



例1 高级工零件1如图2-46所示,试编写数控加工程序。
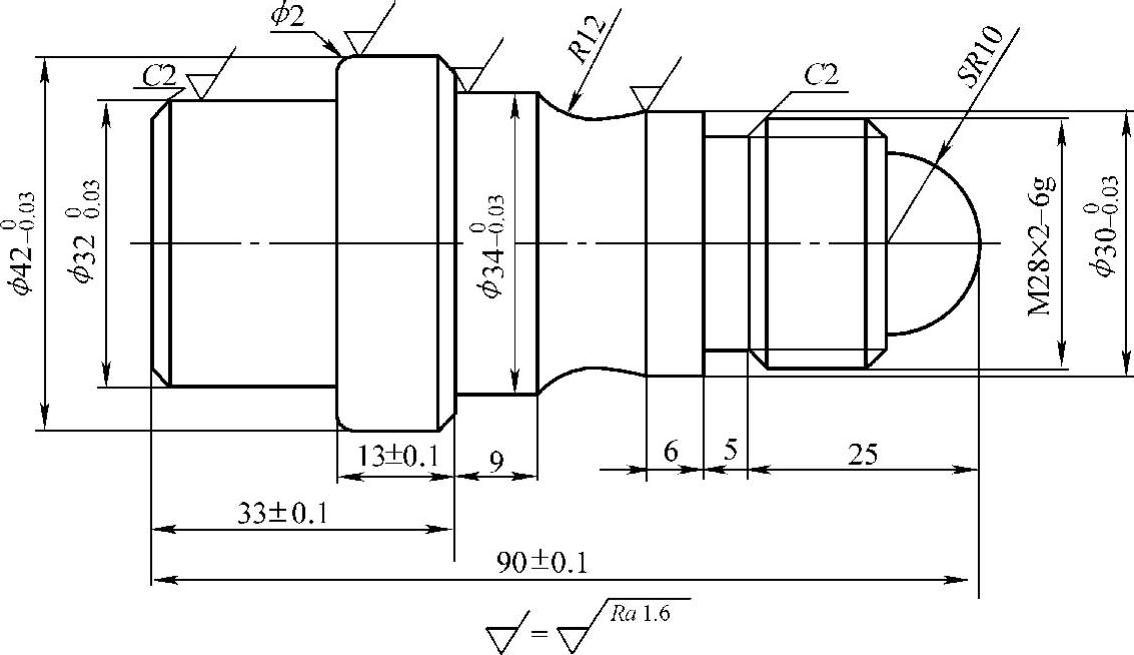
图2-46 高级工零件1
1.零件分析
该工件最大直径为ϕ42mm,毛坯采用ϕ45mm×93mm的圆钢。装夹时注意控制毛坯外伸量,提高装夹刚性。
2.工艺分析
以ϕ45mm外圆为定位基准,用自定心卡盘装夹,加工左边轮廓;再以ϕ42mm外圆为定位基准,用自定心卡盘装夹,保证总长度,并加工右轮廓,切螺纹退刀槽,车螺纹。切削用量详见参考程序。
【加工工序】
1)用外圆端面车刀平左端面,用试切法对刀。
2)用G71、G70循环指令粗、精加工外轮廓。
3)掉头装夹,加工并保证总长(90±0.1)mm。
4)用G71、G70循环指令粗、精加工外轮廓,并保证各轮廓尺寸。
5)加工螺纹退刀槽。
6)加工M28螺纹。
7)去毛刺,检测工件各项尺寸要求。
3.参考程序
【工件坐标系原点】工件左端面回转中心(工序一);工件右端面回转中心(工序二)。
【刀具】T01:外圆车刀;T02:外切槽刀(刀宽4mm);T03:外螺纹车刀。
加工左端程序(工序一):
O0011;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,主轴转速为800r/min)
N30 G00 X47.Z2.;(快速点定位)
N40 G71 U2.R1;(外径粗加工循环)
N50 G71 P60 Q120 U0.4 W0.1 F0.3;(外径粗加工循环)
N60 G00 X28;(精车路线N60~N120)
N70 G01 Z0 F0.2;
N80 X32 W-2;
N90 Z-20;
N100 X38
N110 G02 X42.W-2.R2.;
N120 G01 Z-34;(精车路线N60~N120)
N130 M03 S1000;(主轴正转,n=1000r/min)
N140 G70 P60 Q120;(用G70循环指令进行粗加工)
N150 G00 X100.Z150.;(快速返回换刀点)
N160 M30;(程序结束,返回程序头)
加工右端程序(工序二):
O0012;
N10 G99 G21 G40;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,主轴转速为800r/min)
N30 G00 G42 X46.Z2.;(快速点定位,建立刀尖半径右补偿)
N40 G71 U2.R1;(外径粗加工循环)
N50 G71 P60 Q170 U0.4 W0.2 F0.3;(外径粗加工循环)
N60 G00 X0;(精车路线N60~N170)
N70 G01 Z0 F0.15;
N80 G03 X20.W-10.R10.;
N90 G01 X23.8;
N100 X27.8 W-2.;
N110 Z-30;
N120 X30;
N130 W-6;
N140 X34.W-12;
N150 W-9.;
N160 X38
N170 X44 W-3(精车路线N60~N170)
N180 M03 S1000;(主轴正转,n=1000r/min)
N190 G70 P60 Q170;(用G70循环指令进行精加工)
N200 G00 G40 X50.Z50.;(快速点定位,取消刀尖半径右补偿)
