



渗铬是钢表面被铬扩散饱和的过程。在下列情况下工作的工件宜进行渗铬:①在磨损,包括气蚀磨损和在高、低温浸蚀磨损的条件下;②在引起化学腐蚀的介质中于高温和低温受应力作用;③在引起受电化学腐蚀的介质中受应力作用;④在机械疲劳、热疲劳和腐蚀疲劳下;⑤在磁场和电场作用的条件下。
渗铬的目的是提高工件的耐蚀性、抗高温氧化性和耐磨性。渗铬方法有以下几种:
1.固体渗铬
固体渗铬曾是常用的一种工艺,是将渗铬剂与工件一起装箱、密封,放在箱式或井式的高温炉中加热。固体渗铬有粉末、粒状和膏剂三种。常用的固体渗铬剂及渗铬工艺见表3-20。
表3-20 常用固体渗铬剂及渗铬工艺
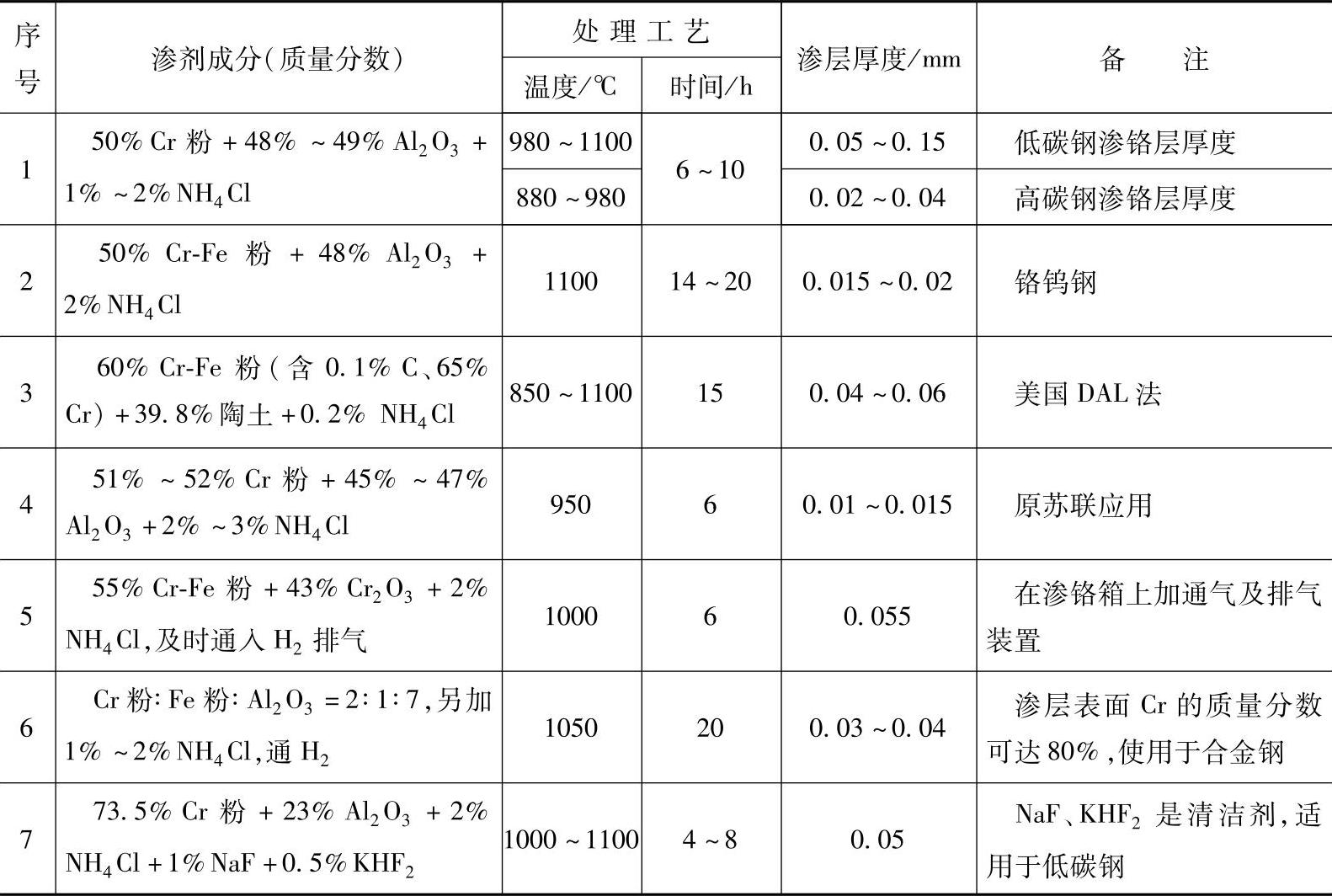
注:1.为了防止铬粉氧化,渗剂事先应烘干、混匀,渗铬罐用水玻璃+耐火泥或低熔点的硅酸盐密封,也可以将渗铬罐焊牢,引出导管通保护气体,每隔10s通、排各1次。
2.渗铬重复使用4~5次后应补充质量分数为20%的新渗剂,NH4 Cl也应按比例追加。
3.Cr-Fe粉中Cr的质量分数为65%,碳的质量分数为0.1%,粒度为0.071~0.154mm,Al2 O3粒度为0.071~0.154mm,用前需经1000~1100℃焙烧脱水,渗剂按比例配好,经150~200℃烘干后装箱,待工件装箱后加热300℃×30~40min,以排除箱中空气,再用水玻璃调耐火泥将箱密封,然后升温于400~500℃×2~3h,再升温至980~1100℃×6~5h,随炉冷至600~700℃出炉空冷,100℃以下开箱,即可得到0.02~0.1mm渗铬层。
4.为了提高渗铬件的疲劳寿命,应在渗铬后经扩散退火,再淬火回火。
山东大学研究的固体粉末渗铬剂成分(质量分数)为10%Cr2O3+4%Al+2%NH4Cl,其余为Al2O3。T12钢经950℃×4h渗铬处理,可获得11 μm的(Cr、Fe)7 C3渗层。
粒状渗铬可减少粉尘污染、渗剂粘结和结块现象。某单位使用的粒状渗铬剂配方(质量分数)为:20%Cr-Fe+5%~10%KBF3+2%~5%NH4Cl+1%~2%NH4F,再添加胶粘剂制成粒状使用。
固体粉末通入H2渗铬,像一般渗铬一样装箱,在渗铬铁箱上设置进出气管。渗铬剂成分(质量分数)为57%NH4Cl+43%Cr2O3,加热到1000℃,保温30min后定期通氢排气。氢气使NH4Cl+Cr2O3反应生成氯化亚铬,再还原成新生态铬原子,即CrCl2+H2→2HCl+[Cr]进行渗铬。
