



1.性能特点
在生产厂家供货状态时,该牌号保证力学性能而不保证化学成分(但也有大概的成分标准),所以S、P等杂质成分相对偏多一点。通常情况下,该钢不需要经过热处理而直接使用,但用来制作工具还需进行必要的热处理。
GB/T 700—2006中,Q235钢按冶金质量分为A、B、C、D四个等级,各等级中硅的质量分数均为0.30%,区别在于C、S、P含量的不同。A、B级Q235钢碳的质量分数为0.14%~0.22%、0.12%~0.20%,而C、D级碳的质量分数≤0.18%、≤0.17%。A级的Mn含量最低,D级S、P含量最少。
国内有不少单位用低碳马氏体强烈淬火工艺制造塑料模、冷作模具的实例。利用双层离子轰击渗金属技术,在该钢的表面进行钼铬共渗,厚度在100μm以上,表面化学成分接近于钼系高速钢,淬火及回火后硬度达1300HV,超过一般冶金高速钢热处理后的硬度。
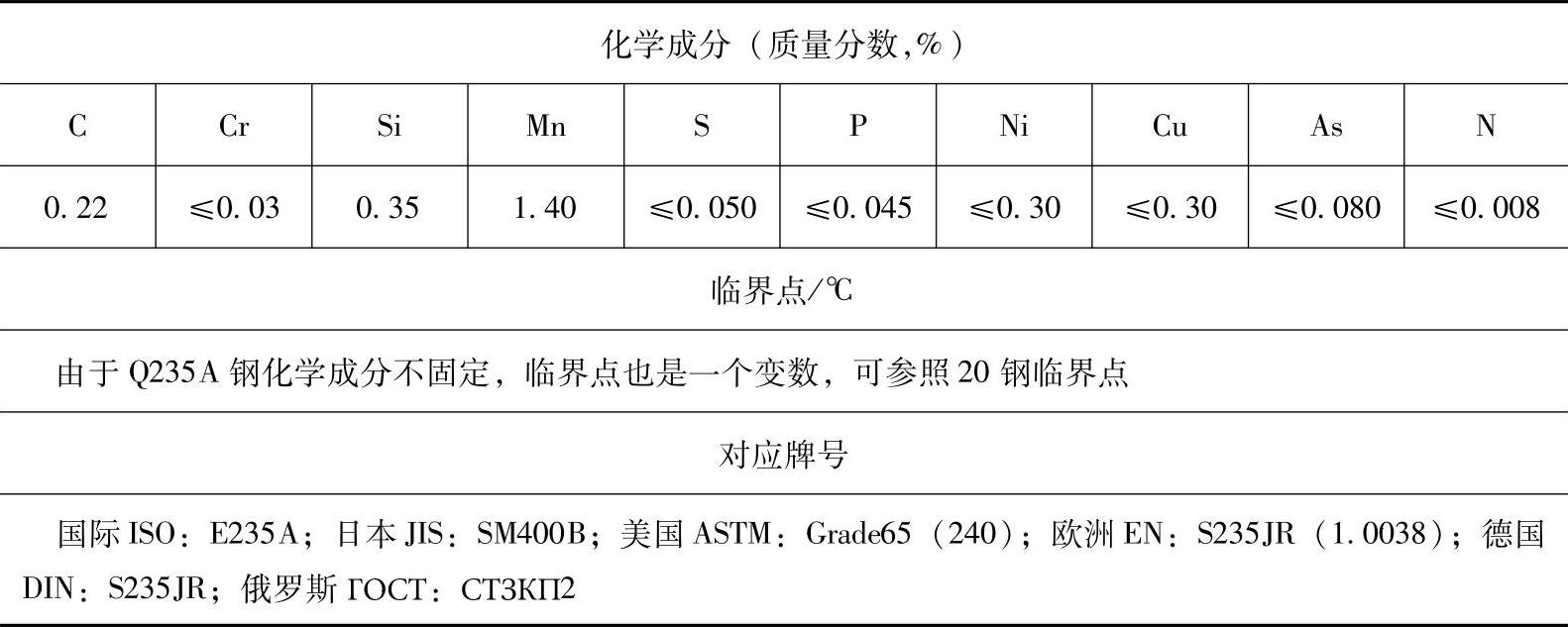
2.化学成分、临界点及对应牌号(见表4-7)
表4-7 Q235钢化学成分、临界点及对应牌号
3.热处理工艺(见表4-8)
表4-8 Q235钢热处理工艺

4.Q235钢等碳素结构钢的力学性能(见表4-9)
表4-9 碳素结构钢的力学性能(GB/T 700—2006)(https://www.xing528.com)

①Q195钢的屈服强度仅供参考,不作交货条件。
②厚度>100mm钢材,抗拉强度下限允许下降20N/mm2。
③厚度<25mmQ235B级钢材,如供方能保证冲击吸收能量合格,经需方同意可不做试验。
5.应用
1)可用于各种模具把手以及其他不太重要的模具零件。
2)剪板机片螺栓锻件胎模冲头,曾选用过GCr15、9SiCr、T8及45钢,由于工件有咬模、粘模现象发生,锻坯很难从模具中冲出来,致使冲头塑性变形、弯曲和断裂,寿命较短,每10件冲头约冲螺栓800~1200件;然后用Q235钢制作冲头,经淬火后(不回火)直接使用,硬度为36~40HRC,每10件冲头能冲螺栓2000件以上,而且失效形式为塑性变形,解决了冲头在使用中的碎裂现象。
3)Q235钢制木工刨刀快速膏剂渗碳。在欲渗碳的刨刀刃部涂厚度为2.5mm左右的膏剂,各部分要均匀。涂好后在室温下自然干燥2~3h,然后放入带有风扇的烘箱中烘干。在高温箱式炉中经1000℃×5~10min渗碳后直接淬入盐水,淬后表面硬度为62~65HRC,渗碳层深度为0.45mm。
4)Q235钢制防滑铲。防滑铲硬度要求35~40HRC。对Q235制防滑铲进行强化淬火,930~960℃×2~3min盐浴加热,淬火冷却介质为10%~15%(质量分数)NaOH水溶液或淬入5%~8%(质量分数)NaCl水溶液中。淬火后硬度为36~40HRC,较渗碳淬火效率高数十倍,后改用网带炉淬火更好。
5)Q235钢制饲料粉碎机锤块。锤块是饲料粉碎机的关键部件,很容易磨损,安装在高速旋转(1480r/min)的粉碎机上,靠高速旋转的锤头把饲料粉碎。对进口的粉碎机锤头进行材料金相分析可知,国外锤块是用20Cr钢碳氮共渗处理。为降低成本,就地取材,试用普通Q235钢,经渗碳-碳氮共渗-高频感应淬火加回火的复合处理工艺,其使用性能和寿命超过进口产品。
6)Q235钢制铁锹、犁铧、水田耙耙片、锄头、镰刀等农机具及园林工具等。这些工具除采用低碳马氏体强韧化处理外,还使用渗碳等复合处理工艺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。