N210 G00 G42 X32 Z-36;(快速点定位,建立刀尖半径右补偿)
N230 G01 X30 F0.2;(直线插补)
N240 G02 X34 W-12 R12;(顺圆插补)
N250 G00 G40 X100.Z150.;(快速退刀,取消刀尖半径右补偿)
N260 T0202;(换T02号4mm外切槽刀,并调用2号刀补)
N270 M03 S500;(主轴正转,n=500r/min)
N280 G00 X31.Z-30.;(快速点定位)
N290 G01 X24.F0.08;(切槽)
N300 G00 X29;(退刀)
N310 G01 X24.F0.08;(切槽)
N320 G00 X31.;(退刀)
N330 X100.Z150.;(快速返回换刀点)
N340 T0303;(换T03外螺纹刀,并调用3号刀补)
N350 M03 S600;(主轴正转,n=600r/min)
N360 G00 X32 Z-28;(快速点定位)
N370 G92 X27.1 Z-47 F2;(第一刀车进0.9mm)
N380 X26.6;(第二刀车进0.6mm)
N390 X26.;(第三刀车进0.6mm)
N400 X25.6;(第四刀车进0.4mm)
N410 X25.5;(第五刀车进0.1mm)
N420 G00 X100.Z150.;(快速返回换刀点)
N430 M30;(程序结束,返回程序头)
例2 高级工零件2如图2-47所示,试编写数控加工程序。

图2-47 高级工零件2
1.零件分析
该工件最大直径为ϕ26mm,毛坯采用ϕ30mm×58mm的圆钢。装夹时注意控制毛坯外伸量,提高装夹刚性。
2.工艺分析
以ϕ30mm外圆为定位基准,用自定心卡盘装夹,车左端面并加工外轮廓,保证ϕ26外圆尺寸精度。掉头装夹,以ϕ26外圆为定位基准,车右端面,保证总长度,并加工右端外轮廓。掉头装夹,再以右端ϕ15mm外圆为定位基准,用自定心卡盘加后顶尖装夹(一夹一顶),切槽并加工左端M26螺纹。切削用量详见参考程序。
【加工工序】
1)加工左端。用外圆端面车刀平左端面,用试切法对刀。
2)用G90循环指令,粗加工外轮廓,然后精车外轮廓保证ϕ26mm尺寸精度。
3)掉头装夹,加工零件保证总长(55±0.1)mm。
4)用G73、G70循环指令粗、精加工外轮廓,并保证各轮廓尺寸。
5)掉头装夹,加工螺纹退刀槽。
6)加工M26螺纹。
7)去毛刺,检测工件各项尺寸要求。
3.参考程序
【工件坐标系原点】工件右端面回转中心。
【刀具】T01:外圆车刀;T02:外切槽刀(刀宽4mm);T03:外螺纹车刀。
加工左端程序(工序一):
O0021;
N10 G99 G21 G40;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,导入该刀刀补)
N30 G00 X32.Z2;(快速点定位)
N40 G90 X29 Z-23 F0.2;(单一形状固定循环加工)
N40 X26.2;
N50 M03 S1100;(主轴正转,n=1000r/min)
N60 G00 Z2;(快速点定位)
N70 X23.8;(快速点定位)
N80 G01 Z0 F0.1;
N90 X25.8 Z-1;(倒角)
N100 Z-17;
N110 X26;
N120 Z-23;
N130 G00 X100;(退刀)
