



例7-4 熔炼ZG12Cr18Mn13Mo2CuN配料计算实例
1)采用返回氧化法熔炼,未加合金钢屑。
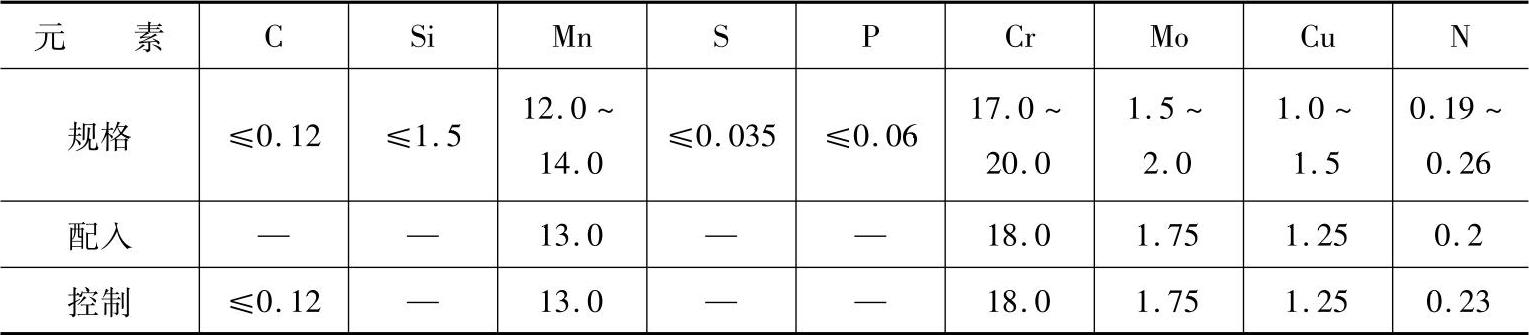
2)钢液化学成分及配入量见表7-10。
表7-10 钢液化学成分及配入量(质量分数) (%)

3)钢液量为5500kg,按95%回收率。
4) 。
。
5)返回料用3500kg,
则 
注:此钢种返回料不宜太多,S、P易超出,但用太少的返回料要加多的合金也是不合适的,一般可取为40%~60%。
6)全炉纯合金元素需要量:
需Cr量=5500kg×18%=990kg
需Mn量=5500kg×13%=715kg
需Mo量=5500kg×1.75%=96kg
需Cu量=5500kg×1.25%=69kg
需N量=5500kg×0.13%=7.1kg
7)返回料带入钢液中的合金元素:
带入Cr量=3500kg×20%×85%=595kg
注:20%返回料的Cr含量,回收率为85%。
带入Mn量=3500kg×13%×65%=296kg
带入Mo量=3500kg×1.7%×95%=56.5kg≈57kg
带入Cu量=3500kg×1.2%×95%=40kg
带入N量=3500kg×0.25%×40%=3.5kg
注:返回料中N可返回到钢液中,注意N的回收率对防止N超出及防止产生气孔有重要意义。
8)合金铁配入量:

注:FeCrN中含N3.8%。
FeCrN带入的Cr量=190kg×68%×95%=122.7kg,取120kg
9)低P钢配料量:
低P钢量=(5800-3500-190-450-460-66-30-40)kg
=1064kg,取1060kg。40kg为SiCa块加入量。
10)配料量:
装入量=(3500+66+30+1060)kg=4656kg
11)计算熔清时合金元素含量:
注:700是返回料中氧化前数量,即3500×20%=700。

注:3500kg×13%=455kg。

注:3500kg×1.7%+66kg×62%=59.5kg+40.9kg=100.4kg。
注:3500kg×0.25%+190kg×3.8%=8.75kg+0.07kg=8.8kg。
12)熔清时化验结果:
Cr=15.4%、Mn=8.2%、Mo=1.67%、Cu=1.44%、N=0.26%。
13)还原期加入合金铁量:
合金铁量=(190+450+460+40)kg
=1140kg
例7-5 熔炼ZG12Cr18Mn13Mo2CuN返回氧化法实例。
此例与例7-4不同的是加N时用NMn和NCr同时采用计算方法。其他均相同,为表达清楚乃详细计算。
1)采用吹氧脱碳,氧气消耗量为5~8瓶/t钢液。
2)确定钢液量为5000kg,则氧气为5×8=40瓶。
3)钢液化学成分及配入量和控制成分见表7-11。
表7-11 钢液化学成分(质量分数) (%)
4)装料量综合回收率用95%,
则 
5)返回料采用2700kg,
则 
6)全炉用纯合金元素量:
纯Cr量=5000kg×18.0%=900kg(https://www.xing528.com)
纯Mn量=5000kg×13.0%=650kg
纯Mo量=5000kg×1.75%=87kg
纯Cu量=5000kg×1.25%=62kg
纯N量=5000kg×0.20%=10kg
7)返回料带入合金元素量:
带入Cr量=2700kg×18.0%×85%=486×85%=413kg
带入Mn量=2700kg×13.0%×65%=351×65%=228kg
带入Mo量=2700kg×1.7%×95%=46×95%=43.6kg
带入Cu量=2700kg×1.25%×95%=33.7×95%=32kg
N可不算,但要知道返回料中N有回收。在返回料少时可忽略不计。
8)合金铁加入量:
先拟定加入100kgNMn(氮化锰)。
注:NMn的成分(质量分数),为3.8%N、75.4%Mn。
NMn带入的N量:
带入N量=100kg×3.8%×85%(回收率)=3.2kg
其余N用FeCrN补加,即

