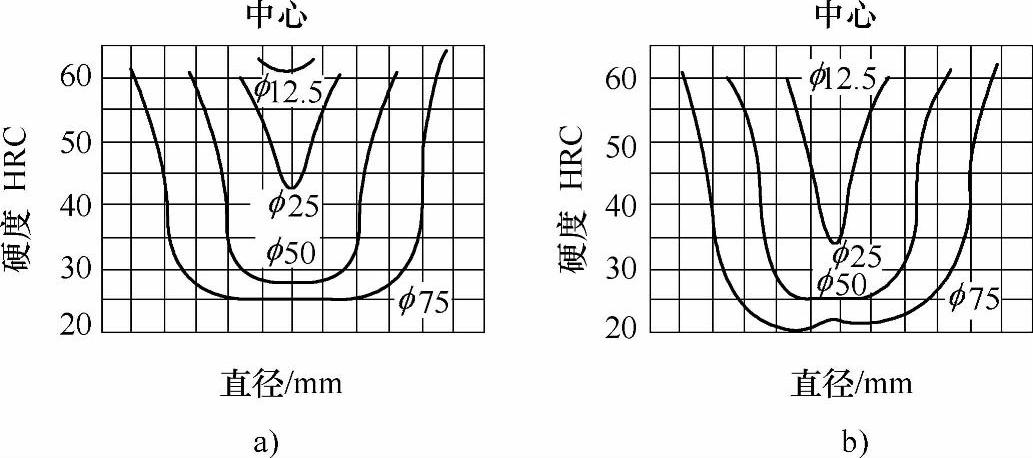
45钢的淬透性数据见表4-13;45钢淬透性曲线见图4-3;不同直径45钢淬火后截面硬度分布曲线见图4-4。
表4-13 45钢淬透性数据

6.应用
1)用于各种冷冲压模具楔块、螺钉、垫板等。
2)适用于制造强度要求较高,又要求一定硬度和韧性的各种扳手等工具。
3)用于热锻、压铸、热冲压等热作模具的零件。
4)45钢制塑料模强韧化处理。810℃×3h固体碳氮共渗,出炉空冷至室温,将工件表面清理干净,不得有污染,再装箱固体渗硼,最后盐浴加热淬火:800℃×0.4~0.5min/mm,水淬油冷,200~220℃×2h回火。
5)45钢制蒸发器冲管冲头氯化钙水溶液淬火。冲头外形尺寸为φ68mm×160mm。改静止盐水淬火为w(CaCl2)5%水溶液;改320℃回火为230℃回火,冲头硬度由40~43HRC提高到50~55HRC;工艺改进后的冲头既不卷刃也不崩块,显示了优良的冲击性能。
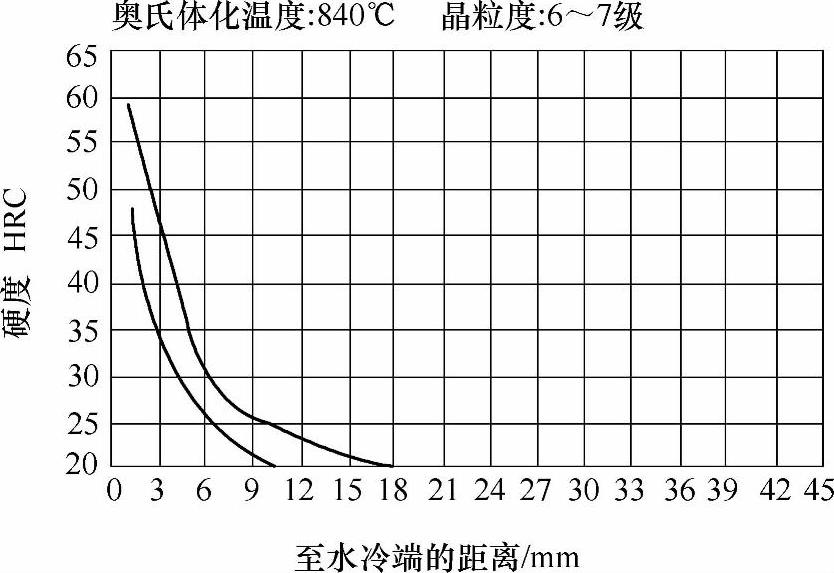
图4-3 45钢淬透性曲线
 (https://www.xing528.com)
(https://www.xing528.com)
图4-4 不同直径45钢淬火后截面硬度分布曲线
a)粗晶粒钢 b)细晶粒钢
注:试样淬火:φ12~15mm,800℃,水淬;φ25~φ75mm,830℃,水淬。
6)45钢制冷挤压模在流态炉中热处理。45钢制钢筋冷挤压模为上、下两个半圆形,共重4.5kg,中间为工作面,热处理硬度要求46~50HRC。在70kW流态炉中加热:830~850℃×30min,水淬油冷。回火在空气炉中进行,160℃×2h。经上述工艺处理的模具,表面光洁,无氧化,微脱碳,硬度均匀,大都在48HRC左右。模具寿命较常规热处理提高2~3倍。
7)45钢制浮动模固体镍硼共渗。镍硼共渗比单一的渗硼具有更好的综合性能。其工艺过程为化学镀镍,在金属表面形成一层致密光滑的镀层,再进行渗硼,由于Ni、B、Fe的相互扩散和渗透,可得到理想的渗层和过渡层,从而改善了渗层的性能,提高了结合强度、冷热疲劳性能、耐高温氧化性能和耐磨性,降低了渗硼层的脆性。
浮动模在不锈钢槽内经电解脱脂后,在电阻炉和陶瓷缸中进行化学镀镍;渗硼在箱式炉中进行。经化学镀镍和固体渗硼的浮动模,在盐浴炉中加热淬火:810℃加热,在160~180℃的碱液中冷却,于300~350℃×2h硝盐中回火,回火出炉后用热水清洗干净。
渗层厚度为0.125mm,表面硬度为1240HV,基体45钢的硬度为45~48HRC。
实践证明,镍硼共渗是一种先进的表面强化技术,45钢浮动模按上述工艺处理后,模具寿命比原T10A钢提高8倍以上,可达3万多件。
