



例1 子程序编程零件1如图3-33所示,试编写数控加工程序。
1.零件分析
该零件为阶梯轴零件,其成品最大直径为ϕ49mm,由于直径较小,毛坯可以采用ϕ50mm的圆柱棒料,加工后切断即可,这样可以节省装夹料头,并保证各加工表面间具有较高的相互位置精度。装夹时注意控制毛坯外伸量,提高装夹刚性。
2.工艺分析
子程序编程可以简化或优化程序,使子程序类零件程序更加的简洁。
【加工工序】
1)将毛坯找正、夹紧,用外圆端面车刀车削右端面,并用试切法对刀。
2)粗、精加工外圆轮廓至图样要求。
3)去毛刺,检测工件各项尺寸要求。
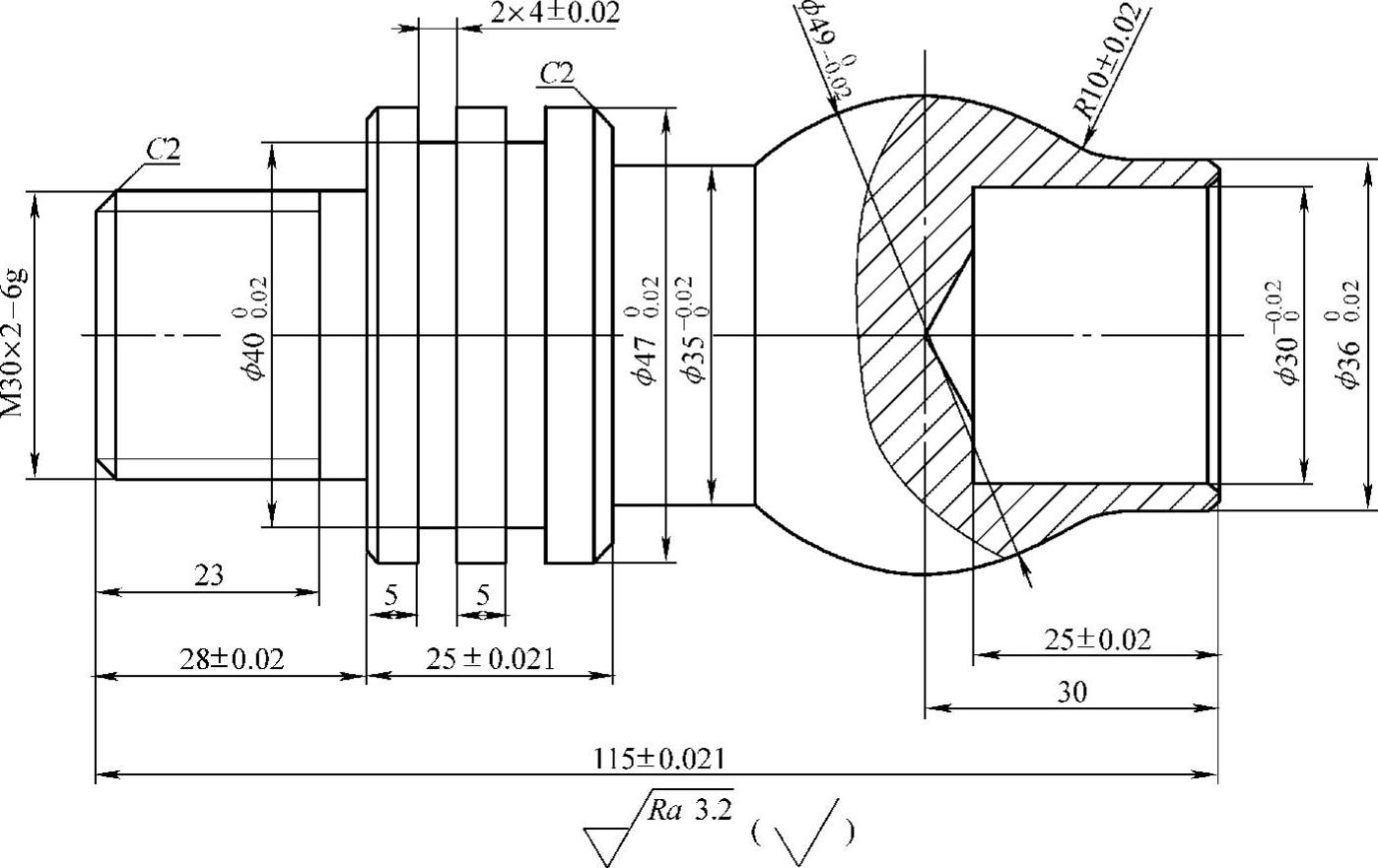
图3-33 子程序编程零件1
3.参考程序
【工件坐标系原点】工件右端面回转中心。
AAA333.MPF;(切槽主程序)
G90 G95 G40 G71;(程序初始化)
T1D1;(换切槽刀,刀宽3mm)
M03 S800 F0.1 M08;(主轴正转,n=800r/min,进给量为0.1mm/r)
G00 X52.0 Z-37.0;(快速定位)
CYCLE95(“L333”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第一个槽)
G90 X52.0 Z-46;(快速定位)
CYCLE95(“L333”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第二个槽)
M30;(程序结束)
L333.SPF;(槽切削子程序)
G91;
G01 X40.2;(X向进给)
X48;(X向进给)
