



例7-10 熔炼ZG12Cr18Ni12Mo2Ti不锈钢新料氧化法配料计算实例。
此例是为了使还原期不加更多的合金料,在装料时将低碳铬铁FeCr65C0.10先装入炉内,在生产中也会遇到这种情况,防止还原期加合金料太多,使钢液温度降得太多,合金铁料熔化得慢,所以要将合金铁分开加入炉内。
1)化学成分见表7-20。
表7-20 化学成分(质量分数) (%)

2)钢液需要量为6000kg。
3)投料量总回收率为95%,
则 
4)计算合金元素需要量:
Cr量=6000kg×17.5%=1050kg
Ni量=6000kg×12%=720kg
Mn量=6000kg×1.0%=60kg
Mo量=6000kg×2.5%=150kg
Ti量=6000kg×0.5%=30kg
5)装料时加低碳铬铁FeCr65C0.10(含Cr66%)700kg,
则 带入Cr量=700kg×66%×90%(回收率)=462kg×90%=416kg
6)计算合金铁需要量:
Cr量=(1050-416)kg=634kg
用微碳铬铁FeCr65C0.06补Cr(含Cr68%),
则 
电解镍Ni9980补Ni(含Ni99.8%),
则 
用FeMo60补Mo(含Mo60%),
则 
用金属锰JMn96补Mn(含Mn96%),
则 
用钛铁FeTi30补Ti(含Ti30%),
则 
用SiCa块40kg。
7)计算低P钢用量:
低P钢量=(6315-700-980-721-260-66-143-40)kg=3405kg≈3400kg
8)装料量=(3400+700+721+260)kg=5081kg
9)计算熔清时钢液合金元素含量:

Mn含量为0.4%~0.6%
