



真空加热比盐浴加热工艺系数要复杂些,制订真空加热工艺时考虑的主要工艺参数如下:
1.真空度
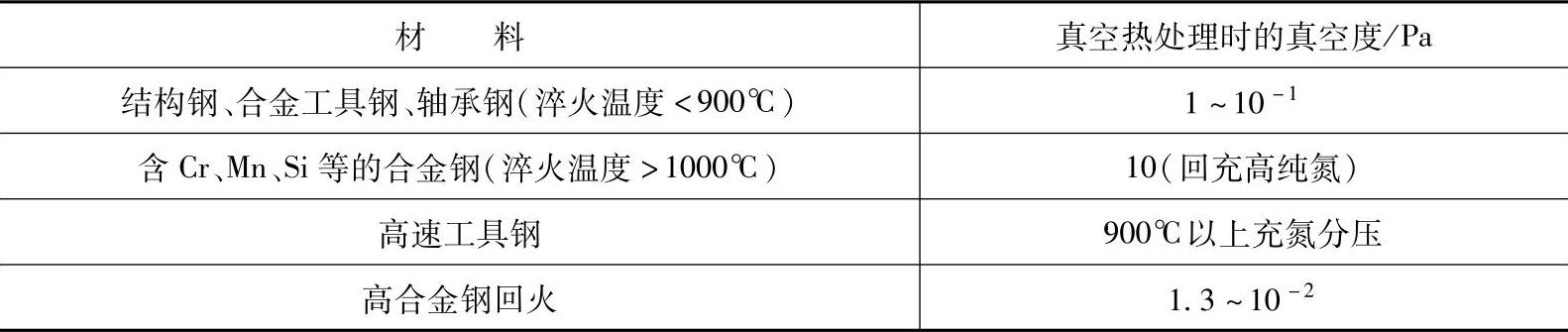
真空热处理时,工作真空度要根据所处理的工件材料和加热温度来选择,首先要满足无氧化加热所需的工作真空度,再综合考虑表面光亮度、除气和合金元素蒸发等因素。常用工具钢在真空热处理时推荐的真空度见表2-4。
表2-4 常用工具钢在真空热处理时推荐的真空度
2.温度
真空加热是以辐射传热为主,在700℃以下辐射效率很低,工件的温度滞后于炉膛的温度。因此,真空加热需通过多段预热来减少工件温度的滞后,特别对形状复杂的大尺寸工件,进行多段预热尤为重要。淬火加热温度一般取盐浴处理温度的中下限。真空淬火加热及预热温度见表2-5。
表2-5 真空淬火加热及预热温度

3.时间
在周期作业的真空炉中,影响加热时间的因素比较多,如炉膛结构尺寸、装炉量、工件形状和尺寸、加热温度、加热速度以及预热工艺等。一般都通过试验方法得出一个经验公式。(https://www.xing528.com)
根据炉温和被加热工件表面与心部的温度曲线可知,在周期作业真空炉中总的加热时间为
t总=t升+t均+t保
式中t升——工件加热时,炉膛到达工艺温度指示所需的时间;
t均——工件均热时间,可按经验公式t均=a′D估算(a′为透热系数,见表2-6,D为有效厚度);
t保——合金元素在奥氏体中充分溶解的时间。
表2-6 真空加热透热系数a′的确定

注:若不经预热直接加热时,透热系数a′应增大15%~20%。
t保取决于钢的成分、原始组织及特殊工艺的要求等。碳钢加热到温并均匀化后,就基本上完成了奥氏体转变,在该温度下仅需停留几分钟甚至零保温也可淬火(加热温度需取中上限)。合金钢特别是高合金钢,则需一定的保温时间(30min左右)。真空回火加热需要充分的保温,一般需1h即可使碳化物充分析出。
为了提高真空热处理的生产率,克服真空炉在低温预热阶段升温速度慢的缺点,国内外真空炉多数设有可对流的加热装置,可使生产周期缩短1/3~1/2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。