



例1 螺纹类零件1如图2-11所示,试编写数控加工程序。
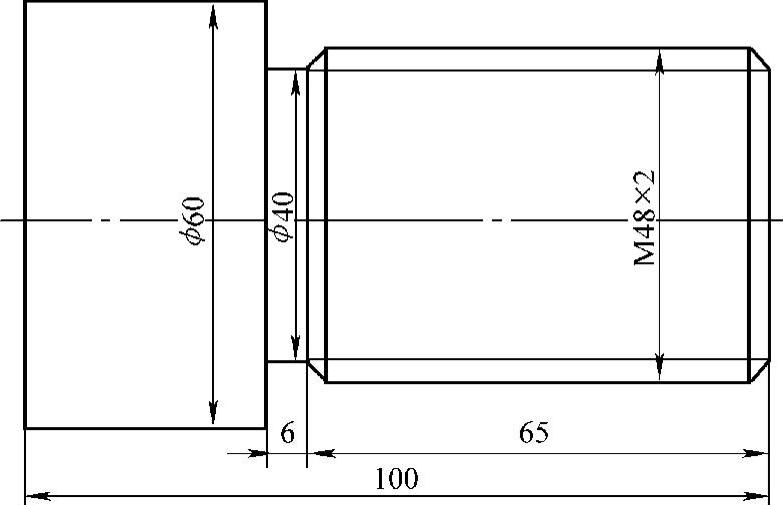
图2-11 螺纹类零件1
1.零件分析
该零件轮廓已经加工好,只需加工ϕ48处M48×2螺纹部分。
2.工艺分析
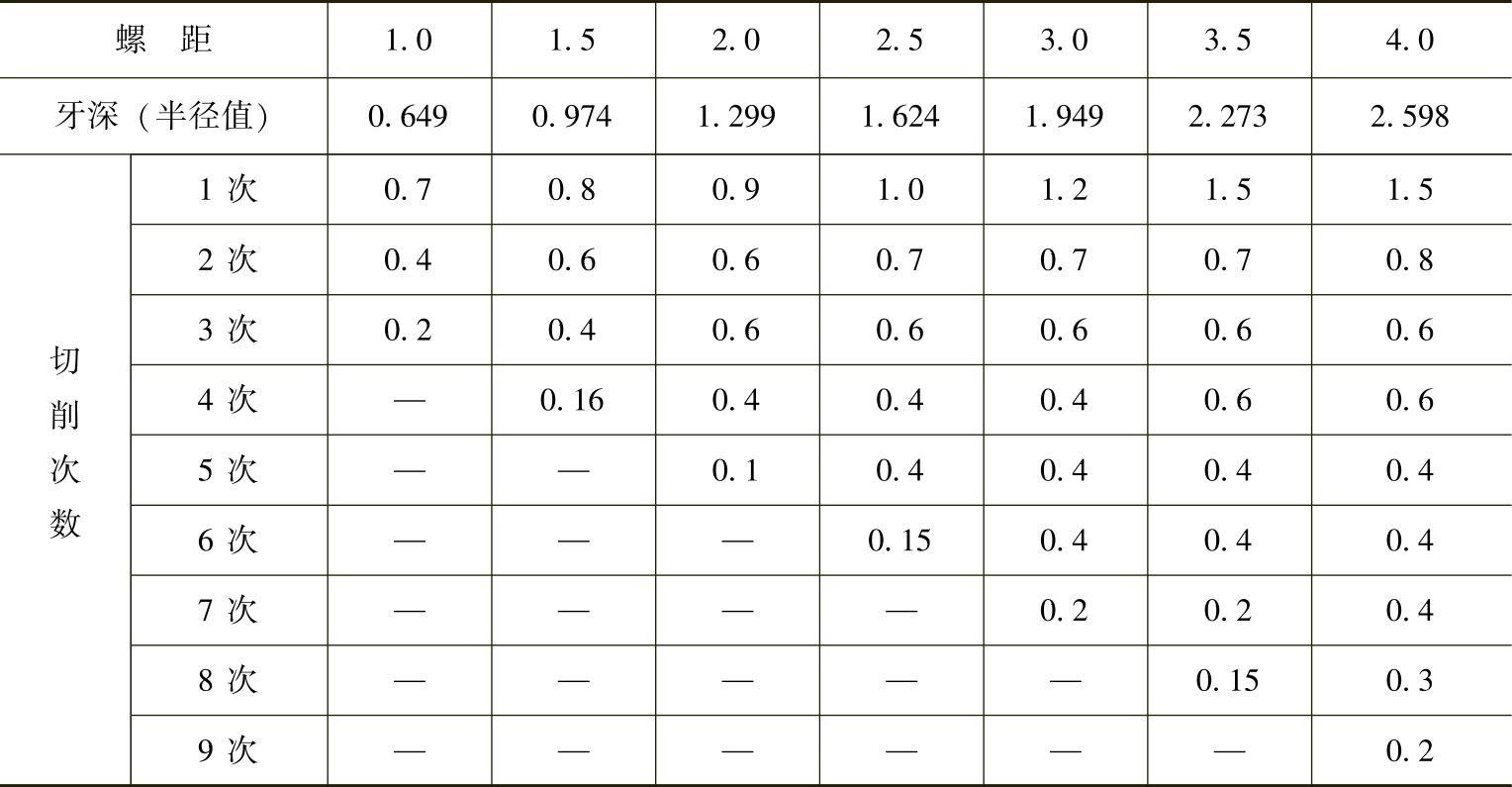
该零件主要保证螺纹的加工质量。这里采用G32指令加工。常见螺纹切削的背吃刀量见表2-1。
3.参考程序
【工件坐标系原点】工件右端面回转中心。
【刀具】T01:外螺纹车刀。
表2-1 常见螺纹切削的背吃刀量(单位:mm)
O1001;
G99 G21;(定义米制输入、每转进给方式编程)
M03 S600;(主轴正转,n=600r/min)
T0101;(换T01号外螺纹车刀,并调用1号刀补)
G00 X60 Z6.;(快速点定位)
X47.1;(第一次进刀0.9mm)
G32 Z-68 F2.0;(切削螺纹)
G00 X60;(退刀)
Z6;(返回进刀起点)
X46.5;(第二次进刀0.6mm)
G32 Z-68 F2.0;(切削螺纹)
G00 X60;
Z6;
X45.9;(第三次进刀0.6mm)
G32 Z-68 F2.0;(切削螺纹)
G00 X60;
Z6;
X45.5;(第四次进刀0.4mm)
G32 Z-68 F2.0;(切削螺纹)
G00 X60;
Z6;
X45.4;(第五次进刀0.1mm)
G32 Z-68 F2.0;(切削螺纹)
G00 X100;(X轴返回)
Z100;(Z轴返回)
M30;(程序结束)
例2 螺纹类零件2如图2-12所示,试编写数控加工程序。
1.零件分析
该零件轮廓已经加工好,只需加工圆锥螺纹M40×2。
2.工艺分析
该零件主要保证螺纹的加工质量。这里采用G32指令加工。螺纹切削参数见表2-2。
表2-2 螺纹切削参数(单位:mm)