10)SiCa粉用量为30~40kg/t钢液,酌情加。
11)Al粉用量一般为20kg/t钢液酌情加。
12)配碳量为0.4%,用电极头增碳,用高压吹氧脱碳。
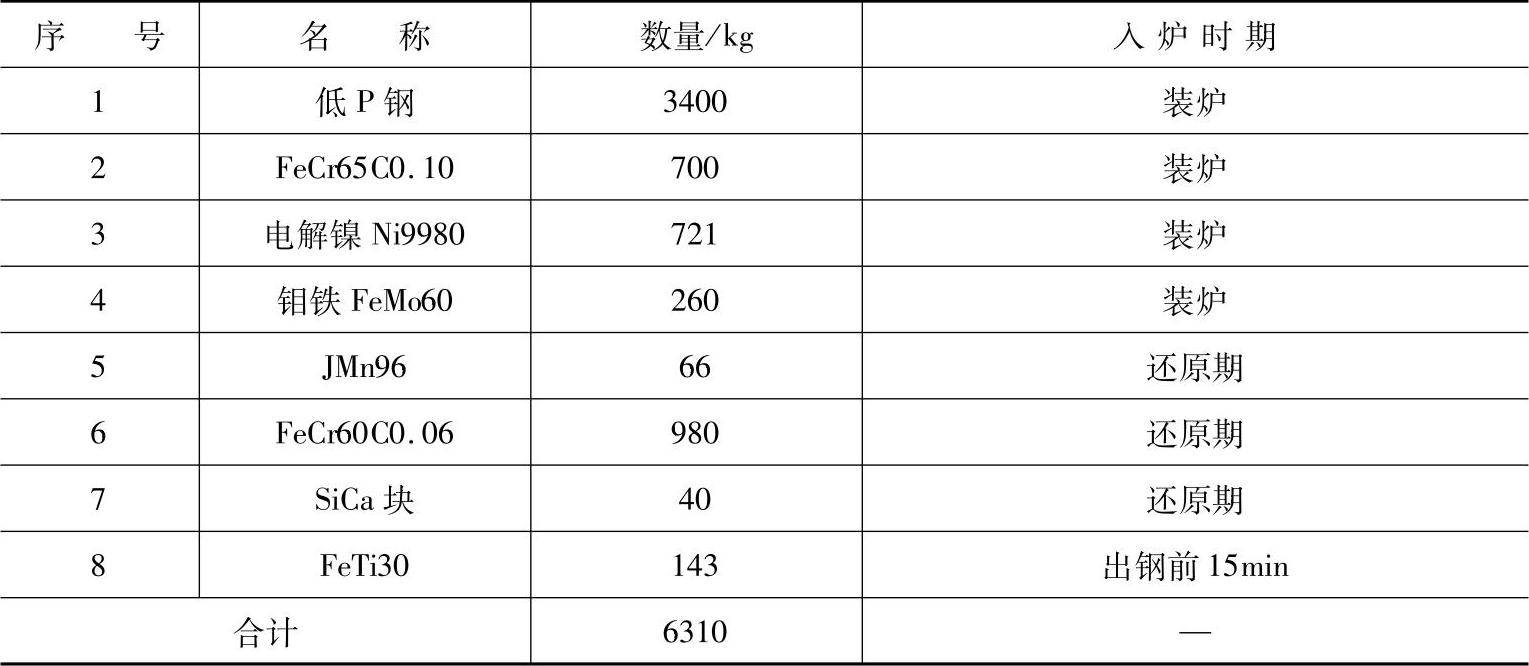
13)炉料汇总表见表7-21。
表7-21 炉料汇总表(年 月 日 天气)
例7-11 熔炼ZG12Cr18Ni12Mo2Ti不锈钢返回氧化法配料计算实例。
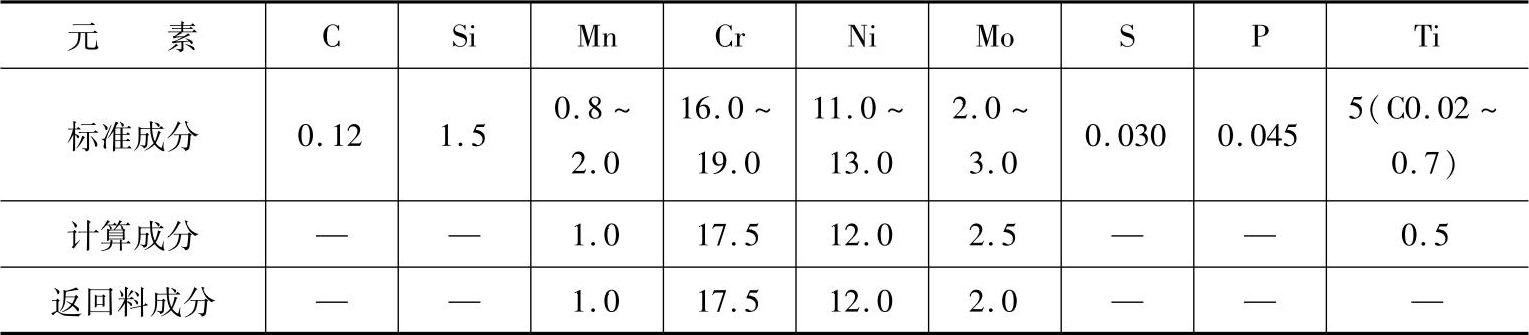
1)化学成分见表7-22。
表7-22 化学成分(质量分数,%)(https://www.xing528.com)
2)钢液量需要6000kg。
3)装料量总回收率95%,
则  ,取6300kg
,取6300kg
4)计算纯合金元素量:
纯Cr量=6000kg×17.5%=1050kg
纯Ni量=6000kg×12.0%=720kg
纯Mo量=6000kg×2.5%=150kg
纯Mn量=6000kg×1.0%=60kg
纯Ti量=6000kg×0.5%=30kg
Si量先不计算,因吹氧前向炉内加SiFe块5~10kg,还原期加SiCa块和Si- Ca粉、Al粉、C粉都有还原Si,加TiFe也带入Si。
5)采用本钢种废钢返回料为3000kg。
6) 。
。
7)计算返回料带入合金元素量:
带入Cr量=3000kg×17.5%×85%=525kg×85%=446kg
带入Ni量=3000kg×12.0%×95%=360kg×95%=342kg
带入Mo量=3000kg×2.0%×95%=60kg×95%=57kg
带入Mn量=3000kg×1.0%×70%=30kg×70%=21kg
