



例8-12 采用返回吹氧法熔炼ZG08Cr18Ni9Ti,此例计算与其他例子有不同之处,故把此例单列出来。
1)出钢量为16400kg。
2)不锈钢的炉料总回收率为95%,总进炉料量:

3)出钢量钢液中的元素量:
钢液合格成分(质量分数):Mn1.25%、Cr18.0%、Ni10.0%、Ti0.50%
则 需Mn量=16400kg×1.25%=205kg
需Cr量=16400kg×18.0%=2952kg
需Ni量=16400kg×10.0%=1640kg
需Ti量=16400kg×0.5%=82kg
4)合金元素在各期的回收率见表8-6。
表8-6 合金元素在各期的回收率 (%)

5)本钢种返回料使用6000kg,返回料成分(质量成分):C0.06%、Mn1.25%、Cr18.0%、Ni9.8%、Si0.65%、P0.025%。
带入合金元素量:
返回料带入C量=6000kg×0.06%=3.6kg
返回料带入Mn量=6000kg×1.25%=75kg
返回料带入Cr量=6000kg×18.0%=1080kg
返回料带入Ni量=6000kg×9.8%=588kg
返回料带入Si量=6000kg×0.65%=39kg
返回料带入P量=6000kg×0.025%=1.5kg
6)熔清配入铬含量为8.0%(即熔Cr量),其余在还原期加入,也就是说,JMn及TiFe在还原期加入。
采用无碳铬铁FeCr65C0.03,其Cr质量分数为61%。

这里给出另一种计算方法:

两种计算方法结果相差量=3270kg-3197kg=73kg,回收率越高差距越小。
7)装料加入炉料量:(https://www.xing528.com)
装料量=17263kg-(3270+150+455)kg=13388kg
8)熔清后钢液量:
熔清钢量=13388kg×95%=12718kg
9)装料中加入Ni量
 ,实际加1113kg。
,实际加1113kg。
10)熔清碳配入量为0.35%,用碳素工具钢(C质量分数为1.0%)增碳,则碳素工具钢的加入量:

11)碳素工具钢带入的合金元素量[成分(质量分数):C1.0%、Mn0.30%、Si0.30%、P0.015%]:
工具钢带入C量=4451kg×1.00%=44.5kg
工具钢带入Mn量=4451kg×0.30%=13.4kg
工具钢带入Si量=4451kg×0.30%=13.4kg,取13kg
工具钢带入P量=4451kg×0.015%=0.66kg
12)考虑到吹氧是用硅氧化提温的,在炉料中加入0.8%(质量分数)的硅,需加入硅质量分数为74%的硅铁量:

13)其余炉料由工业纯铁配足,工业纯铁量:
工业纯铁量=13388kg-(6000+4451+1113+74)kg=1750kg
表8-7 配料计算单
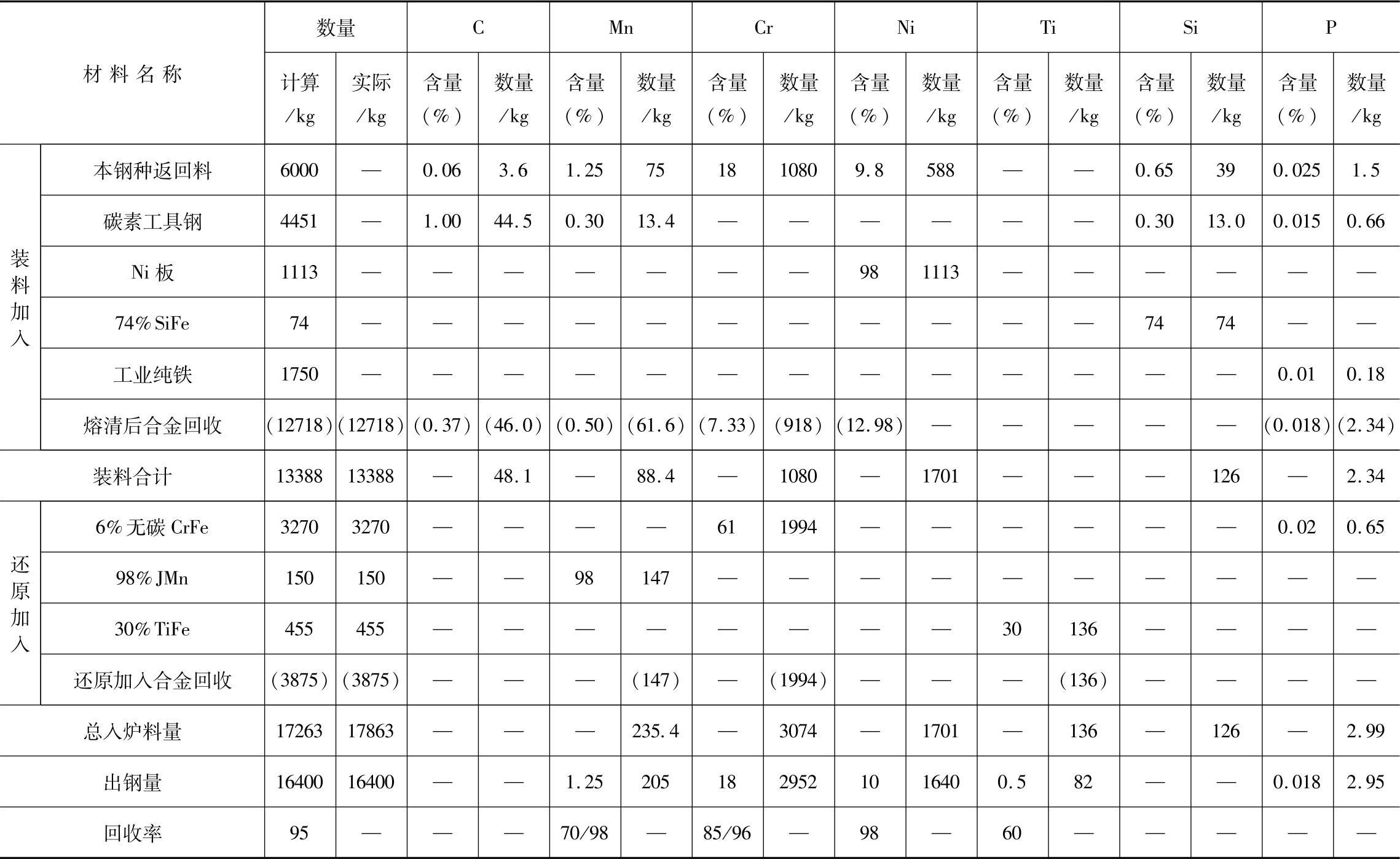
注:熔清后合金回收量为12718kg,即13388kg×95%=12718kg;无碳CrFe量为1994kg,即3270kg×61%=1994kg。
另一种计算工业纯铁量方法:
工业纯铁量=17263kg-(6000+3270+455+150+1113+4451+74)kg=1750kg
14)验算熔炼的成品钢中合金元素含量:

(注:80%为C吹氧氧化烧损率)
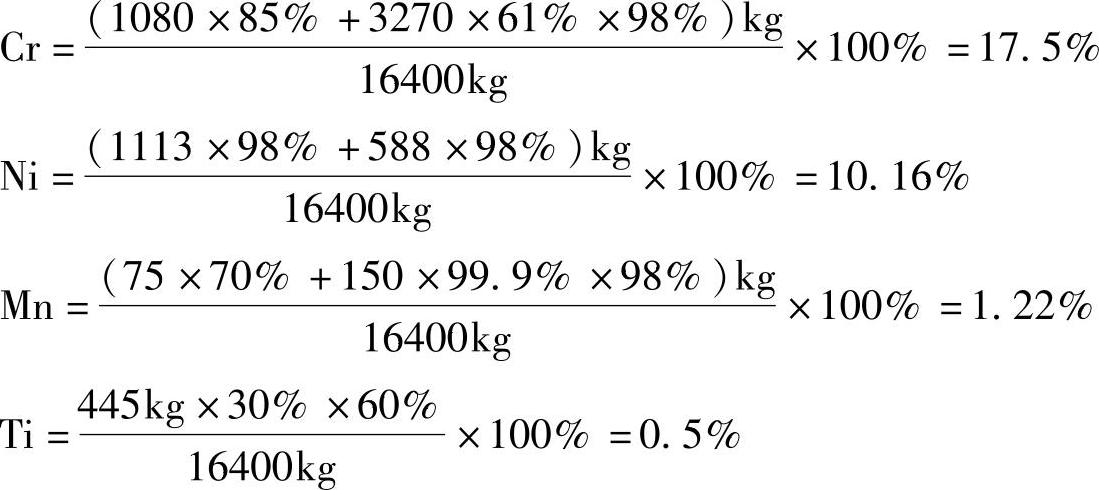
验算结果合金元素含量全部合格,配料计算正确。
15)炉料平衡。配料计算单见表8-7。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。