



自动剪线主要由以下四个动作组成:梭尖挑上线(图4-8a);动刀拨开线(后退,图4-8b);动刀钩住上下线(前进,图4-8c);剪线(图4-8d)。
当机针缝至最后一个线迹,到达最低位置时,梭尖钩住面线;安装在旋梭附近的动刀装置产生后退动作;动刀头钩住底面线,当机针开始上升后拉出缝线,动刀向前运动;产生剪线动作。剪线过程的动作顺序大致如图4-9所示。
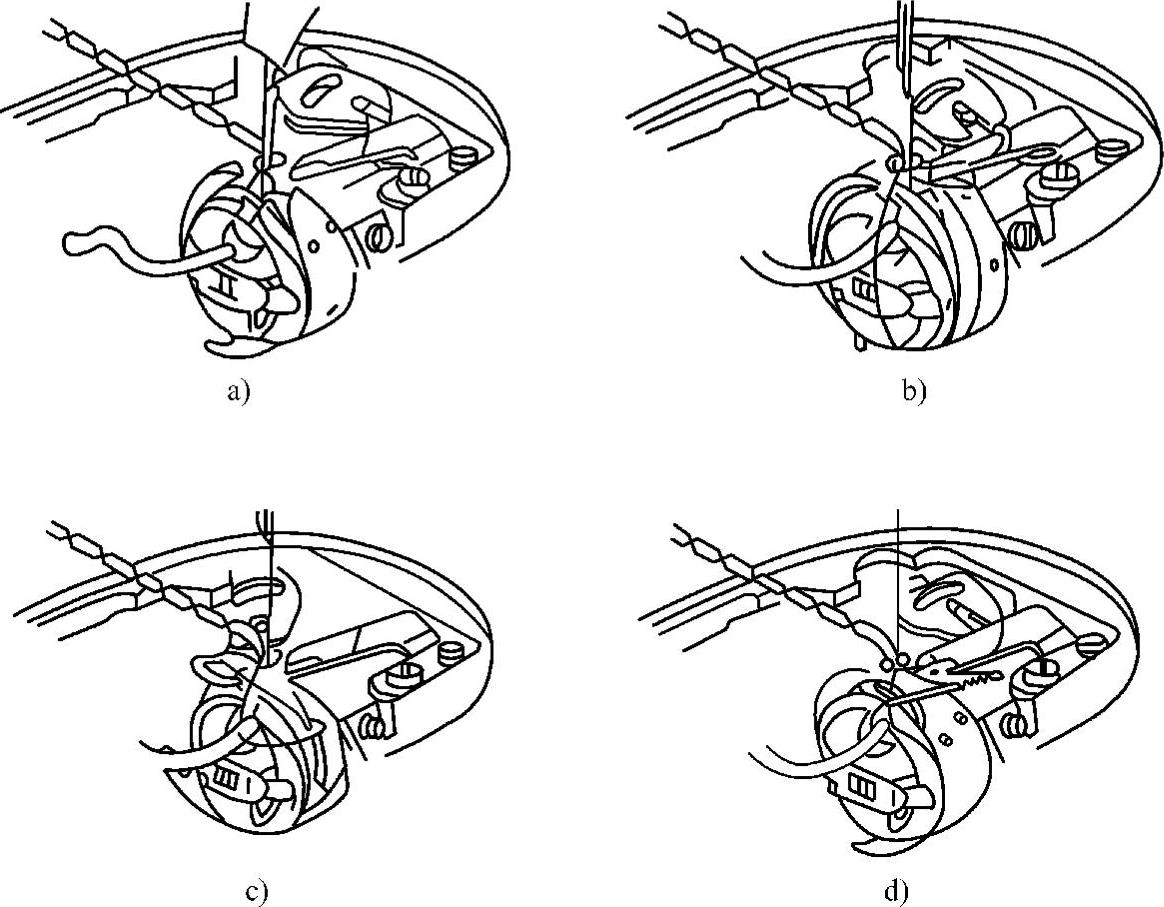
图4-8 自动剪线4个动作
a)梭尖挑上线 b)动刀拨开线(后退) c)动刀钩住上下线(前进) d)剪线
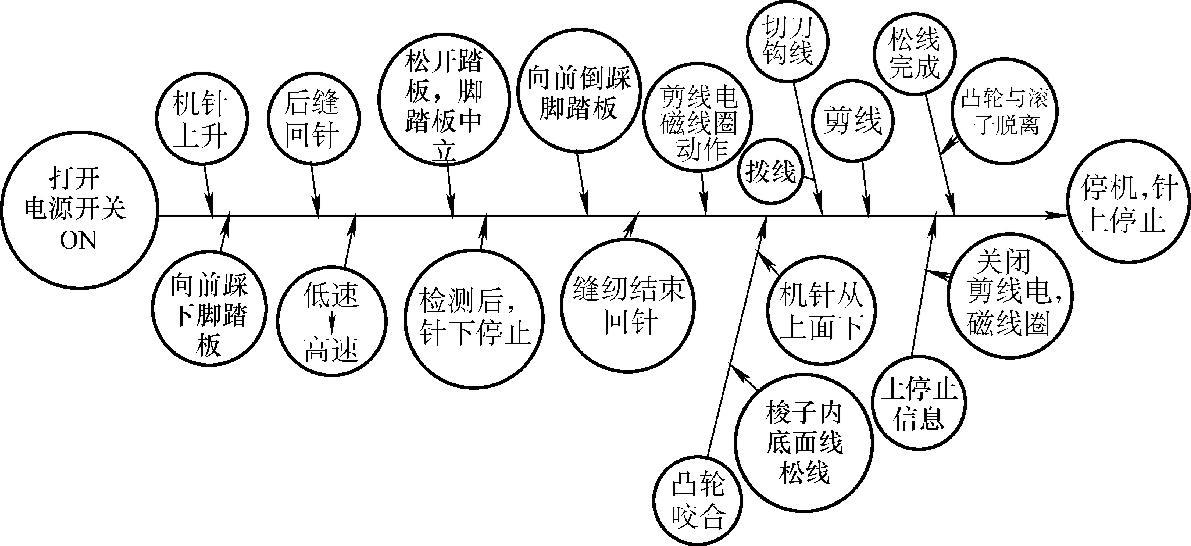
图4-9 自动剪线动作过程
(1)剪线凸轮的时机 剪线凸轮的时机,只要对准机壳与上轮的刻点,就容易调整;把平缝机倾倒,用手转动上轮,使机针上升到上孔点前面时,用手指向右边压住底线压杆1(图4-10a),滚子就会嵌入线凸轮的槽沟里面互相咬合。在这种状态,把上轮向平缝机正常转动的相反方向转,就会碰到上轮转不动的位置。此时为对准凸轮的时机,使图4-10b所示的刻点与上轮的刻点相一致,即是棉丝或化纤丝通用的凸轮时机。
(2)剪线凸轮的时机调准 如图4-10所示,先顺序松开剪线凸轮上的两个定位螺钉,然后转动上轮,使图4-10b中两红色标记①与②对准;再将底线压杆向右推,使滚柱与凸轮吻合(不要让下轴转动),用手指按平缝机下轴反向转动凸轮(只能使凸轮转动),使其按照图4-10a的箭头方向转动;当凸轮处在不能再转动的位置上时,再将凸轮顶住滚柱。最后,按照顺序锁紧两个定位螺钉。(https://www.xing528.com)