W1;(Z向进给)
X40;(X向进给)
W-1;(Z向进给)
X52;(X向退刀)
RET;(返回主程序)
例2 子程序编程零件2如图3-34所示,试编写数控加工程序。
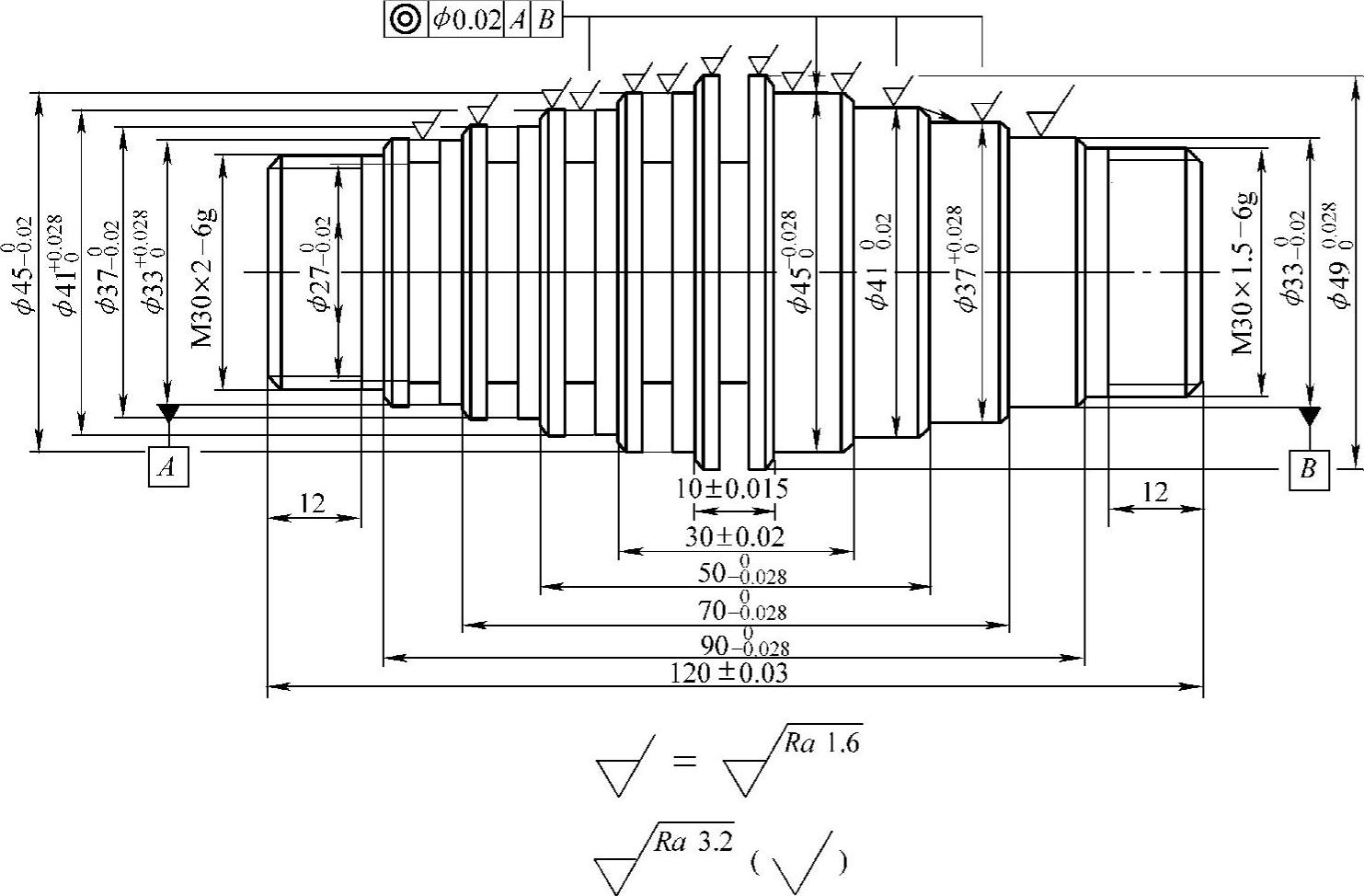
图3-34 子程序编程零件2
1.零件分析
该零件为阶梯轴零件,其成品最大直径为ϕ49mm,根据零件最大尺寸要求,毛坯可以采用ϕ50mm的圆柱棒料,加工后切断即可,这样可以节省装夹料头,并保证各加工表面间具有较高的相互位置精度。装夹时注意控制毛坯外伸量,提高装夹刚性。
2.工艺分析
使用子程序编程可以简化或优化程序,使子程序类零件程序更加的简洁。
【加工工序】
1)将毛坯找正、夹紧,用外圆端面车刀车削右端面,并用试切法对刀。
2)粗、精加工外圆轮廓至图样要求。
3)去毛刺,检测工件各项尺寸要求。
3.参考程序
【工件坐标系原点】工件右端面回转中心。
AAA334.MPF;(切槽主程序)
G90 G95 G40 G71;(程序初始化)
T1D1;(换切槽刀,刀宽3mm)
M03 S800 F0.1 M08;(主轴正转,n=800r/min,进给量为0.1mm/r)
G00 X52.0 Z-18.0;(快速定位)
CYCLE95(“L334”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第一个槽)
G90X52.0 Z-26;(快速定位)
CYCLE95(“L334”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第二个槽)
