



例7-1 熔炼ZG12Cr18Ni9Ti不锈钢配料计算实例
1)采用新料氧化法。由于采用较纯的炉料,故脱碳量未加考虑。
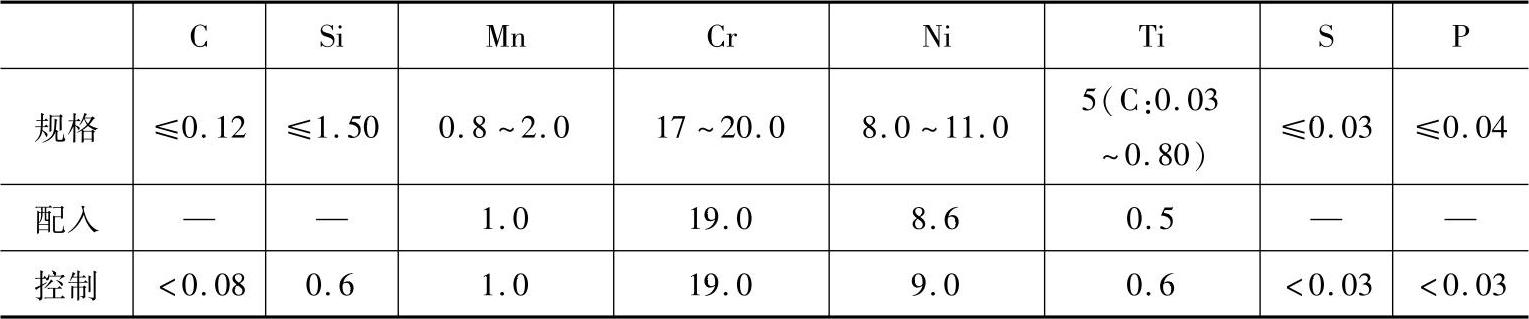
2)ZG12Cr18Ni9Ti钢化学成分见表7-5。
表7-5 ZG12Cr18Ni9Ti钢化学成分(质量分数) (%)
3)钢液量。设钢液量为6000kg。
4)对低碳钢的要求。要求P的质量分数在0.03以下的低P钢或废钢,如轧钢边角余料(一般含P低)或工业纯铁可炼更高质量的钢。
5)采用合金材料见表7-2。
6)决定各元素烧损量。正确的决定各元素烧损量是配料计算的关键,要根据不同电炉采用不同熔炼方法找出各元素烧损值。此计算见表7-6。
表7-6 元素烧损(质量分数) (%)

7)计算合金材料加入量:
①Ni加入量:

②FeCr65C0.03加入量。钢液中含Cr0.5%以下时不计算在内。

③JMn[1]加入量。原钢液中含Mn为0.15%,则补加:

④TiFe加入量:

⑤FeCr65C0.03和TiFe带入的Si量:
FeCr65C0.03中含Si量=1662kg×1.1%=18.3kg
TiFe中含Si量=140kg×5.0%=7.0kg
合计含Si量=18.3kg+7kg=25.3kg
设Si烧损率为10%,则回收率为90%
则25.3kgSi进入钢液中Si

配料钢液Si量小于控制成分,在加Al粉过程中,还可使渣中Si还原进入钢液,故可暂不补加Si,要根据还原期化验结果确定是否加Si。
8)计算低P钢加入量。所加铁合金材料之和(去掉烧损):合金材料量总和=Ni加入量+FeCr65C0.03加入量+JMn96加入量+TiFe加入量
=(520+1662×98%+140×70%+56×95%)kg
=2300kg,为钢液量
则 
9)计算装料量(指氧化前加入炉内料):
装料量=(520+4000)kg=4520kg
10)计算熔清Ni含量:

11)炉料化学成分及质量见表7-7。
表7-7 炉料化学成分(质量分数)及质量
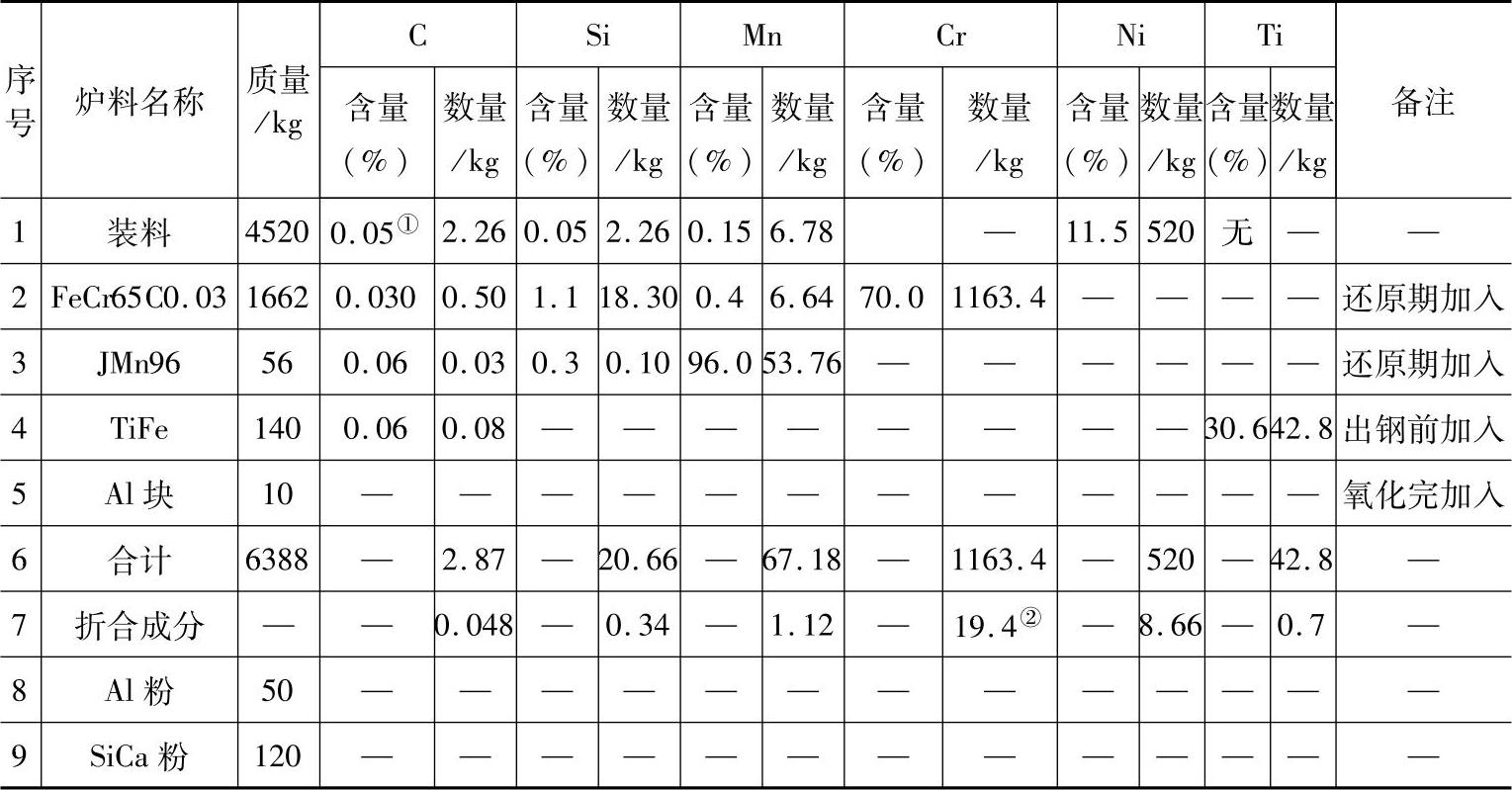
① 是指氧化完C含量。
② 是指元素未计烧损时6000kg钢液Cr含量。例: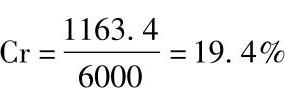 。
。
例7-2 熔化ZG12Cr18Ni9Ti返回氧化法实例
1)ZG12Cr18Ni9Ti钢化学成分配入量和控制成分见表7-8。
表7-8 ZG12Cr18Ni9Ti化学成分及配入量和控制成分(质量分数) (%)

注:熔清碳含量为0.5%,脱碳量为0.4%~0.45%,硅量已由加入的合金铁及SiCa粉中可得20%~30%的Si量,所以不另加SiFe。
2)钢液量按6000kg计算。
3)装入量按综合回收率为95%算,
则 
4)返回料配比选为60%,
则 返回料量=6300kg×60%=3780kg≈3800kg
5)入炉需要纯合金元素量:
理论含Cr量=6000kg×18.5%=1110kg
理论含Ni量=6000kg×9.5%=570kg
理论含Mn量=6000kg×1.0%=60kg
理论含Ti量=6000kg×0.6%=36kg
6)返回料中带入炉内纯合金元素含量(质量分数)Cr18.5%、Ni9.0%、Mn0.8%,经验回收率为Cr85%、Ni95%~100%、Mn65%。
则 带入Cr量=3800kg×18.5%×85%=703kg×85%=597.6kg≈600kg
带入Ni量=3800kg×9.0%×100%=342kg(https://www.xing528.com)
带入Mn量=3800kg×0.8%×65%=30.4kg×65%=19.8kg≈20kg
7)需要铁合金量:

注:62%为FeCr65C0.03铬铁中Cr含量。
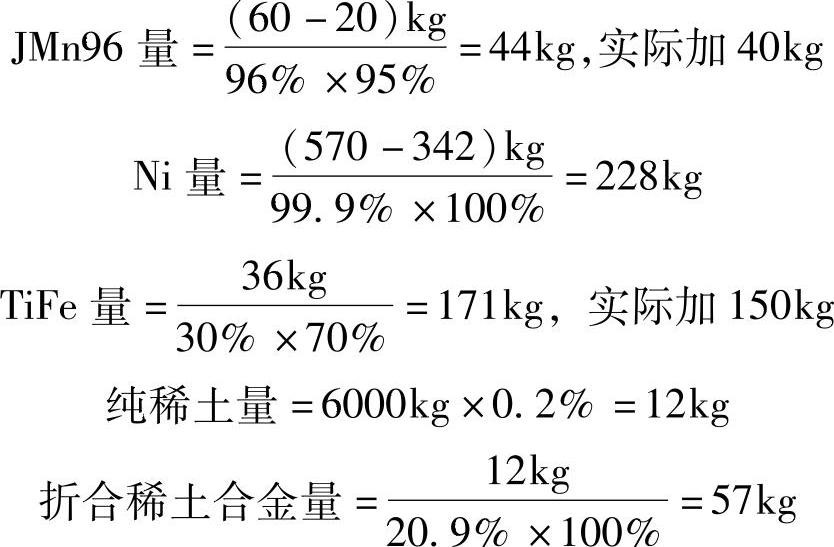
注:20.9%是稀土合金中Ce含量,在炼钢中,钢液含Si量高时可少加稀土合金,防止Si超量。
8)Al块每吨钢液要加1.5~2kg,6000kg钢液按10kg加。
9)低S、P钢配入量(或称软铁,或简称低P钢):
低S、P钢量=(6300-3800-866-228-150-40-57-10)kg
=1149kg,实际加1200kg
10)造渣脱氧用粉状合金料:
SiCa粉加入比例=10kg/t钢(经验数)
则 SiCa粉加入量=10kg/t×6t=60kg
Al粉加入比例=10kg/t钢(经验数)
则 Al粉加入量=10kg/t×6t=60kg
11)氧化前装料量[同时把电极块(配碳用)加入]:
装料量=(3800+1200+228)kg=5228kg
12)计算熔清时钢液含合金元素量:

注:703kg是由3800kg返回料中含Cr18.5%计算而来的。

注:570kg是3800kg返回料中含Ni量342kg加上加入的Ni量228kg,即(342+228)kg=570kg。

13)钢液熔清化验分析结果(质量分数):
Cr=12.5%、Ni=10.8%、Mn=0.75%、C=0.36%。
14)炉后化验分析结果(质量分数,%):
C=0.06、Si=0.93、Mn=1.36、Cr=18.8、Ni=9.5、
Ti=0.55、S=0.013、P=0.038。
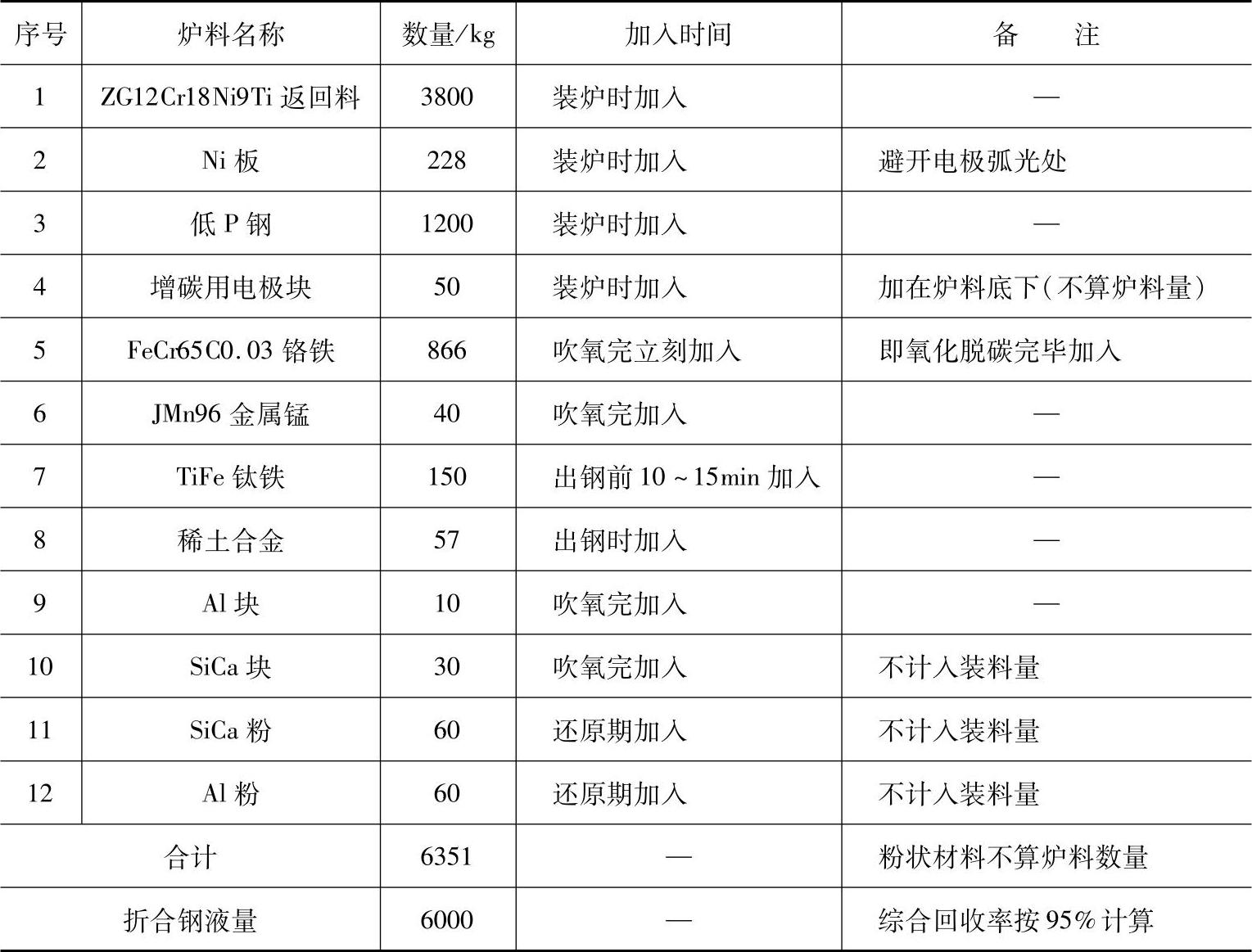
15)炉料汇总(ZG12Cr18Ni9Ti)见表7-9。
表7-9 炉料汇总表(ZG12Cr18Ni9Ti)
例7-3 熔炼ZG40CrNiMo合金钢配料计算。
1)采用返回法熔炼,本钢种返回料为90%。
2)确定钢液量为7000kg。
3)ZG40CrNiMo化学成分(质量分数,%):C0.37~0.44、Si0.4~0.8、Mn0.5~0.8、Cr0.6~0.9、Ni1.20~1.70、Mo0.15~0.25、P≤0.04、S≤0.04。
4)配入成分(质量分数,%):Si0.27、Mn0.65、Ni1.50、Cr0.75、Mo0.20。
5)炉料回收率97%, ,取7200kg。
,取7200kg。
6)返回炉料量=7000kg×90%=6300kg。
7)全炉需要纯合金数量:
纯Mn量=7000kg×0.65%=45.5kg
纯Ni量=7000kg×1.50%=105kg
纯Cr量=7000kg×0.75%=52.5kg
纯Mo量=7000kg×0.20%=14kg
8)返回料带入钢液中元素量:
带入Mn量=6300kg×0.65%×50%=20.5kg(50%为Mn回收率)
带入Ni量=6300kg×1.5%×97%=91.6kg(97%为Ni回收率)
带入Cr量=6300kg×0.75%×80%=37.8kg≈38kg(80%为Cr回收率)
带入Mo量=6300kg×0.20%×96%=12kg(96%为Mo回收率)
9)全炉需加入合金铁量:

注:70%为MnFe的Mn含量,95%为回收率。
CrFe可用中碳CrFe。

10)低P钢配入量:
低P钢配入量=(7200-6300-38-14-23-3.5)kg=821.5kg≈822kg
11)配料量=(6300+822+23+14)kg=7159kg。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。