



【摘要】:与卧式车床相比,工件在卧式车床上的装夹是立面上的装夹。而立式车床主轴轴线为垂直布局,工作台台面处于水平平面内,因此工件的装夹与找正比较方便。同时卧式车床主轴的前轴承负荷大,磨损快,难以长期保持工作精度。而立式车床由于工件和工作台的重力由床身导轨或推力轴承承受,减轻了主轴及其轴承的载荷,因此立式车床能较长期地保持工作精度。在立式车床上能车削下列类型的工件:1)大直径的盘类、套类和环形工件。
与卧式车床相比,工件在卧式车床上的装夹是立面上的装夹。而立式车床主轴轴线为垂直布局,工作台台面处于水平平面内,因此工件的装夹与找正比较方便。
若车削如图9-3所示的块形圆弧面或圆锥面,它们相当于截取环类零件的一小段。无论是圆弧面或圆锥面都有较高的尺寸精度要求,而且宽度(100±0.04)mm还要求对称于圆弧或圆锥轴线。工件材料为45钢,单件或少量生产。
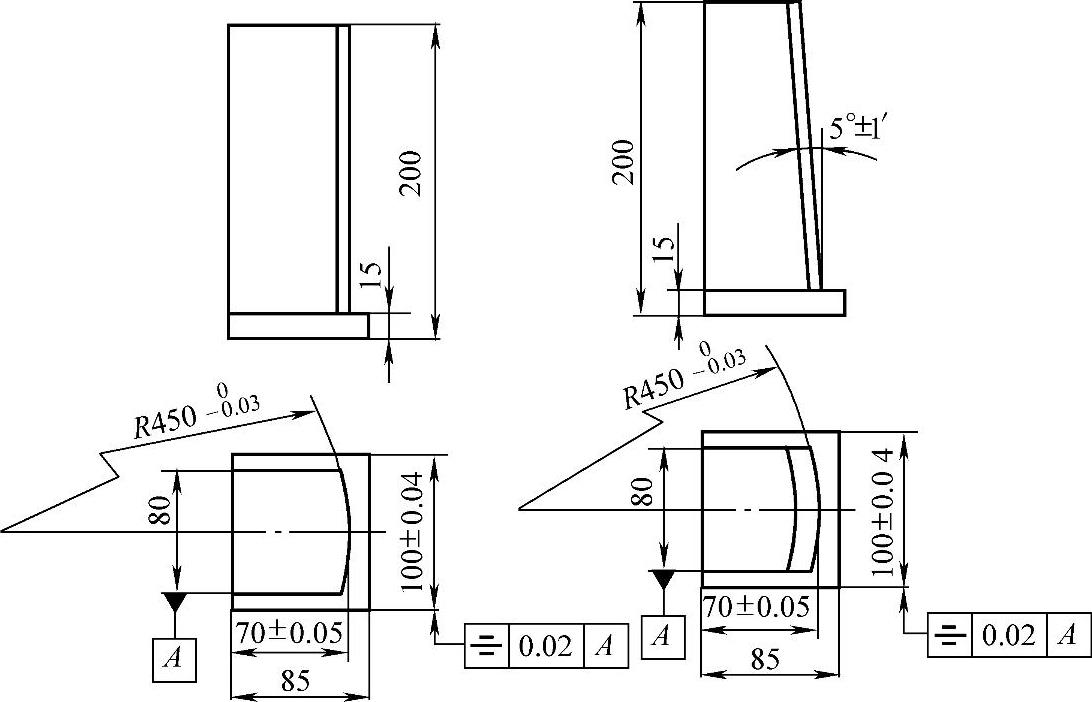
图9-3 块形圆弧面和圆锥面零件
这类零件的特点是虽然轮廓尺寸较小,但具有较大的圆弧或圆锥尺寸R4500-0.03mm。像这样的零件在C650型卧式车床上,虽然也可以加工,但对零件的定位、装夹、找正和测量远不如在立式车床上加工方便,而且加工质量和生产效率均不及在立式车床上车削。同时卧式车床主轴的前轴承负荷大,磨损快,难以长期保持工作精度。当工件的直径较大时,装夹也不够稳固牢靠。而立式车床由于工件和工作台的重力由床身导轨或推力轴承承受,减轻了主轴及其轴承的载荷,因此立式车床能较长期地保持工作精度。一般加工工件公差等级为IT7,表面粗糙度值可达Ra1.6μm。
在立式车床上能车削下列类型的工件:(https://www.xing528.com)
1)大直径的盘类、套类和环形工件。
2)块形圆弧面、圆锥面等具有较大的圆弧或圆锥尺寸工件。
3)薄壁工件(包括径向和轴向薄壁工件)。
4)组合件、焊接件以及带有各种复杂型面的工件。
5)在立刀架上装上磨头,可以磨削大型、淬硬的工件,如图9-4所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。