图2-12 螺纹类零件2
3.参考程序
【工件坐标系原点】工件右端面回转中心。
【刀具】T01:外螺纹车刀。
O1002;
G99 G21;(定义米制输入、每转进给方式编程)
M03 S600;(主轴正转,n=600r/min)
T0101;(换T01号外螺纹车刀,并调用1号刀补)
G00 X60 Z2;(进刀至起始点)
X39.1;(第一次进刀0.9mm)
G32 X48.7 Z-48 F2.0;(切削螺纹)
G00 X60;(退刀)
Z2;(返回进刀起点)
X38.5;(第二次进刀0.6mm)
G32 X48.1 Z-48 F2.0;(切削螺纹)
G00 X60;
Z2;
X37.9;(第三次进刀0.6mm)
G32 X47.5 Z-48 F2.0;(切削螺纹)
G00 X60;
Z2;
X37.5;(第四次进刀0.4mm)
G32 X47.1 Z-48 F2.0;(切削螺纹)
G00 X60;
Z2;
X37.4;(第五次进刀0.1mm)
G32 X47.0 Z-48 F2.0;(切削螺纹)
G00 X100;(X轴返回)
Z100;(Z轴返回)
M30;(程序结束)
例3 螺纹类零件3如图2-13所示,试编写数控加工程序。