2.气体渗铬
气体渗铬像气体渗碳一样,常用密封的井式炉和贯通式炉。渗铬气体多用含铬的氯化物(CrCl2)、氟化物(CrF2)和氢气。铬的氯化物及氟化物由铬或铬铁与氯化物气体(如HCl、NH4Cl)和氟化物气体(如NH4HF2、HF)反应生成的。法国曾用钟罩式炉处理,工艺为900~1100℃×5~12h,渗铬层厚度为0.25~0.38mm,表层铬的质量分数达23%;用于汽车消声器、化工容器等。
3.真空渗铬
真空渗铬是将工件与粒度为3~5mm的纯铬一起放在真空炉膛中,真空度达到0.013Pa时,开始升温渗铬,温度为1100~1150℃,铬在真空和高温下要升华,形成气相。蒸发的Cr被工件表面吸附,从而进行渗铬。例如,1150℃×12h,20钢渗铬层深度达到300μm,T12钢达10μm,渗铬保温后炉冷至250℃以下出炉。
4.离子渗铬
离子渗铬工艺是由离子渗氮工艺发展起来的,在真空工作室内通入含铬元素的气体化合物,同时通入工作气体(氩或氩和氢的混合气)。以工件为阴极,阴极和阳极之间施加直流电压,产生辉光放电,强化了铬元素的化学反应,加速了扩散过程,形成渗层。(https://www.xing528.com)
有人在8kW离子渗氮炉中进行膏剂渗铬,在试样周围设置一个与它等电压的仿形阴极套,利用空心阴极效应提高加热效率,使炉温达到1050℃。在试样表面涂渗铬膏剂。膏剂的成分(质量分数)为50%~70%Cr-Fe+5%~10%Na2AlF6+10%~20%NH4Cl+5%~10%Al,其余为Al2O3,用水解硅酸乙酯为粘结剂。炉压为50~133Pa。45钢经950℃×1h处理后,获得100μm渗铬层,硬度为700HV。
双层辉光离子渗铬:早在1980年太原理工大学就研制成功双层辉光渗金属设备。它是在真空容器中设置阳极、阴极(工件)和由渗入合金元素材料制作的源极,在阳极和阴极之间、阳极与源极之间各设一个可调压的直流电源。当真空室内氩气压力达到一定值后,调节各自电源,则在阳极与阴极和阳极与源极之间分别起辉光放电,即双层辉光放电。辉光放电使源极的渗入元素在离子轰击下被溅射出来,加速后飞向阴极(工件),同时辉光放电使电能转变为热能,使工件加热到高温,源极溅射出来的离子被高温工件表面吸收,扩散后形成合金渗层。双层辉光放电在钢表面可实现Cr、W、Mo、V、Ni、Zr、Ta、Al、Ti、Pt单元渗,渗层厚度可达数百微米。双层辉光放电渗铬工艺为:源极为工业纯铬块,通Ar,压力为1.33~133Pa,工作电压高于1000V,温度为900~1100℃,时间为2~5h,电流大小取决于工件数量及尺寸。
