



1.结构特征
单动卡盘有四个各自独立运动的卡爪1、2、3和4(图8-3),它们不能像自定心卡盘的卡爪那样同时一起作径向移动。四个卡爪的背面都有半圆弧形螺纹与丝杠啮合,在每个丝杠的顶端都有方孔,用来插卡盘钥匙的方榫,转动卡盘钥匙,便可通过丝杠带动卡爪单独移动,以适应所夹持工件大小的需要。通过四个卡爪的相应配合,可将工件装夹在卡盘中,与自定心卡盘一样,卡盘背面有定位台阶(止口)或螺纹(老式车床用)与车床主轴上的连接盘连接成一体。它的优点是夹紧力较大,装夹精度较高,不受卡爪磨损的影响,因此适用于装夹形状不规则或大型的工件。
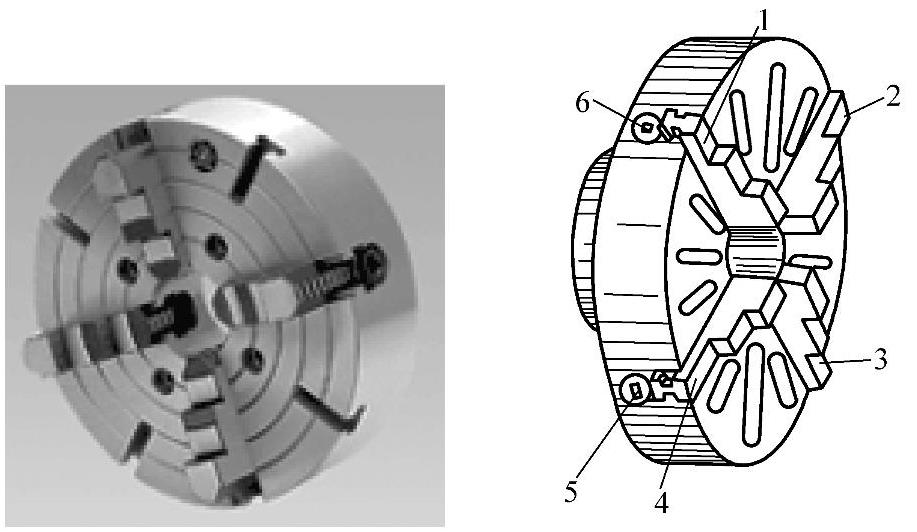
图8-3 单动卡盘
1~4—卡爪 5、6—带方孔丝杠
2.装夹与找正
(1)装夹工件的方法 先将卡爪张开,使相对两个爪的距离稍大于工件的直径,然后将工件装上。首先用两个相对的卡爪夹紧,再用另两个相对的卡爪夹紧。卡爪在夹紧工件时,将主轴调至空挡位置,左手握卡盘扳手,右手握住工件,观察工件与卡爪之间的间隙,将上面的卡爪旋进间隙一半的距离,然后用左手将卡爪转过180°,将相对应的卡爪旋进直至将工件夹紧。四个卡爪的大体位置可根据卡盘端面上多圈的圆弧线来进行调整。
(2)找正工件 单动卡盘的四个卡爪是各自独立运动的。因此在安装工件时,必须将工件的旋转中心找正到与车床主轴旋转中心重合后才可车削。
1)用划针盘找正外圆(图8-4)。将划针盘放置在床身上,找正时先使划线稍离工件外圆,然后转动卡盘观察工件表面与针尖之间间隙的大小,根据间隙的大小差异来调整相对卡爪的位置,调整量约为间隙差异值的一半。处于间隙小位置的卡爪要向靠近圆心方向调整卡爪(紧卡爪),对间隙大位置的卡爪则向远离圆心方向调整(松卡爪)。经过几次调整,直到工件旋转一周,针尖与工件表面距离均等为止。对较长的工件,应对工件两端外圆都进行找正。