N140 Z150.;(退刀)
N150 M30;(程序结束,返回程序头)
加工右端程序(工序二):
O0022;
N10 G99 G21 G40;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,导入该刀刀补)
N30 G00 X32 Z2.;(快速点定位)
N40 G73 U6.W0.5 R4;(外轮廓粗加工循环)
N50 G73 P60 Q160 U0.4 W0.2 F0.25;(外轮廓粗加工循环)
N60 G00 G42 X0;(精车路线N80~N160)
N70 G01 Z0 F0.15;
N80 G03 X15 Z-7.5 R7.5;
N90 G01 Z-12.5;
N100 X10 Z-17;
N105 Z-20;
N110 G02 X16 Z-27.5 R10;
N120 G01 X26 Z-32.5;
N130 W-5;
N140 X-25.8 W-4;
N150 Z-60;
N160 G00 X30;(精车路线N80~N170)
N170 S1000;(主轴正转,n=1000r/min)
N180 G70 P60 Q160;(用G70循环指令进行精加工)
N190 G00 X100.Z150.;(快速返回换刀点)
N270 M30;(程序结束,返回程序头)
加工左端程序(工序三):
O0023;
N10 G99 G21 G40;(定义米制输入、每转进给方式编程)
N260 T0202;(换T02外切槽刀,导入该刀刀补)
N270 M03 S500;(主轴正转,n=700r/min)
N280 G00 X28.Z-17.5.;(快速点定位)
N290 G01 X22.F0.08;(切槽)
N280 G00 X28.;(退刀)
N330 G00 X100.Z150.;(快速返回换刀点)
N340 T0303;(换T03号外螺纹车刀)
N350 M03 S600;(主轴正转,n=600r/min)
N360 G00 X32 Z3;(快速点定位到螺纹循环起点)
N370 G92 X25.1 Z-47 F2;(第一刀车进0.9mm)
N380 X24.6;(第二刀车进0.6mm)
N390 X24.;(第三刀车进0.6mm)
N400 X23.6;(第四刀车进0.4mm)
N410 X23.5;(第五刀车进0.1mm)
N420 G00 X100.Z150.;(快速返回换刀点)
N430 M30;(程序结束,返回程序头)
例3 高级工零件3如图2-48所示,试编写数控加工程序。
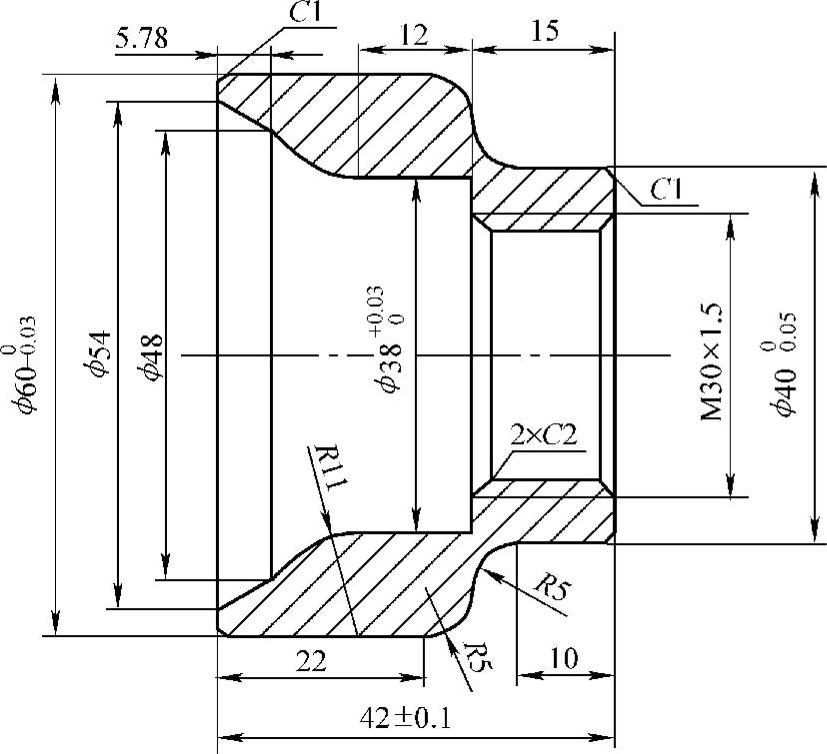
图2-48 高级工零件3
1.零件分析
该工件最大直径为ϕ60mm,毛坯采用ϕ62mm的圆钢棒料(预钻ϕ25mm孔)。
2.工艺分析
以ϕ62mm外圆为定位基准,用自定心卡盘装夹,加工右端外轮廓,并切断,保证42mm总长度,掉头装夹,以加工好的ϕ40mm外圆为定位基准,加工内形;掉头装夹,以加工好的ϕ60mm外圆为定位基准,内孔倒角,最后车内螺纹。
【加工工序】
1)用卡盘装夹ϕ62mm毛坯外圆,车右端面。
2)用ϕ25mm麻花钻头钻通孔。
3)用循环指令加工零件外轮廓,粗、精车至尺寸,并保证长度42mm,切断。
4)掉头装夹,用90°内孔镗刀粗、精镗内孔,保证内轮廓精度。
5)车内螺纹,并保证螺纹精度要求。