8)45钢制热切边模固体渗硼。用45钢固体渗硼代替Cr12MoV钢制叶片热切边模获得成功,热处理工艺如下:910~930℃×4h固体渗硼后,随炉冷至室温;盐浴炉重新加热淬火:820~840℃×0.5min/mm加热,淬入盐水;210~230℃×3h回火。表面硬度为1290~1700HV。
9)45钢冷镦模固体碳氮共渗。Q235钢半圆头销钉冷镦模,外形尺寸为φ50mm×60mm,内孔为φ22mm×20mm→φ10mm×40mm的通孔。寿命不太高。固体碳氮共渗处理工艺为:790~800℃×3h,碳氮共渗后炉冷至室温,再盐浴重新加热淬火:830~840℃×0.5min/mm,内孔喷10%NaCl(质量分数)水溶液冷却。按上述工艺处理的冷镦模,可获得0.6~0.7mm的碳氮共渗层,表面硬度为780~800HV,内孔变形量≤0.04mm。模具寿命较原CrWMn钢提高4~5倍。
10)45钢制蜂窝煤机煤钎半快速加热。蜂窝煤机上的煤钎用45钢制造,按常规处理,由于煤中的石头及硬质点较多,煤钎很容易折断,如果降低硬度,又容易打弯,采用半快速加热,使煤钎的寿命大大提高。
加热温度比常规高50~60℃,加热时间根据炉型、工件大小、装炉量多少而定。本例中的φ14mm煤钎在75kW盐浴炉中加热,一炉放3挂,每挂24件,加热系数取8~10s/mm(经500℃空气炉预热过),加热温度取875~880℃,加热时间由原7.5min缩短至2.5min,淬火冷却介质由原盐水改为流动的自来水。生产率提高2倍,节能、畸变小、质量好。
11)45钢制模具渗硼处理。45钢制无缝钢管冷拔模、硅棒模具、釉面砖模板等模具,采用液体或固体渗硼,模具的寿命都有很大的提高。
无缝钢管冷拔模液体渗硼工艺:450~500℃×2~3h空气炉预热,940~960℃×5h渗硼,淬入盐水,160~180℃×1.5h×2次回火。
45钢硅棒模经960℃×10h膏剂渗硼处理,渗硼后不进行二次加热淬火,而是进行正火处理,直接出炉,开箱取出,空冷。模具表面硬度为2200HV,平均寿命为1250件,比原45钢常规处理寿命提高3倍多。
釉面砖成形模板一般用Cr12MoV钢制造,寿命不高,改用45钢渗硼,有效地解决了问题。采用市售的粒状渗硼剂,渗硼工艺为900~920℃×4~6h。渗硼结束后,渗硼箱随炉冷至100℃左右出炉,开箱取模。渗层厚度为95~200μm,金相组织为Fe2B,硬度为1500~1800HV,使用寿命较Cr12MoV提高6倍。
12)45钢冲头化学沉积Ni-P合金。角钢和板材的冷冲模用45钢制作冲头和下模,经830℃加热淬火,低温回火,硬度为50~54HRC,使用寿命比较低,失效的主要形式是头部倒角处断裂和冲头头部严重拉毛。仍选用45钢制作冲头,经上述热处理后的冲头,再进行Ni-P合金沉积,沉积层厚度为25~30μm,表面硬度达1000HV,冲头使用寿命达到6000多件,平均寿命提高2倍。
