



面线松紧度以线紧率ξ表示。线紧率指的是,在底线、面线张力分别为0.25~0.29N和0.69~0.98N,旋梭与机针、送料牙和机针配合正常,针距为2mm,缝料(平布)宽100mm、长300mm,双层且缝纫时无断线、跳针、浮线的情况下,同时以高速、中速、低速各缝一块缝料,然后剪取每块缝料的中段,长100mm,再沿线缝剪开缝料,细心取出并分开底、面线,测量每块缝料的底、面线长度,得出百分比。将三种速度缝制的底、面线长度百分比取平均值,即得线紧率为

式中 p、t1、t2参见图2-15。
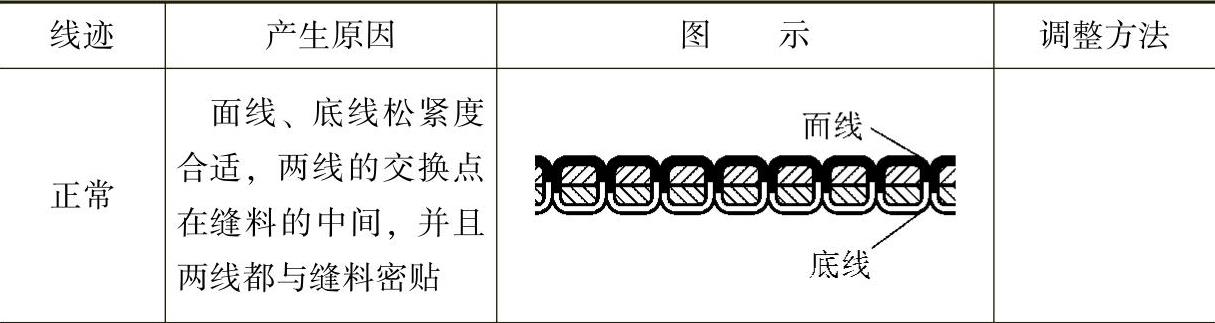
线紧率ξ=1=100%的线迹为理想线迹,面底线都平坦的交锁在缝料中间,面线和底线张力相等。但在实际缝纫时,由于各种原因,特别是旋梭对其定位钩在高速运转时产生的侧向压力,会使ξ大于100%。较好的工业平缝机的松紧率标准值为100%~120%。
调节松紧度的方法如下。
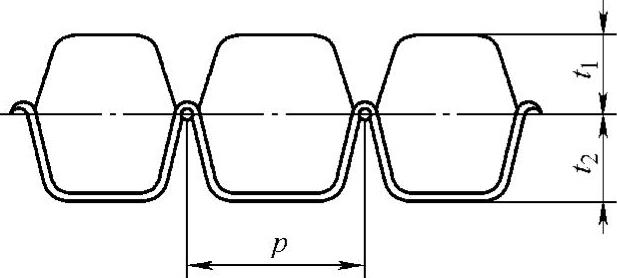
图2-15 线的松紧度
