



被加工表面的回转轴线与基准面相互垂直的外形较复杂的工件,可装夹在花盘上车削。被加工表面的回转轴线与基准面相互平行的外形较复杂的工件,则需装夹在花盘上的角铁上进行车削。
1.角铁及其在花盘上的装夹(表8-5)
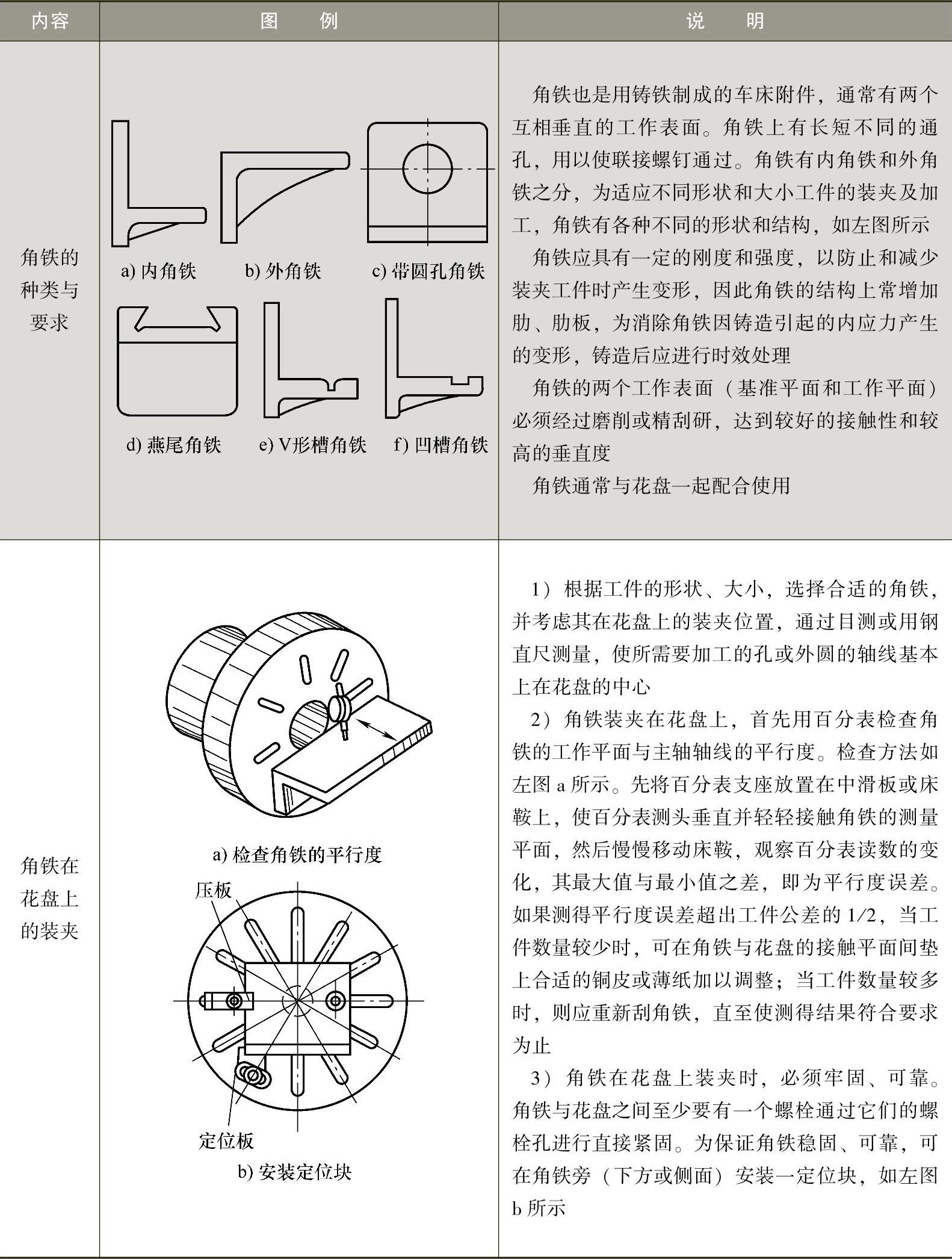
表8-5 角铁及其在花盘上的装夹
2.在花盘、角铁上装夹和找正轴承座(表8-6)
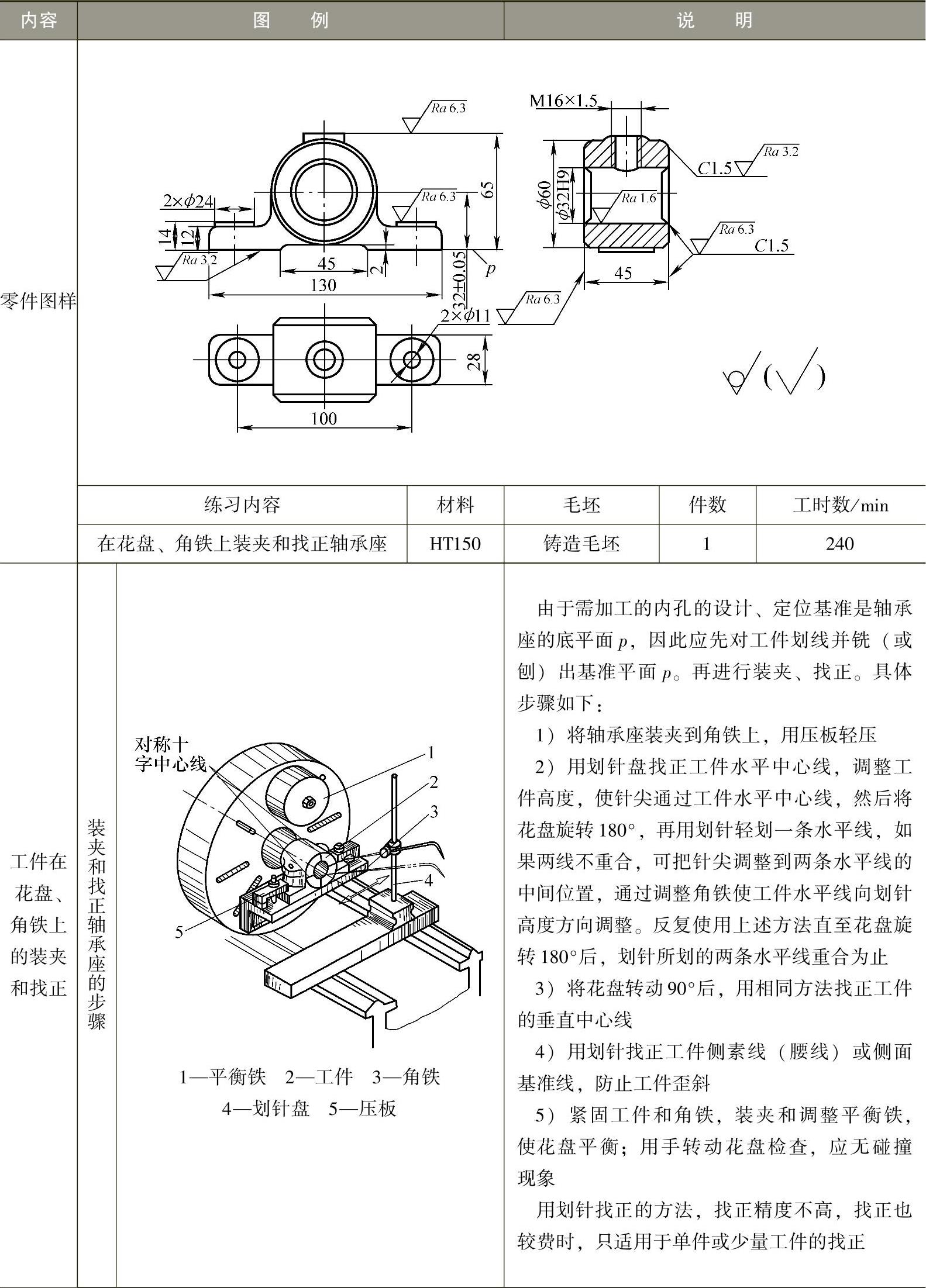