2)找正工件端面。在找正短工件时,除找正外圆外,还必须找正工件的端平面。找正时,把划针尖放在工件端面近边缘处(图8-5),慢慢转动工件,观察工件端面与针尖之间的间隙的大小。根据间隙大小,用铜锤或木棒轻轻敲击,直到端面各处与针尖距离相等为止。在找正工件时,平面和外圆必须同时兼顾。
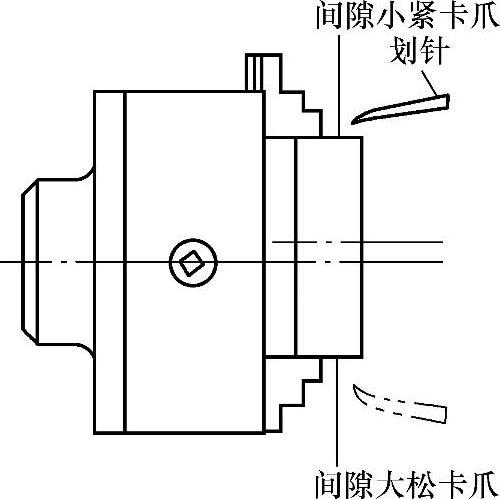
图8-4 用划针盘找正外圆(https://www.xing528.com)
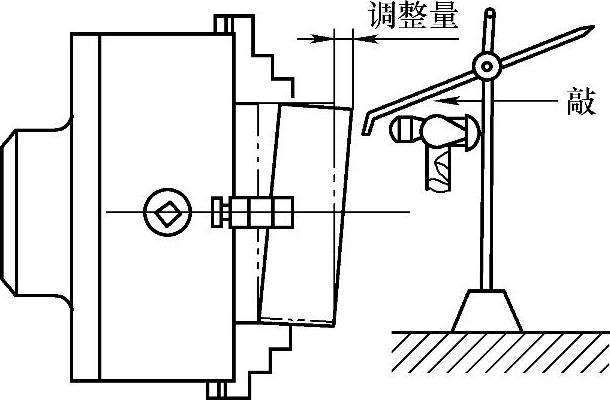
图8-5 用划针盘找正端面
3)用百分表找正工件。在找正精度较高的工件时,可用百分表代替划针盘,如图8-6所示。用百分表找正工件,径向圆跳动和轴向圆跳动在百分表上就可显示出来,找正误差可控制在0.01㎜以内。若百分表读数偏大,说明工件外圆偏向这个方向,应紧卡爪;读数偏小位置,则应松卡爪,直至工件旋转一周,百分表在圆周上各个位置读数相同为止。
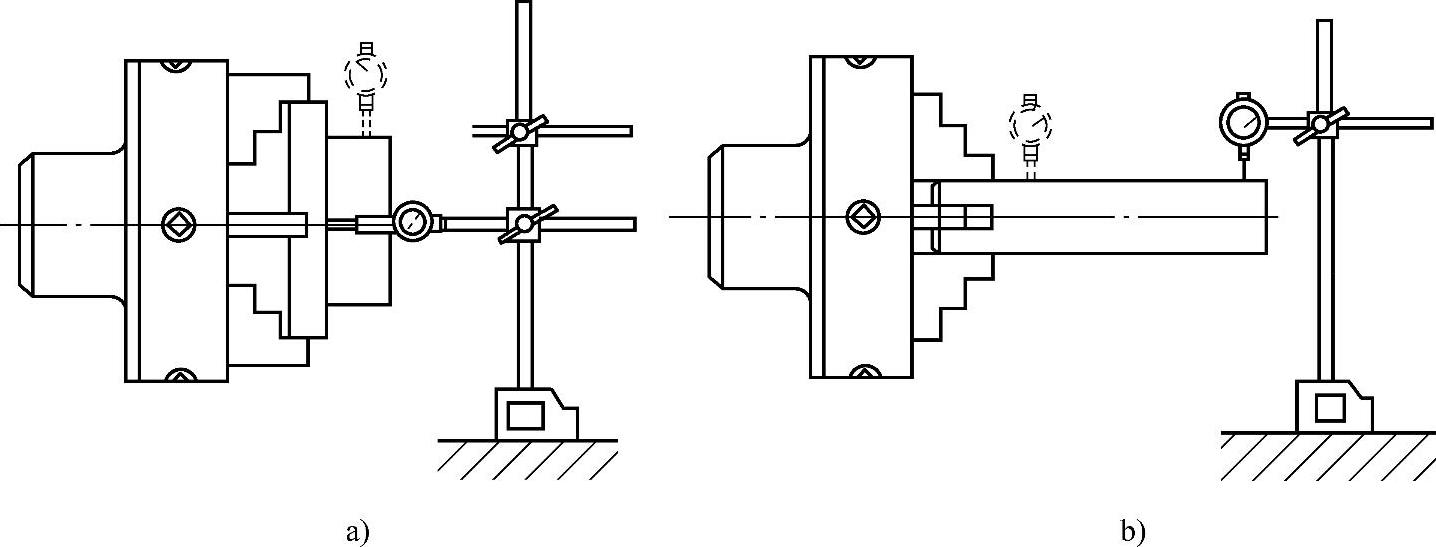
图8-6 用百分表找正工件
a)找正短工件 b)找正长工件
3.注意事项
1)应根据工件被装夹处的尺寸调整卡爪,使其相对两爪的距离略大于工件直径即可。
2)工件被夹持部分不宜太长,一般以10~15mm为宜。
3)为了防止工件表面被夹伤和便于找正工件,装夹位置应垫0.5mm以上的铜皮。
4)在装夹大型、不规则工件时,应在工件与导轨面之间垫放防护木板,以防工件掉下,损坏机床表面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。