



第二种配料计算方法,采用铁矿石氧化,以ZG230-450钢为例,设钢液量8000kg。
1.钢液量的确定
要根据车间铸件总质量加上浇注系统总质量和少量钢液裕量,即
钢液量=铸件总重+浇注系统总重+少量钢液裕量
2.矿石加入量
据生产实践,每吨钢液每脱一个碳(0.01%的C)用铁矿石1kg,当钢液脱碳量为0.30%~0.40%,取脱碳0.30%,则8000kg钢液脱碳30%需铁矿石240kg。
3.矿石中Fe进入钢液量
设矿石中含Fe为50%,回收率为80%,则矿石中含Fe量=240kg×50%×80%=96kg。
4.MnFe脱氧剂加入量
钢液中Mn含量在氧化末期已经很少,但在还原期加硅铁粉和焦炭粉还可以还原0.25%Mn量,则补加MnFe量为
 ,取0.76%
,取0.76%
5.MnFe进入钢液量
8000kg钢液需补加MnFe量=8000kg×0.76%=60.8kg,取61kg
MnFe进入钢液量=61kg×85%=51.8kg≈52kg
6.计算配料量
 ,采用8300kg,米用8300kg
,采用8300kg,米用8300kg
注意,95%为炉料回收率。
7.炉料搭配
设废铸件占40%,钢屑占20%,杂乱废钢占30%,余为生铁。
则 废铸件量=8300kg×40%=3320kg
杂乱废钢量=8300kg×30%=2490kg,采用2500kg
钢屑量=8300kg×20%=1660kg
8.炉料化学成分(表6-3)
表6-3 炉料化学成分(质量分数) (%)

9.配碳量
公式为
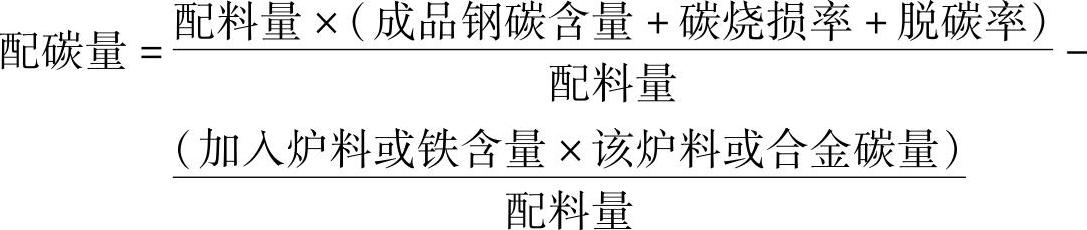
则 
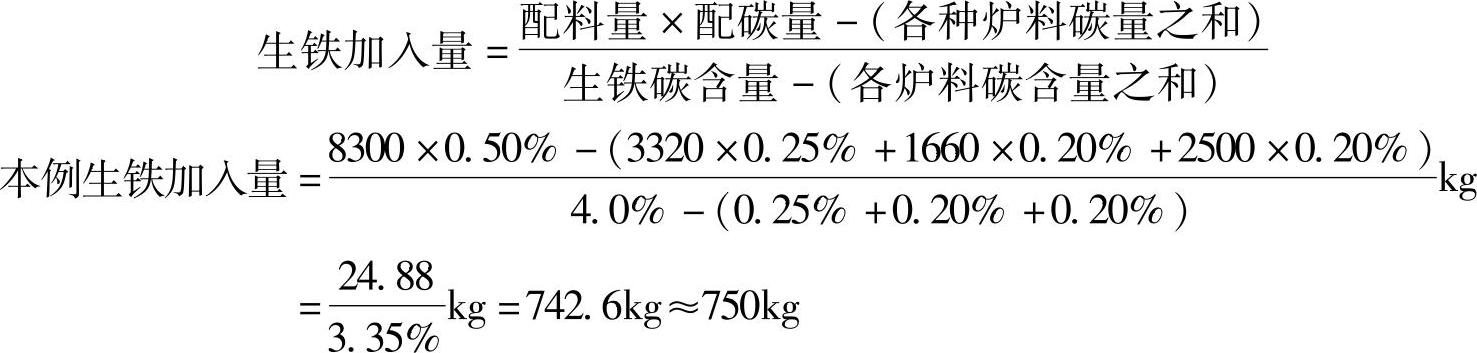
10.生铁加入量
公式为
11.硅铁加入量
公式为(https://www.xing528.com)

12.硅铁进入钢液量
设80%为回收率,则
SiFe进入量=30kg×80%=24.0kg
13.装入量
装入量即炼钢中所加金属材料之和。
装入量=(8300+96+61+30)kg=8487kg
14.出钢量
出钢量=装入量×综合回收率
出钢量=8487kg×95%=8062kg
15.验算熔清时碳含量

实际上在加热熔清时碳烧损约15%,则实际熔清碳含量=0.56%-0.56%×15%=0.476%≈0.48%。
16.氧化脱碳计算
采用铁矿石氧化,是利用铁矿石含Fe2O380%~90%的赤铁矿石提供FeO和“O”,氧化C、Si、Mn、Cr、P等。
计算1kg赤铁矿石化学反应式可生成FeO量和O量:
Fe2O3+Fe=3FeO
160 216
1×85% x1

(FeO)=[Fe]+[O]
72 16
1.148 x2

氧化脱C量按0.6%计算,1t钢液氧化C=1000kg×0.6%=6kg,需要FeO量
[FeO]+[O]=[Fe]+Co↑
72 12
x3 6
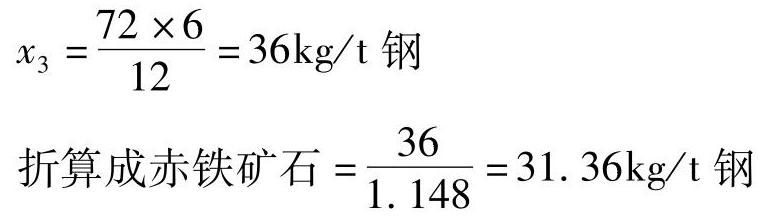
氧化0.6%C,1t钢液需要赤铁矿石31.36kg。
氧化Si、Mn、Cr、P等同样列出化学反应式计算赤铁矿石需要量从略。
这是按平衡条件计算的理论值,实际炼钢生产中氧化0.01%C(碳),按1t钢液加入1~1.5kg赤铁矿石计算。熔炼高合金钢氧化C、Si、Mn、Cr等元素采用高压0.4~0.8MPa或0.8~1.5MPa氧气氧化。
国内有的工厂(公司)熔炼超低碳[w(C)=0.02%~0.06%]高合金不锈耐蚀钢,采用先进的AOD氩氧精炼炉双联氧化脱碳,并补加合金材料。如原沈阳高中压阀门厂采用国产AOD炉双联熔炼;原沈阳水泵厂5t电弧炉熔炼不锈钢液转到引进美国产3tAOD炉精炼,钢液成分稳定,达到优质钢液水平,已用于浇注各种不锈耐蚀超低碳钢铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。