G90X52.0 Z-58;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第三个槽)
G90X52.0 Z-66;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第四个槽)
M30;(程序结束)(https://www.xing528.com)
L334.SPF;(槽切削子程序)
G91;(绝对值编程)
G01 X31.2;(X向进给)
X50;(X向进给)
W1;(Z向进给)
X31;(X向进给)
W-1;(Z向进给)
X52;(X向退刀)
RET;(返回主程序)
L335.SPF;(槽切削子程序)
G91;(绝对值编程)
G01 X41.2;(X向进给)
X50;(X向进给)
W1;(Z向进给)
X41;(X向进给)
W-1;(Z向进给)
X52;(X向退刀)
RET;(返回主程序)
例3 子程序编程零件3如图3-35所示,试编写数控加工程序。
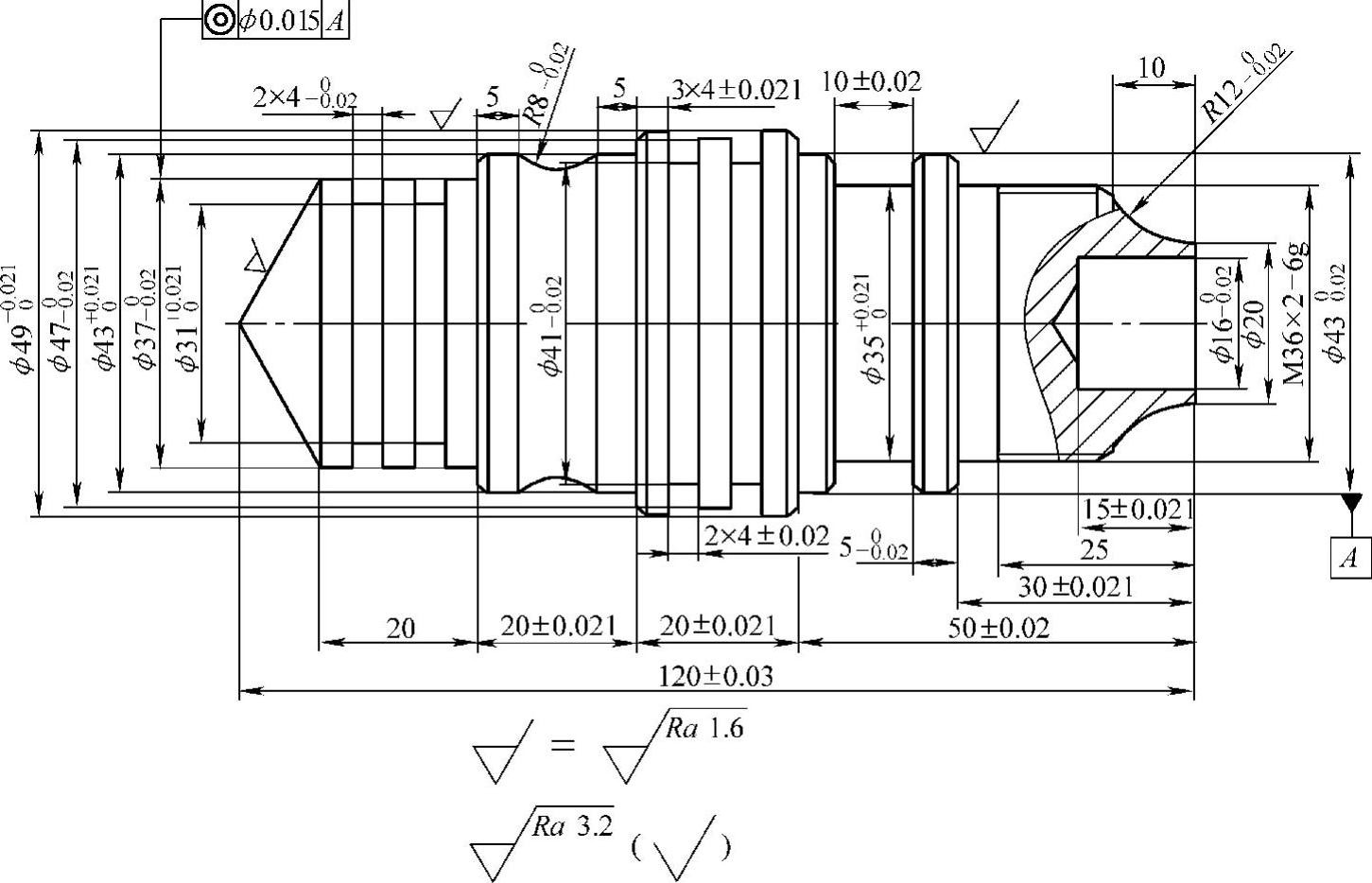
图3-35 子程序编程零件3
1.零件分析
该零件为阶梯轴零件,其成品最大直径为ϕ49mm,根据零件最大尺寸要求,毛坯可以采用ϕ50mm的圆柱棒料,加工后切断即可,这样可以节省装夹料头,并保证各加工表面间具有较高的相互位置精度。装夹时注意控制毛坯外伸量,提高装夹刚性。
2.工艺分析
子程序编程可以简化或优化程序,使子程序类零件程序更加的简洁。
【加工工序】
1)将毛坯找正、夹紧,用外圆端面车刀车削右端面,并用试切法对刀。
2)粗、精加工外圆轮廓至图样要求。
3)去毛刺,检测工件各项尺寸要求。
3.参考程序
【工件坐标系原点】工件左端面回转中心。
AAA335.MPF;(切槽主程序)
G90 G95 G40 G71;(程序初始化)
T1D1;(换切槽刀,刀宽3mm)
M03 S800 F0.1 M08;(主轴正转,n=800r/min,进给量为0.1mm/r)
G00 X52.0 Z-22.0;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第一个槽)
G90 X52.0 Z-32;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第二个槽)
G90 X52.0 Z-42;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第三个槽)
G90X52.0 Z-52;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第四个槽)
G90X52.0 Z-62;(快速定位)
CYCLE95(“L335”,2.0,0,0.3,,0.2,0.2,0.05,9,,,0.5);(切削第五个槽)
M30;(程序结束)
L335.SPF;(槽切削子程序)
G91;(绝对值编程)
G01 X27.2;(X向进给)
X50;(X向进给)
W1;(Z向进给)
X27;(X向进给)
W-1;(Z向进给)
X52;(X向退刀)
RET;(返回主程序)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。