3.参考程序
【工件坐标系原点】工件右端面回转中心(工序一);工件左端面回转中心(工序二)。
【刀具】T01:有断削槽的90°重磨内孔镗刀,负责粗精镗内孔;T02:外圆车刀,负责光端面和车外圆;T03:内螺纹车刀。
加工右端外轮廓程序(工序一):
O0031;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 T0202;(换T02号外圆车刀,导入该刀刀补)
N30 G00 X63.Z2.;(快速点定位)
N40 G71 U1.5 R1;(外径粗加工循环)
N50 G71 P60 Q120 U0.3 W0.1 F0.25;(外径粗加工循环)
N60 G01 X38.F0.15;(精车路线N60~N120)
N70 Z0;
N80 X40.W-1.;
N90 Z-10.;
N100 G02 X50.W-5 R5;
N110 G03 X60.W-5 R5;
N120 G01 Z-47 R5;(精车路线N60~N120)
N130 S1200;(主轴正转,n=1200r/min)
N140 G70 P60 Q120;(用G70循环指令进行精加工)
N150 G00 X100.Z150.;(快速返回换刀点)
N160 M30;(程序结束,返回程序头)
加工左端内形程序(工序二):
O0032;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 T0101;(换T01号内孔镗刀,导入该刀刀补)
N30 M08;(切削液开)
N40 M03 S800;(主轴正转,n=800r/min)
N50 G00 X22.Z2.;(快速点定位)
N60 G71 U1.5 R1;(外径粗加工循环)
N70 G71 P80 Q160 U-0.3 W0.1 F0.25;(外径粗加工循环)
N80 G00 X54;(精车路线N80~N160)
N90 G01 Z0 F0.15;
N100 G01 X48.W-5.78;
N110 G03 X38.W-11 R11;
N120 G01 W-12.;
N130 X32.5;
N140 X28.5.W-2;
N150 Z-43;
N160 X22;(精车路线N80~N160)
N170 M03 S1200;(主轴正转,n=1200r/min)
N180 G70 P80 Q160;(用G70循环指令进行精加工)
N190 G00 X100.Z150.;(快速返回换刀点)
N200 M30;(程序结束,返回程序头)
加工内螺纹程序(工序三):
O0033;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 T0303;(换T03号内螺纹车刀,导入该刀刀补)
N30 M08;(切削液开)
N40 M03 S500;(主轴正转,n=500r/min)
N50 G00 X22.Z2.;(快速点定位到螺纹循环起点)
N60 G92 X28.84 Z-17 F1.5;(第一刀车进0.8mm)
N70 X29.44;(第二刀车进0.6mm)
N80 X29.84;(第三刀车进0.4mm)
N90 X30;(第四刀车进0.16mm)
N100 M30;
例4 高级工零件4如图2-49所示,试编写数控加工程序。