图2-13 螺纹类零件3
1.零件分析
该零件轮廓已经加工好,只需加工ϕ48处M48×2螺纹部分。
2.工艺分析
该零件主要保证螺纹的加工质量。这里采用G92指令加工。螺纹进刀次数等参数见表2-3。(https://www.xing528.com)
表2-3 螺纹切削参数(单位:mm)

3.参考程序
【工件坐标系原点】工件右端面回转中心。
【刀具】T01:外螺纹车刀。
O1003;
G99 G21;(定义米制输入、每转进给方式编程)
M03 S600;(主轴正转,n=600r/min)
T0101;(换T01号外螺纹车刀,并调用1号刀补)
G00 X58 Z-28;(进刀至起始点)
G92 X47.1 Z-68 F2;(利用G92螺纹加工循环指令,第一次进刀0.9mm)
X46.5;(第二次进刀0.6mm)
X45.9;(第三次进刀0.6mm)
X45.5;(第四次进刀0.4mm)
X45.4;(第五次进刀0.1mm)
X45.4;(光整螺纹)
G00 X100;(X轴返回)
Z100;(Z轴返回)
M30;(程序结束)
例4 螺纹类零件4如图2-14所示,试编写数控加工程序

图2-14 螺纹类零件4
1.零件分析
该零件轮廓已经加工好,只需加工螺纹M24×1.5。
2.工艺分析
该零件主要保证螺纹的加工质量。这里采用G92指令加工。
3.参考程序
【工件坐标系原点】工件右端面回转中心。
【刀具】T01:外螺纹车刀。
O1002;
G99 G21 G40;(定义米制输入、每转进给方式编程,取消刀具半径补偿)
M03 S600;(主轴正转,n=600r/min)
T0101;(换T01号外螺纹车刀,并调用1号刀补)
G00 X30 Z2;(进刀至起始点)
G92 X23.2 Z-33 F1.5;(利用G92螺纹加工循环指令,进刀0.8mm)
X22.6;(进刀0.6mm)
X22.2;(进刀0.4mm)
X22.04;(进刀0.16mm)
X22.04;(光整)
G00 X100;(X轴返回)
Z100;(Z轴返回)
M30;(程序结束)
例5 螺纹类零件5如图2-15所示,试编写数控加工程序
1.零件分析
该零件轮廓已经加工好,只需加工螺纹M48×6。
2.工艺分析
该零件主要保证螺纹的加工质量。由于螺纹导程比较大,用G32、G92指令的直进法很难达到技术要求,这里采用G76指令加工螺纹。
3.参考程序
【工件坐标系原点】工件右端面回转中心。

图2-15 螺纹类零件5
【刀具】T01:外螺纹车刀。
O0001;
G99 G21 G40;(程序初始化)
M03 S600;(螺纹循环切削设定)
T0101;(换T01号外螺纹车刀,并调用1号刀补)
G00 X60.Z6.;(进刀至起始点)
G76 P011060 Q2.00 R2.00;(螺纹切削设定)
G76 X40.64 Z-68.P3.680 Q1.800 F6.;
G00 X100.;(X轴返回)
Z100.;(Z轴返回)
M30;(程序结束)
例6 螺纹类零件6如图2-16所示,试编写数控加工程序
1.零件分析
该零件轮廓已经加工好,只需加工圆锥螺纹M40×6。
2.工艺分析
该零件主要保证螺纹的加工质量。由于螺纹导程比较大,用G32、G92指令的直进法很难到达技术要求,这里采用G76指令加工螺纹。
3.参考程序
【工件坐标系原点】工件右端面回转中心。

图2-16 螺纹类零件6
【刀具】T01:外螺纹车刀。
O1002;
G99 G21 G40;(程序初始化)
M03 S600;(主轴正转,n=600r/min)
T0101;(换T01号外螺纹车刀,并调用1号刀补)
G00 X60 Z2;(进刀至起始点)
G76 P011060 P1.00 R2.00;(螺纹循环切削设定)
G76 X42.64 Z-52.R5.P3.680 Q1.8 F6;(螺纹循环切削设定)
G00 X100;(X轴返回)
Z100;(Z轴返回)
M30;(程序结束)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。