



在整机装配前,先要对有些零件进行配组。这里所说的重要组件,是指挑线杆组件、针杆曲柄上轴组件、送料调节器组件、送料偏心轮组件和牙架组件。
(1)配挑线杆组件 如图3-10,在配挑线杆组件以前,先要对挑线杆7和挑线连杆1进行校正,使挑线杆两孔平行度在100mm以内不大于0.07mm,挑线连杆外圆与ϕ7.94mm孔的两孔平行度100mm内不大于0.07mm;同时,要注意用抛光油拉光挑线杆的过线孔,挑线杆与挑线连杆的配合要活络,配好后挑线连杆应能靠自重落下为宜,必要时可用研磨膏研磨挑线连杆孔。
针杆连杆4的ϕ12mm和ϕ6.35mm两孔平行度也必须调校,要求100mm以内不大于0.07mm。
把ϕ2mm的羊毛线穿入挑线连杆的两油线孔内,拉紧打结后剪断,注意油线不能太松,打结后头不能留得过长,以免妨碍挑线杆组件的运动。
在配挑线杆滚针轴承5时一定要注意滚针轴承配上后挑线杆或针杆连杆的运动一定要灵活,无阻轧感,但径向间隙不能太大。为达到此目的,必须对滚针轴承进行选配,根据图样要求,滚针轴承的滚针直径(单位:mm分别为ϕ20-0.02、ϕ2-0.02-0.04、ϕ2-0.04-0.06、ϕ2-0.06-0.08四档,现一般常用的是后两档,用户可根据自己的需要选择合适的滚针轴承。

图3-11 曲柄上轴组件
1—挑线连杆 2—挑线连杆 3—挑线杆 4—挑线曲柄紧固螺钉 5—针杆曲柄护板 6—挑线曲柄定位螺钉 7—针杆曲柄 8—上轴 9—针杆曲柄定位螺钉 10—定位螺钉O型圈 11—针杆曲柄紧固螺钉
组件配好后,要注意挑线杆和挑线连杆ϕ12mm与ϕ7.94mm两孔平行度,100mm内不大于0.10mm。
(2)配针杆曲柄上轴组件把曲柄油量调节销套上销套和O型圈后轻轻推入上轴ϕ6.35孔内,推入时动作不能过猛,不得损坏调节销套和O型圈,否则会影响上轴曲柄处的正常出油。
如图3-11所示,把上轴8固定在夹具上,在挑线杆组件装上针杆曲柄护板5后,将挑线曲柄插入针杆曲柄孔内,再一齐套在上轴上。
针杆曲柄定位螺钉9套上定位螺钉O型圈10,涂上906密封膏后拧紧,注意定位螺钉尖顶要对准上轴定位孔,紧固力为70kg。
在针杆曲柄上依次紧固螺钉4、6、11,注意螺钉6要紧固在挑线曲柄的方身上,护板的方向如图3-11A,装好后,挑线杆组件必须运动灵活,手感轴向无间隙。
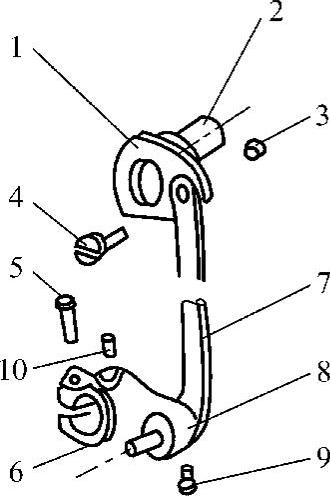
图3-12 配送料调节器组件
1—送料调节器 2—送料调节器销 3—螺母 4—轴位螺钉 5—拉簧调节曲柄螺钉 6—拉簧调节曲柄 7—送料调节器连杆 8—拉簧调节曲柄销 9—拉簧调节曲柄销螺钉 10—曲柄定位螺钉
(3)配送料调节器组件 如图3-12,送料调节器1磨过的一面对准送料调节器连杆7,用轴位螺钉和螺母紧固,紧固后的送料调节器运动需灵活,但手感轴位应无间隙。
如图3-12所示,在送料调节器连杆另一孔上装上拉簧调节曲柄销8,再在调节销上装上拉簧调节曲柄6,然后用拉簧调节曲柄销螺钉9固定,轻轻拨动调节曲柄,检查有无松动现象。
送料调节器销2方身向上插入调节器孔内,销子转动要灵活。
依次拧紧拉簧调节曲柄螺钉5和拉簧调节曲柄定位螺钉10。注意,拉簧调节曲柄螺钉轻轻旋到底,不要拧紧,而拉簧调节曲柄定位螺钉的端面不能露出曲柄孔的内侧,以免造成以后装配其他零件困难。
(4)配送料偏心轮组件 在配送料偏心轮组件前,先要对有关零件进行校正。(https://www.xing528.com)
1)送料大连杆ϕ35mm与ϕ10.2mm两孔平行度校正100mm不大于0.15mm。
2)抬牙连杆ϕ20.63mm与ϕ10.2mm两孔平行度校正100mm不大于0.28mm。
3)送料小连杆ϕ10.2mm两孔平行度校正100mm不大于0.20mm。