在吹氧时Si剩余很少,在还原期加脱氧Al粉、碳粉时有回收Si。Ti在吹氧时已烧损。
8)计算需要(配入)铁合金量:
 ,实加900kg
,实加900kg
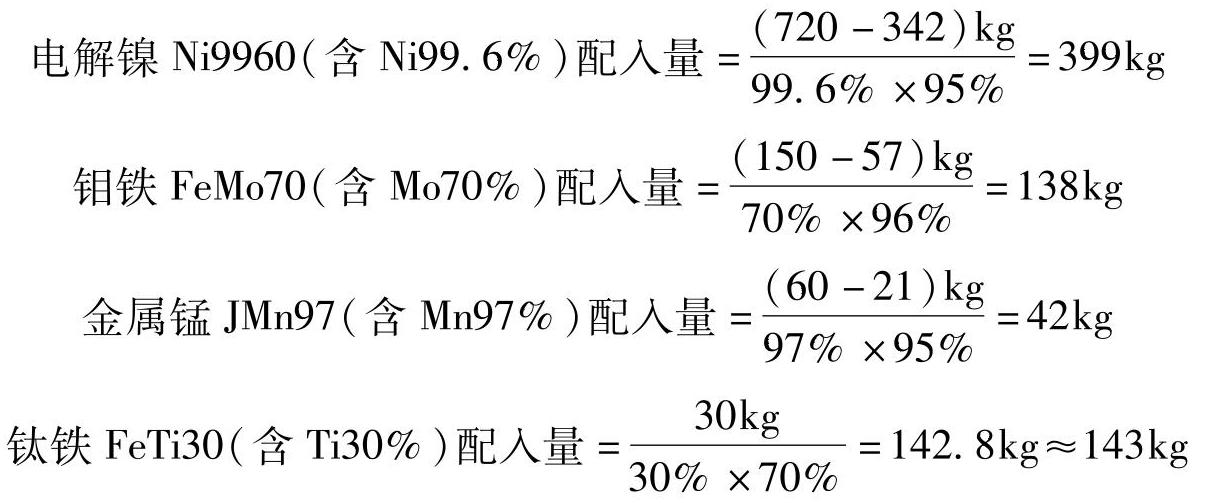
SiCa块加入量为45kg
SiCa粉30~40kg/t钢液,根据造渣情况酌情加入。
9)计算低P钢配入量:
低P钢量=总装料量+返回料量+微碳铬铁量+电解镍量
+钼铁量+金属锰量+钛铁量+SiCa块量
=(6300-3000-900-399-138-42-143-45)kg
=1633kg
10)装料量:
装料量=(3000+1633+138+399)kg=5170kg
11)还原期加入量:
还原加入量=FeCr65C0.06量+JMn97量+SiCa量+FeTi30量
=(900+42+45+143)kg
=1130kg
12)计算熔清钢液成分:

 (注:NiFe含Ni量=399kg×99.6%=397kg)
(注:NiFe含Ni量=399kg×99.6%=397kg)
 (注:MoFe含Mo量=138kg×70%=99.6kg)
(注:MoFe含Mo量=138kg×70%=99.6kg)
 (注:低P钢中含Mn量=0.5%×1633kg=8kg)
(注:低P钢中含Mn量=0.5%×1633kg=8kg)
13)脱氧Al块10kg出钢插入钢液中。
14)Al粉按每吨钢液20kg加入,SiCa粉酌情加。
15)配碳量为0.4%,采用电极头增碳,高压吹氧脱碳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。