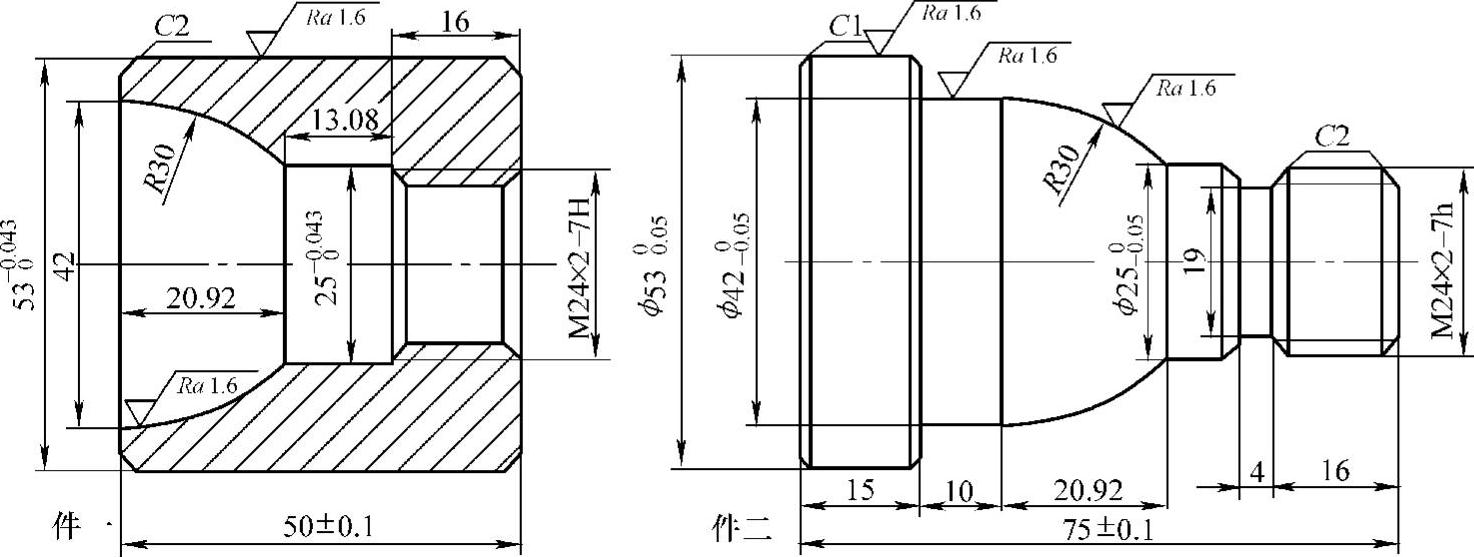
图2-49 高级工零件4
1.零件分析
该工件是一个组合件,两工件是分开加工的,加工好后要达到相应的配合要求,尺寸精度要求较高,加工时要注意同轴度的要求。材料为45钢,毛坯尺寸为ϕ60mm×135mm的圆钢。
2.工艺分析(https://www.xing528.com)
毛坯是两个工件合在一起的棒料,凹件外圆表面先加工,然后利用加工好的凹件外圆作加工凸件的夹持部分,加工好凸件的右端轮廓后,进行切断,切断后直接进行凹件的内孔加工。装夹次数为三次,第一次加工凹件外圆;第二次加工凸件内型腔;第三次加工凸件左端面。夹持加工好的表面时,注意要用铜皮包裹已加工表面,防止夹伤表面。
【加工工序】
1)粗、精加工凹件的右端面及外圆,保证ϕ53mm尺寸的要求。
2)掉头装夹,找正并夹紧。
3)粗车凸件外圆各个表面,留精加工余量0.2~0.5mm。
4)精车凸件外圆圆弧等各表面达到图样要求,外螺纹大径车小0.2mm。
5)加工螺纹退刀槽。
6)加工外螺纹,达到图样要求。
7)割断,保证总长留有1mm的余量。
8)加工凹件的左端面,保证凹件总长要求。
9)粗镗内孔,留精加工余量0.2~0.5mm。
10)精镗内孔,达到图样各项要求。
11)加工内螺纹,保证与外螺纹的配合要求。
12)试配两件,如有需要,则进行修正。
13)装夹凸件,找正夹紧,准备加工凸件的左端面。
14)粗、精加工凸件的左端面,保证凸件总长要求。
3.参考程序
【工件坐标系原点】工序一和工序三,工件坐标系原点为工件左端面回转中心;工序二,工件坐标系原点为工件右端面回转中心。
【刀具】T01:外圆车刀;T02:外切槽刀(刀宽3mm);T03:外螺纹车刀;T04:内孔镗刀;T05:内螺纹车刀。
加工件二左端外圆程序(工序一):
O0041;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,导入该刀刀补)
N30 G00 X62.Z0;(快速点定位)
N40 G01 X0.F0.1;
N50 G00 X62.Z2;(退刀)
N60 G90 X57 Z-52 F0.2;(单一形状固定循环加工)
N65 X53.2;
N70 G01 X51.2 Z0 F0.1;
N80 X53.2 Z-1;
N90 M03 S1100;
N100 G00 Z2;
N110 X46;
N120 G01 Z0 F0.1;
N130 X53 Z-1;
N140 Z-52;
N150 G00 X100;(退刀)
N160 Z150.;(退刀)
N170 M30;(程序结束返回程序头)
加工件一右端程序(工序二):
O0042;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,导入该刀刀补)
N25 M08;(切削液开)
N30 G00 X62.Z2.;(快速点定位)
N40 G71 U2.R1;(外径粗加工循环)
N50 G71 P60 Q170 U0.2 W0.1 F0.25;(外径粗加工循环)
N60 G00 G42 X19.8;(精车路线N60~N170)
N70 G01 Z0 F0.15;
N80 X23.8 Z-2;
N90 Z-20;
N100 X25.;
N110 W-9.08;
N120 G03 X42.W-29.92.R30.;