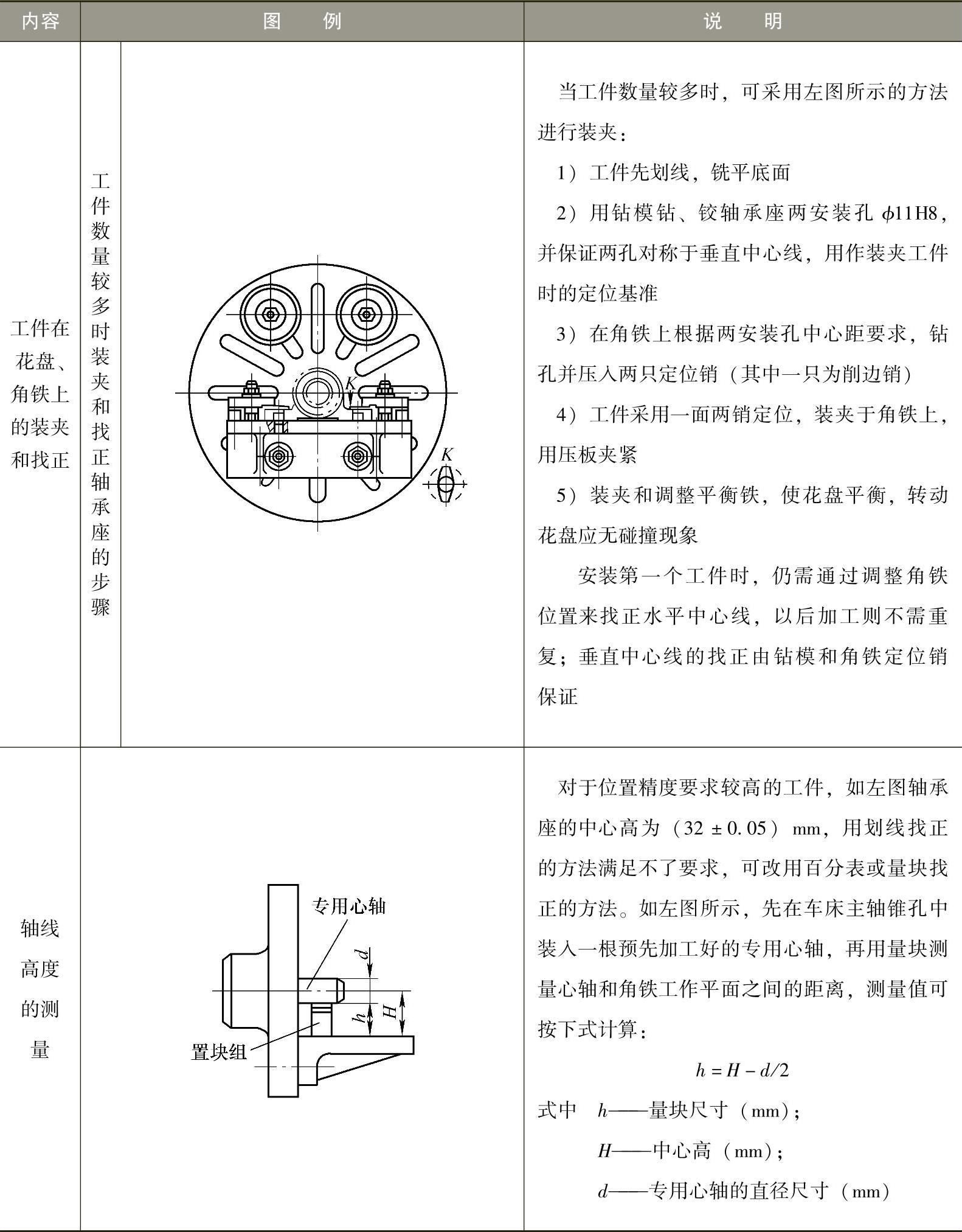
表8-6 在花盘、角铁上装夹和找正轴承座
(续)
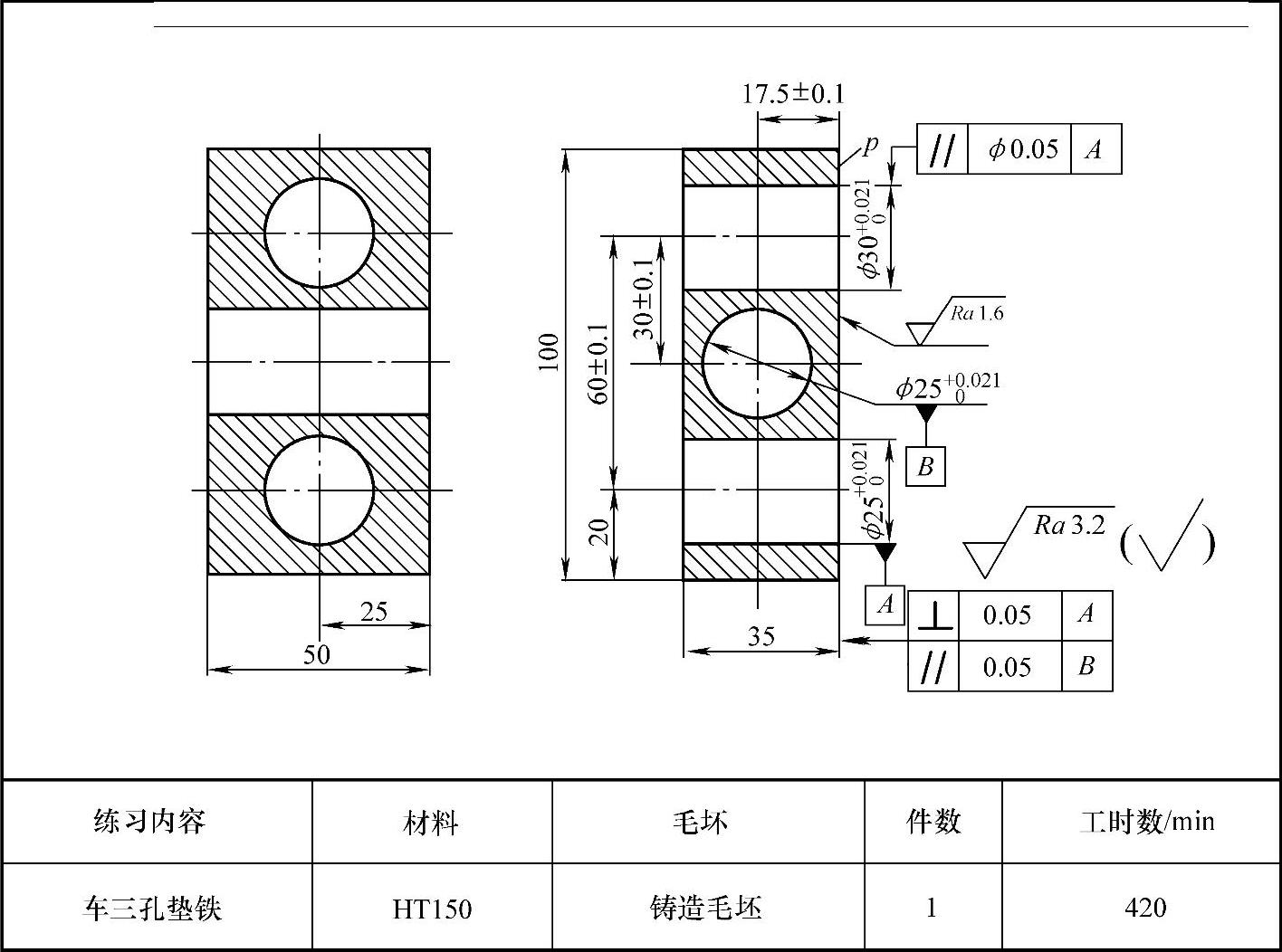
3.技能训练:车削三孔垫铁(图8-12)
(1)工艺分析
1)工件上待加工的三个孔的公差等级为IT7,轴线平行的两孔有中心距要求,其误差为±0.1mm,两孔轴线平行度要求为ϕ0.05mm;基准孔A对基准平面的垂直度要求为0.05mm。