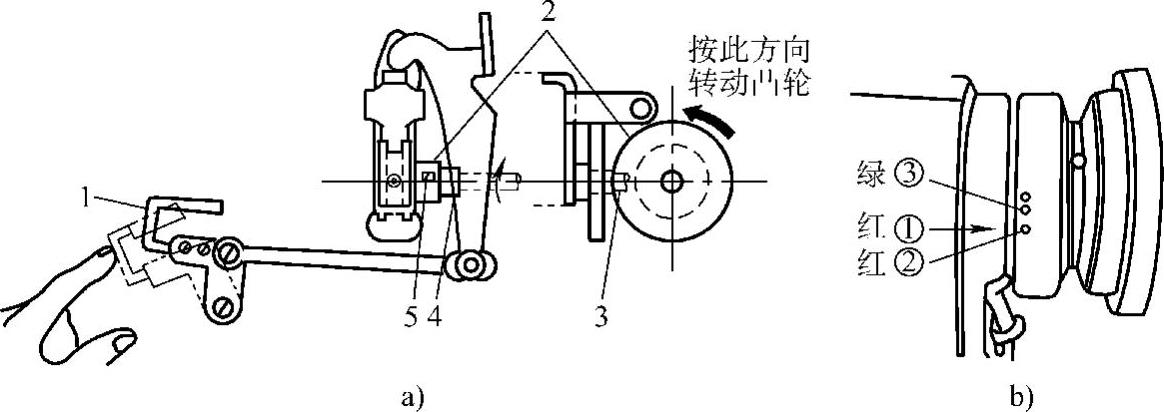
图4-10 剪线凸轮的时机确定
1—底线压杆 2—剪线凸轮 3—滚柱 4—凸轮环 5—定位螺钉
此外,在凸轮环不动的情况下,应将剪线凸轮压住凸轮环,再按照相反的顺序旋紧螺钉。在此种状态下,应注意以下两个问题:
1)上轮刻点是表示凸轮定位配合用的标准值。在使用棉线或化纤线时,位置配合可以提前2°左右,也可以推后5°左右。但此时应当检查一下切刀在针板下面是否确实可以将面线切断为两截。凸轮位置配合太前或太后,有时会引起留在针尖处的面线线头太短,以至在剪线动作后会立即使面线从针孔中脱出。此外,还会出现滚柱不能进入剪线凸轮槽内的现象,应予以注意。
2)在使用棉线或化纤线作为缝线时,剪线时间的配合基本上是相符的,但在使用化纤线中的小号规格线时,则较易使起缝时面线从针孔内脱出,有时会出现1针至数针的跳针。
在遇到此种情况时,应作为化纤线中的特殊情况来对待,需要用以下方法调整:将机壳后端处的刻点(图4-10b中的红色标点①)对准上轮刻点(图4-10b中的绿色标点③);起缝时,应先慢速(800r/min)起动缝出1个线迹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。