N130 G01 W-10;
N140 X51.;
N150 X53 W-1.;
N160 Z-78;
N170 G40 X62;(精车路线N80~N170)
N180 M03 S1000;(主轴正转,n=1000r/min)
N190 G70 P60 Q170;(用G70循环指令进行精加工)
N200 G00 X50.Z50.;
N210 G00 G42 X32 Z-36;(建立刀补)
N220 G01 X30 F0.2;
N230 G02 X34 W-12 R12;
N240 G00 G40 X100.Z150.;(快速返回换刀点)
N250 T0202;(换T02号3mm外切槽刀,左刀尖对刀)
N260 M03 S500;(主轴正转,n=500r/min)
N270 G00 X26.Z-20.;(快速点定位)
N280 G01 X19.3 F0.08;
N290 G00 X27
N300 Z-23;
N310 G01 X21.Z-20 F0.08;
N320 G00 X26.;
N330 Z-19;
N340 G01 X19.F0.08;
N350 Z-20;
N360 G00 X25.8;
N370 Z-16.;
N380 G01 X19.8.Z-19 F0.08;
N390 G00 X100.Z150.;(快速返回换刀点)
N400 T0303;(换T03号外螺纹车刀,导入该刀刀补)
N410 M03 S600;(主轴正转,n=600r/min)
N420 G00 X26 Z5;(快速点定位)
N430 G76 P010060 Q100 R0.1;(设置G76指令螺纹循环加工参数)
N440 G76 X31.4 Z-18 R0.P1300 Q500 F2;(设置G76指令螺纹循环加工参数)
N450 G00 X100.Z150.;(快速返回换刀点)
N460 T0202 M03 S600;(换T02号外切槽刀,主轴正转,n=600r/min)
N470 G00 X55.Z-76.;(快速点定位)
N480 G01 X51.W-2.F0.08;(倒角)
N490 X0;(切断)
N500 G00 X55.;(退刀)
N510 G00 X100.Z150.;(快速返回换刀点)
N520 M30;(程序结束,返回程序头)
加工件二左端内孔程序(工序三):
O0043;
N10 G99 G21 G40;
N20 M03 S1000 T0101;(换T01号外圆车刀,导入该刀刀补)
N25 M08;(切削液开)
N30 G00 X55.Z-1;
N40 G01 X53.F0.1;
N50 X51.Z0;(快速点定位)
N60 X40;
N70 G00 Z5;
N80 X55;
N90 G00 X100.Z150.;(快速返回换刀点)
N100 T0404;(换T04号内孔镗刀)
N110 M03 S600;(主轴正转,n=600r/min)
N120 G00 G41 X16.Z2.;(快速点定位,建立刀尖半径右补偿)
N130 G71 U2.R1;(内径粗加工循环)
N140 G71 P150 Q210 U-0.2 W0.1 F0.25;(内径粗加工循环)
N150 G00 X42;(精车路线N150~N210)
N160 G01 Z0 F0.1;
N170 G03 X25.Z-20.92 R30.;