1)机针与旋梭正确配合使旋梭正确定位。旋梭配合变快一点,线紧率会变好,但太快会产生跳针;如果过慢,浮线、跳针情况变好,线紧率又将变差。(https://www.xing528.com)
2)导线板的位置。应准确地固定在长腰槽上方;导线板上挑线杆供线量减少,线紧率好;反之,挑线杆供线量大,线紧率变坏。
3)送料牙与机针的配合得当。将送料凸轮向下移动少许,送料牙动作快些,线紧率会变好,但会产生缝料下层错位;太大将产生断针。
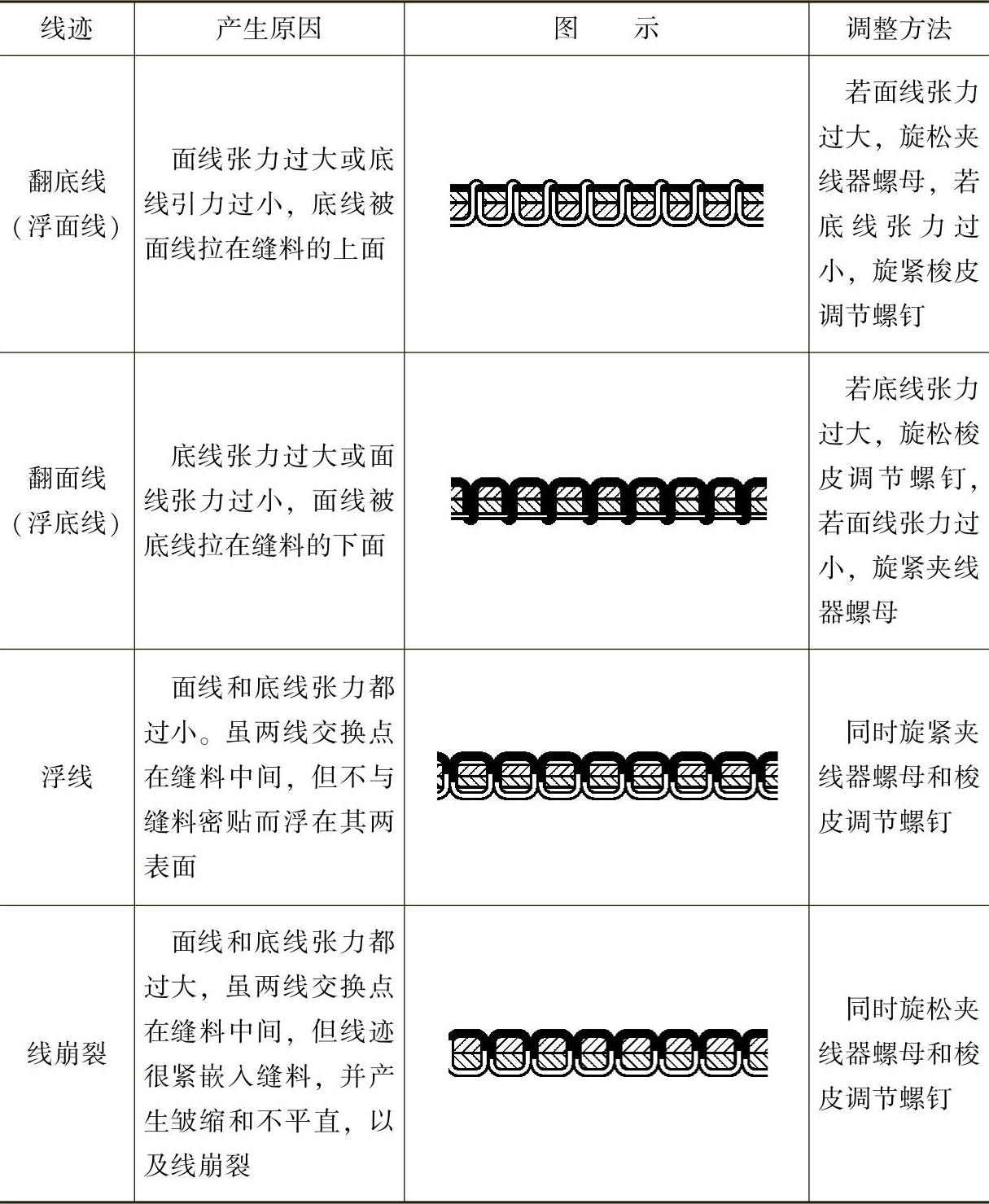
平缝机面线和底线的松紧度及其调节见表2-5。线迹的调整,实质上就是对缝线张力的调整。在实际使用中,是据缝纫的线迹来调节底线、面线的张力,使之获得正常的线迹。缝线张力的大小,要根据缝料的质地、厚度和缝线的粗细及其他因素来调节。一般底线张力为0.59~0.78N,面线张力为1.18~1.96N。
表2-5 平缝机面线和底线的松紧度及其调节
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。