13)45钢制冷镦模内孔复合渗强化处理。45钢制方头帽冷镦模,在服役时冲击频率为150~200次/min,主要失效形式是崩裂、磨损、塌陷、拉毛和变形等。为此,要求模具有足够的变形抗力、摩擦抗力、疲劳强度、断裂抗力和抗咬合能力。45钢不进行强化处理显然不能胜任。曾选用CrWMn钢制作,整体淬硬,虽然耐磨,但脆性很大。改用45钢,先经调质处理,再对内孔进行碳氮共渗+渗硼处理,模具的寿命较CrWMn钢提高9倍。
14)45钢制丝锥、板牙。20世纪八九十年代,应外商要求,浙江有几家生产外贸45钢丝锥、板牙,用于切削塑料、铜、铝等软材料。要求整体淬火,硬度为53.5~60HRC。
45钢丝锥、板牙热处理并不像高速钢产品那样容易,说它难主要体现在三个方面:易变形开裂(存在一个临界淬火危险尺寸问题)、质量稳定性差、易生锈。经过实践,作者及其同仁解决了淬火夹具和淬火冷却介质两大难题,其他问题就迎刃而解了。
淬火加热温度不能太高,一般用820~830℃,装炉量不能太多太密,冷却不能用盐水,更不能用油,而是选定两硝水溶液,即25%NaNO2+25%NaNO3+50%水(质量分数),使用温度<70℃。淬火后硬度如低于53HRC,应认真找出原因再试验。回火在硝盐中进行:150~160℃×1h×1次。产品经磷化后出厂,出口多年,外商满意。
15)45钢制砂轮割刀复相强韧化处理。该刀有效厚度约2mm,要求热处理硬度为52~56HRC,淬火后不允许有椭圆、扭曲变形及裂纹。复相强韧化处理工艺:650℃×8min预热,770℃×4min盐浴加热,出炉后在空气中预冷3~4s,立即淬入盐水,水冷5s出水空冷。组织中含5%~8%铁素体(体积分数),有较好的强韧性配合。合格率为100%,经济效益好,用户满意。
16)45钢制手摇绞肉机十字刀。技术要求刀刃锋利,不得有氧化皮,热处理硬度要求48~53HRC。成熟的工艺为:820~830℃×3min盐浴加热,出炉后空冷几秒钟,淬入质量分数为10%NaCl水溶液中,淬火冷却介质的温度控制在30~40℃。
17)45钢制千分尺微分筒体。该产品外形尺寸为φ17mm×46mm,硬度要求170~207HBW。热处理工艺:用铁丝扎成串,870~890℃×10min盐浴加热,出炉后吹风冷却,正火后硬度在200HBW左右。
18)45钢制作弹簧夹头。45钢一般不作弹簧夹头使用,但有时就地取材采用45钢制造。失效分析发现约有85%的弹簧夹头是淬裂,裂源位于圆角过渡区,呈45°角斜边过渡,属疲劳断裂。成功的热处理工艺:820~840℃×6min盐浴加热,在170~180℃的硝盐中分级4min,390~400℃×1h硝盐回火。弹簧夹头平均寿命达2.6万~3万件,较常规处理寿命提高3倍多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。