N180 G01 Z-13.08;
N190 X25.6;
N200 X21.6 W-2;
N210 Z-51;(精车路线N150~N210)
N220 M03 S1000;(主轴正转,n=1000r/min)
N230 G70 P150 Q210;(用G70循环指令进行精加工)
N240 G00 G40 X100.Z150.;(快速点定位,取消刀尖半径右补偿)
N250 T0505;(换T05号内螺纹车刀,导入该刀刀补)
N260 M03 S500;(主轴正转,n=500r/min)
N270 G00 X20 Z5;(快速点定位)
N280 Z-29;
N290 G76 P010060 Q100 R0.1;(设置G76指令螺纹循环加工参数)
N300 G76 X24 Z-52 R0.P1300 Q500 F2;(设置G76指令螺纹循环加工参数)
N310 G00 Z5;(退刀)
N320 G00 X100.Z150.;(快速返回换刀点)
N330 M30;(程序结束,返回程序头)
例5 高级工零件5如图2-50所示,试编写数控加工程序。
1.零件分析
该工件最大直径为ϕ98mm,毛坯采用ϕ100mm×35mm的圆钢,底孔已经加工好。
2.工艺分析
由于此盘类零件径向切削尺寸大于轴向切削尺寸,可应用G72固定循环功能,以提高加工质量和生产效率。工序一,以ϕ100mm外圆为定位基准,用自定心卡盘装夹,车左端面并加工左端外轮廓,然后加工左端内轮廓。工序二,以左端ϕ98mm外圆为定位基准,用自定心卡盘装夹,车左端面并加工右端外轮廓,然后加工右端内轮廓。切削用量见参考程序。
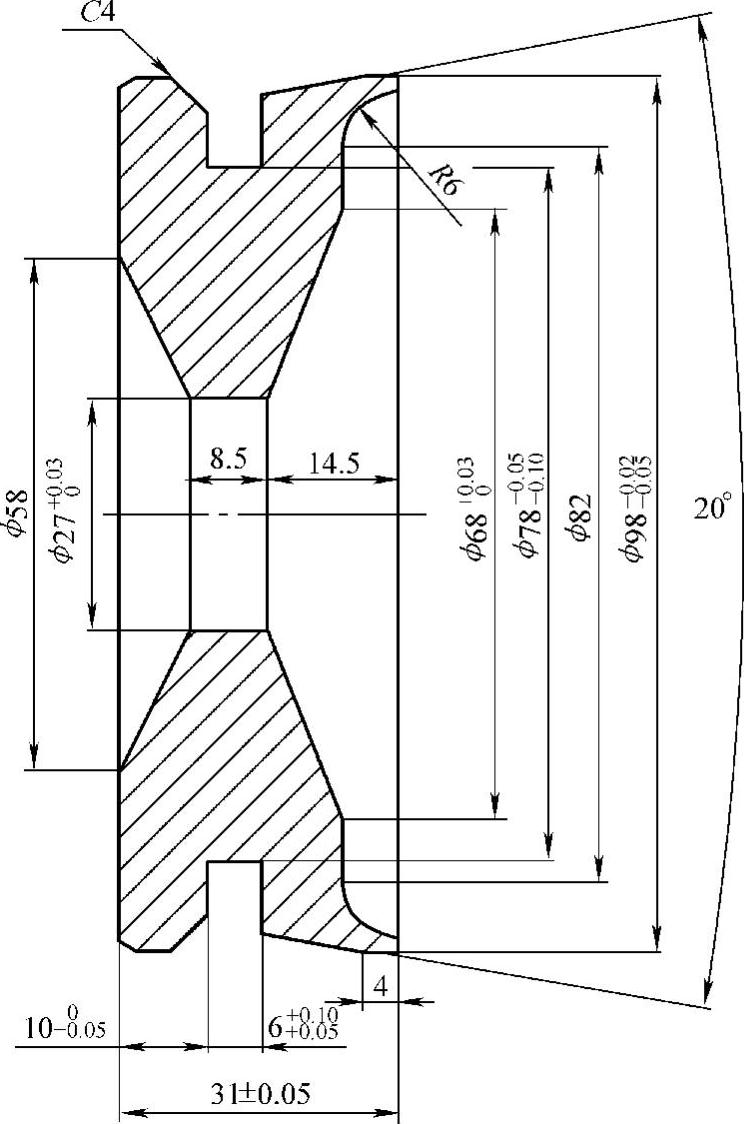
图2-50 高级工零件5
【加工工序】
1)粗、精加工左端端面及外圆,保证ϕ98mm尺寸要求。
2)切槽,保证槽宽以及ϕ98mm尺寸要求。
3)粗镗内孔,留精加工余量0.2~0.5mm。
4)精镗内孔,达到图样各项要求。
5)掉头装夹,找正并夹紧。
6)粗、精加工右端端面及外圆,保证总长31mm尺寸精度要求。
7)粗镗内孔,留精加工余量0.2~0.5mm。
8)精镗内孔,达到图样各项要求。
3.参考程序
【工件坐标系原点】工件左端面回转中心(工序一);工件右端面回转中心(工序二)。
【刀具】T01:外圆车刀;T02:外切槽刀(刀宽4mm);T03:内孔镗刀。
加工左端程序(工序一):
O0051;
N10 G99 G21 G40;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,导入该刀刀补)
N30 G00 X102 Z0;(快速点定位)
N40 G01 X0.F0.1;
N50 G00 X96.2 Z2;
N60 G01 Z0 F0.1;
N70 X98.2 Z-1;
N80 Z-18;
N90 M03 S1100;(主轴正转,n=600r/min)
N100 G00 Z2;(快速点定位)
N110 X96;
N120 G01 Z0 F0.1;
N130 X98 Z-1;
N140 Z-18;
N150 G00 X120;(退刀)
N160 Z150.;(退刀)
N170 T0202;(换T02号4mm外切槽刀,左刀尖对刀)
N180 M03 S400;(主轴正转,n=400r/min)