图3-13 配送料偏心轮组件
1—送料偏心轮 2—偏心轮螺钉 3—滚针轴承 4—送料偏心轮盖板 5—偏心轮盖板螺钉 6—送料大连杆 7—送料摆杆 8—摆杆销螺钉 9—送料摆杆销 10—送料小连杆 11—送料曲柄螺钉 12—送料曲柄轴位螺母 13—抬牙连杆 14—抬牙连杆轴用挡圈 15—送料曲柄 16—送料曲柄轴位螺钉
如图3-13所示,首先靠紧送料曲柄15的光面配上送料小连杆10,用送料曲柄轴位螺钉16和送料曲柄轴位螺母12紧固,不得有间隙,配的时候要注意送料小连杆的方向,从刻印标记A的反面装上轴位螺钉,不能搞错。
在送料偏心轮1上装上送料偏心轮螺钉2,螺钉头不要顶出送料偏心轮孔内侧,把偏心轮固定在夹具上,装上滚针轴承3,此滚针轴承的滚针有ϕ2.50-0.02、ϕ2.5-0.02-0.04、ϕ2.5-00.4-0.06和ϕ2.5-00.6-0.08四档尺寸(单位:mm)可供选配,装配时一定要选择合适的尺寸。
如图3-13所示装上送料大连杆6,然后再装上送料偏心轮盖板4,对齐螺孔后拧上三个偏心轮盖板螺钉5,装配时要注意送料大连杆的方向,油孔B的一面要朝上,配好后用手转动偏心轮,应转动灵活。
在偏心轮另一头套上抬牙连杆13,方向与送料大连杆相同,然后装上抬牙连杆轴用挡圈14,轴用挡圈不分正、反面,但必须切实卡在偏心轮挡圈槽内,以防脱落,装好后转动抬牙连杆,不应有重轧。
在送料大连杆另一头装上送料小连杆10,送料摆杆7(注意送料小连杆的方向如图示)插入送料摆杆销9,用摆杆销螺钉8紧固,摆杆销螺钉紧固在送料摆杆销的定位孔内,螺钉紧固后送料摆杆要达到以自重落下的要求。
最后装上送料曲柄螺钉11,不要拧紧,掉不下来即可。

图3-14 配牙架组件
1—牙架 2—抬牙滑块销垫圈 3—抬牙滑块销 4—抬牙滑块 5—牙架座紧固螺钉 6—牙架座 7—牙架销螺钉 8—牙架销 9—牙架销羊毛线 10—送
料牙11—送料牙紧固螺钉
(5)配牙架组件 如图3-14所示,在牙架1上装上垫片2A,和抬牙滑块销3进行铆接,铆接压力大约3kg/cm2,铆好后套上抬牙滑块4和垫圈2B,对另一头进行铆接,压力同前,铆好后垫片A和B要贴紧抬牙滑块,不能有间隙,轻轻转动滑块无阻滞感。
把牙架固定在夹具上,如图示方向。牙架座6与牙架对齐后插入牙架销8,推足,紧固两牙架销螺钉7。
用ϕ2mm羊毛线9从C向D穿过牙架销孔,C处打结拉到底,D处在40mm处打结后剪断。
在牙架座底部拧上紧固螺钉5,只要轻轻拧进几牙即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。