NMn中带入Mn量:
带入Mn量=100kg×75.4%×95%=71kg
FeCrN带入Cr量:
带入Cr量=126kg×63%×95%=79kg×95%=75kg
拟定加FeCr65C0.10100kg,则FeCr65C0.10带入的Cr量:
Cr量=100kg×65.89%×90%=65.89kg×90%=59.3kg≈60kg
其余用FeCr65C0.06补齐,这样要节省100kgFeCr65C0.06。
计算FeCr65C0.06铬铁需要量:
全炉需要Cr量减去以上加入的Cr量,差用FeCr65C0.06补:
则 缺Cr量=(900-413-75-60)kg=352kg
则 
JMn96需要量:纯Mn量=(650-228-71)kg=351kg
则 
SiCa块加入量为30kg
9)低P钢需要量:
低P钢量=(5260-2700-100-126-100-545-385-76-30-30)kg
=1168kg,实加1200kg
10)装料量=(2700+100+76+30+1200)kg=4106kg。
11)还原期加入量=(545+385+100+126+30)kg=1186kg。
12)计算熔清时钢液成分:

注:552kg是装料时Cr的总和,即486kg+65.89kg=551.89kg≈552kg
注:46kg+76kg×60%=46kg+45.6kg=91.6kg
 (返回料Cu量:33.7kg+Cu30kg=63.7kg)
(返回料Cu量:33.7kg+Cu30kg=63.7kg)
N是返回料带入的N,所以

注:0.20%是返回料N含量,如果N在还原期的回收率为40%,则可得

注:可见返回料中N应加以考虑。
13)还原期SiCa粉需要量。据生产情况每吨钢液用SiCa粉20~30kg:
则 全炉SiCa粉量=5t×25kg/t=125kg
14)SiCa粉中Si量可进入钢液中量:
查表7-2SiCa粉中Si含量=58%,则Si量=125kg×58%=72.5kg
则 
注:30%是Si回收率。
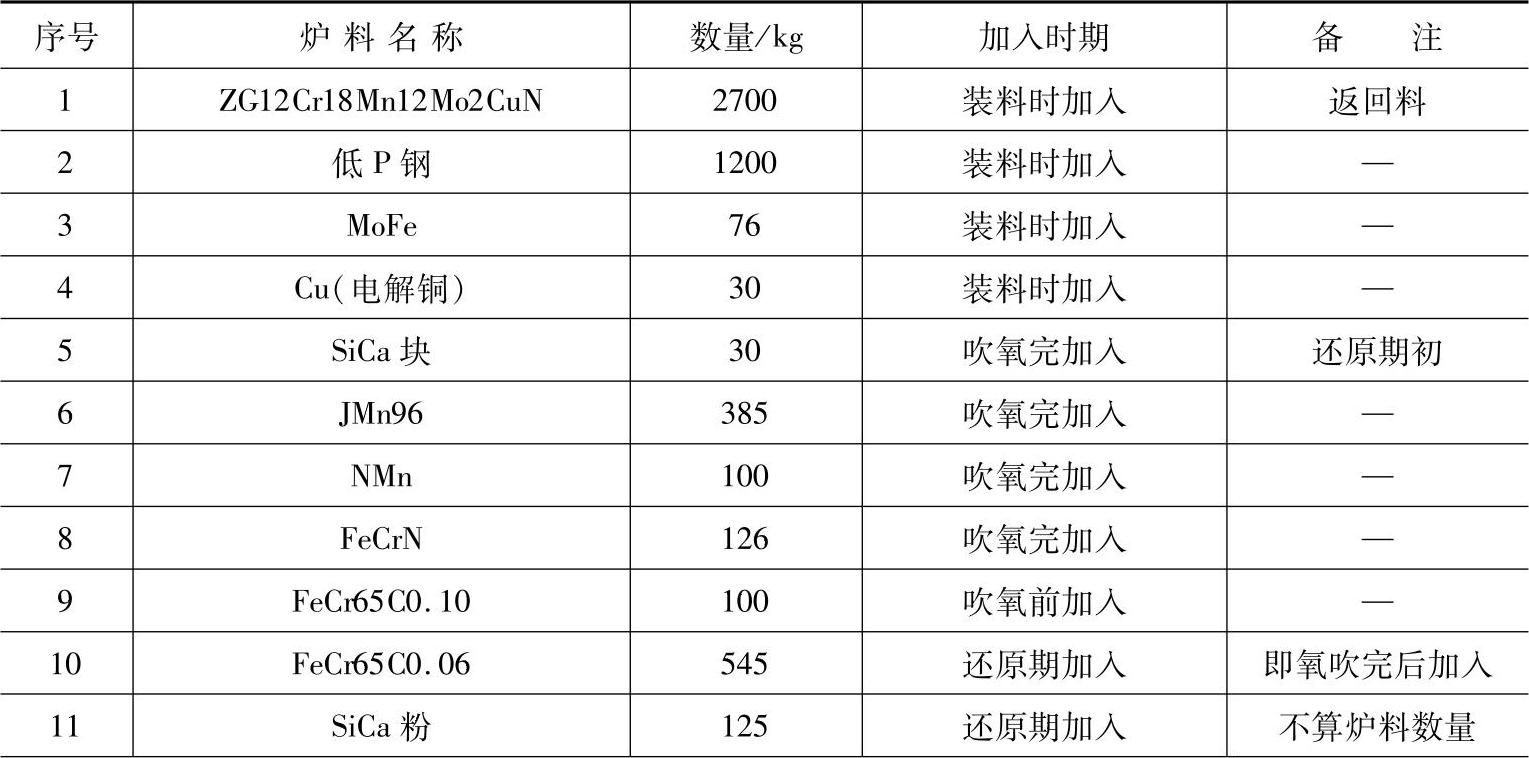
15)炉料汇总(ZG12Cr18Mn12Mo2CuN)见表7-12。
表7-12 炉料汇总(ZG12Cr18Mn12Mo2CuN)
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。