另外,多弧离子渗金属、交变电场真空离子渗金属、脉冲辉光放电渗金属等新工艺、新设备都可以实现离子渗铬。
5.液体渗铬
液体渗铬是在硼砂盐浴中加入铬铁或加入氧化铬和铝粉、硅钙稀土合金,可获得满意的渗铬层,此法是TD法的一种。用传统的加热方法,渗铬温度高、时间长,不仅使工件心部性能恶化,而且渗铬所用的设备能耗大、寿命短、效益低,抑制了渗铬工艺的发展。常用液体渗铬工艺及配方见表3-21。
表3-21 常用液体渗铬配方及工艺
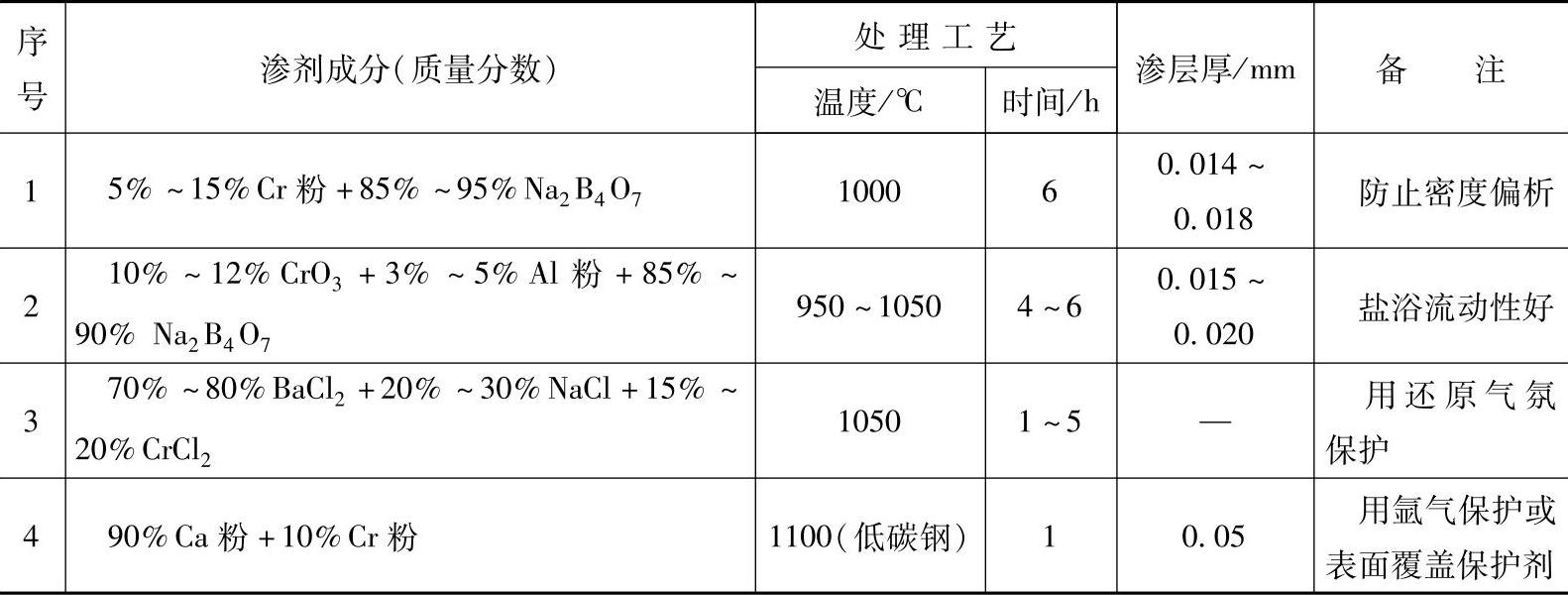
注:1.CrCl2的熔点为820℃,制取方法是在体积分数为5%的浓盐酸中缓慢加入铬铁粉,搅拌均匀,静置24h,使其自然干燥,再按配方比例加入盐浴中。
2.在硼砂盐浴中渗铬后,可直接出炉淬火,低温回火。淬火后应在复合清洗剂中煮50min以上。
3.特别难于清洗的工件可在稀盐酸或稀硝酸中清洗,应多次用冷水冲洗干净。
4.渗铬后,工件尺寸胀大量约为渗层厚度的1/3,不能机械加工,只能抛光或研磨。
5.在相同温度下渗铬,钢中碳含量越低,渗层越薄;反之亦然。在相同的温度时间内,钢中碳含量越高,渗层越厚。
6.碳化物形成元素W、Mo、Cr、V、Nb、Ti等扩大α相区,促进渗铬,增加渗层厚度;Ni、Co、Mn扩大γ相区,减缓渗铬速度,减少渗层厚度。
7.渗铬致密性检查方法是将渗铬件放入稀硝酸水溶液中,若20~40min无气泡出现,说明致密性好;或放入质量分数为15%CuSO4的溶液中,如果不致密必有蓝色印迹。
8.表层组织检查方法:在体积分数为3%的硝酸酒精液中浸蚀后,表层有不受浸蚀的白亮带,渗铬层下面无贫碳区。表面X射线衍射检查,铬的质量分数为25%~30%时较好。
9.催渗剂应适量,过多会形成腐蚀斑,应加以控制。
10.表层的组织:低碳钢为(Fe、Cr)7C6化合物,高碳钢为(Fe、Cr)23 C6、(Fe、Cr)7 C6化合物。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。