2)第三个孔(基准孔B)与孔ϕ30+0.0210mm的轴线交错垂直,距离为30mm,且其轴线与基准平面的平行度要求为0.05mm,到基准平面的距离误差为±0.1mm。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-12 三孔垫铁
(2)车孔前的工艺准备内容
1)铣→精铣或铣→磨长方体外形至100mm×50mm×35mm,基准平面p的表面粗糙度值达Ra1.6μm,并做标记、划线。
2)制作一带锥柄(与主轴锥孔配)直径为ϕ350-0.05mm的专用心轴和一个外径为ϕ250-0.013mm的定位套。
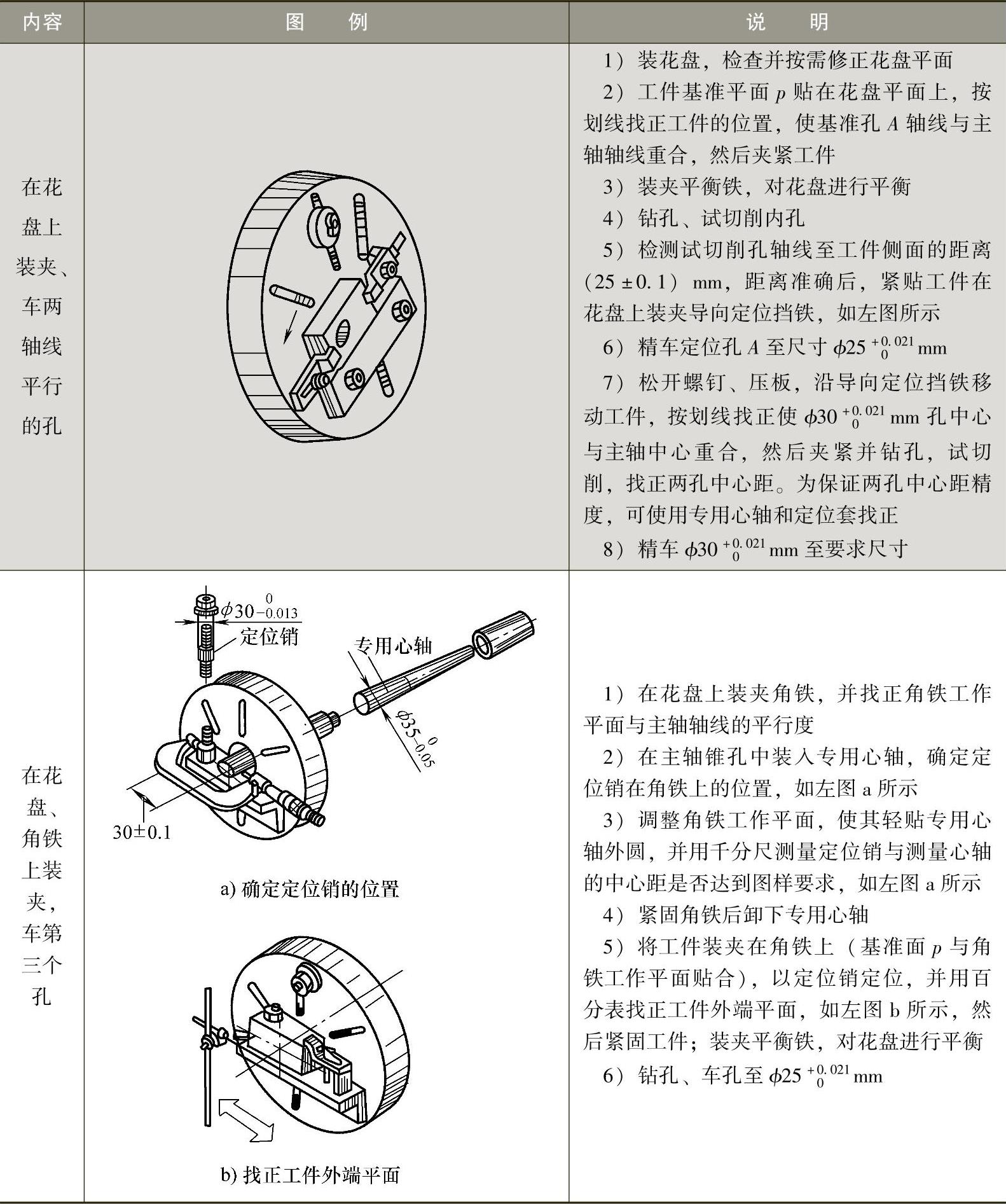
(3)技能操作步骤 轴线垂直于基准平面p的两平行孔,装夹在花盘上进行车削;轴线平行于基准平面p的ϕ25+0.0210mm孔在花盘的角铁上装夹后车削。其技能训练步骤见表8-7。
表8-7 三孔垫铁技能训练步骤
注意事项:
1)花盘上的角铁回转半径大、棱角多,容易产生碰撞现象,车削前应认真检查。
2)由于角铁、工件等都是由螺钉紧固,车削中工件容易移位,所以转速不宜过高,以防止在离心力和切削力的作用下,影响工件精度,甚至造成事故。
3)在花盘、角铁上装夹好工件后,必须经过平衡。
4)车孔前,车孔刀应在已有的孔内,从孔的一端移动到另一端,同时用手转动花盘、角铁1~2圈,检查有无碰撞,以免发生危险。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。