N190 G00 X100.Z-16.;(快速点定位)
N200 G01 X90 F0.08;
N210 G00 X100;(退刀)
N220 Z-11;
N230 G01 X90 Z-14.2 F0.08;
N240 G00 X100;(退刀)
N250 Z-16.;
N260 G01 X78.5 F0.08;
N270 G00 X100;(退刀)
N280 Z-14.2;
N290 G01 X78.F0.08;
N300 Z-16;
N310 G00 X100;(退刀)
N320 Z-9.;
N330 G01 X90.Z-14.F0.08;
N340 X78.;
N350 G00 X120;(退刀)
N360 Z150.;(退刀)
N370 T0404;(换T03号内孔镗刀)
N380 M03 S600;(主轴正转,n=600r/min)
N390 G00 X16.Z2.;(快速点定位)
N400 G71 U1.5 R1;(内径粗加工循环)
N410 G71 P420 Q440 U-0.5 W0.1 F0.25;(内径粗加工循环)
N420 G00 X58;(精车路线N420~N440)
N430 G01 Z0 F0.1;
N440 G01 X27 Z-8;(精车路线N420~N440)
N450 M03 S1000;(主轴正转,n=1000r/min)
N460 G70 P420 Q440;(用G70循环指令进行精加工)
N470 G00 Z150.;(退刀)
N480 X120.;(退刀)
N490 M30;(程序结束,返回程序头)
加工右端程序(工序二):
O0052;
N10 G99 G21;(定义米制输入、每转进给方式编程)
N20 M03 S800 T0101;(换T01号外圆车刀,导入该刀刀补)
N30 G00 X102 Z0;(快速点定位)
N40 G01 X0.F0.1;
N50 G00 X98.2 Z2;(快速点定位)
N60 G01 Z-16 F0.1;
N70 M03 S1100;(主轴正转,n=1100r/min)
N80 G00 Z2;(快速点定位)
N90 X98;
N100 G01 Z-4 F0.1;
N110 X94.12 Z-15;
N120 G00 X120;
N130 Z150.;
N140 T0404;(换T03号内孔镗刀)
N150 M03 S600;(主轴正转,n=600r/min)
N160 G00 X16.Z2.;(快速点定位)
N170 G72 W1.R0.3;(内径粗加工循环)
N180 G72 P190 Q240 U-0.1 W0.3 F0.25;(内径粗加工循环)
N190 G00 Z-14.5;(精车路线N190~N240)
N200 G01 X27 F0.1;
N210 X68 Z-6;
N220 X82;
N230 G02 X92 Z0;
N240 G01 Z2;(精车路线N190~N240)
N250 M03 S1000;(主轴正转,n=1000r/min)
N260 G70 P190 Q240;(用G70循环指令进行精加工)
N270 G00 X120.Z150.;(快速返回换刀点)
N280 M30;(程序结束,返回程序头)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。