



【摘要】:按图7-23所示要求加工双拐曲轴,材料为45钢,毛坯为52mm×200mm的棒料。考核重点解析本章考核的重点一是偏心轴、套的加工,二是简单曲轴的加工。后者主要考核单拐曲轴的加工,难点在于正确地对单拐曲轴进行划线,加工出中心孔。
按图7-23所示要求加工双拐曲轴,材料为45钢,毛坯为ϕ52mm×200mm的棒料。
1.工艺分析
1)工件偏心距不大,可采用两顶尖装夹。
2)车削时工件应多次调头,使各中心孔均与后顶尖充分研磨。
3)工件刚度较高,不必采取特殊措施来增加其刚度。
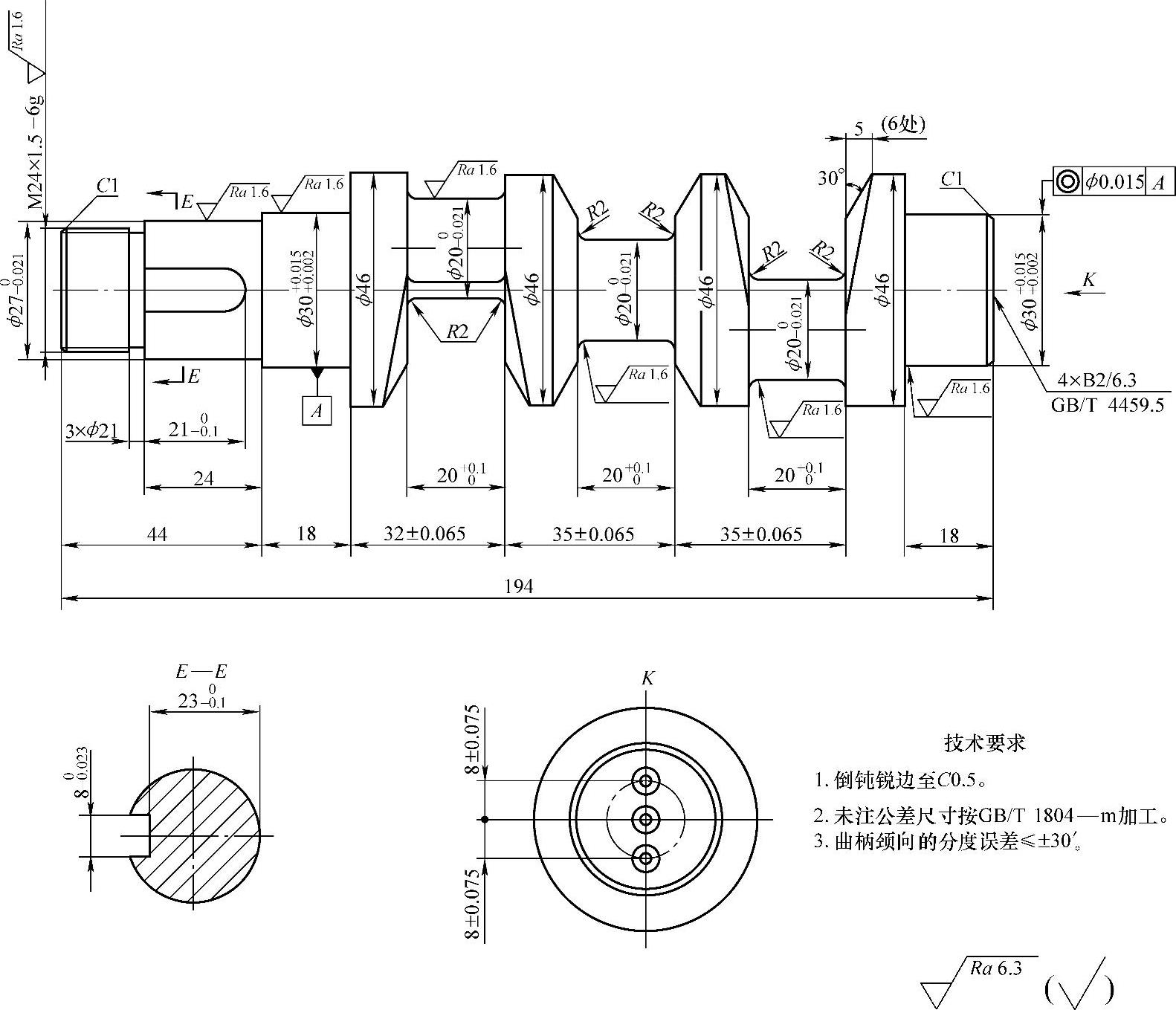
图7-23 双拐曲轴
2.工具
45°外圆车刀,90°外圆车刀,30°外圆车刀,R2mm的外圆弧车刀,高速钢窄刃外圆精车刀,外圆车槽刀,外螺纹车刀,中心钻B2/8及钻夹具,工艺软爪,夹头,划规,划针,样冲,划针盘,方箱,游标高度尺(分度值0.02mm,量程0~300mm),游标卡尺(分度值0.02mm,量程0~150mm),游标深度尺(分度值0.02mm,量程0~200mm),千分尺(分度值0.01mm,量程0~25mm),磁座百分表(分度值0.01mm,量程0~10mm),钢直尺,顶尖,M24×1.5-6g的螺纹环规,其他常用工具。
3.设备
CA6140型车床(配单动卡盘)。
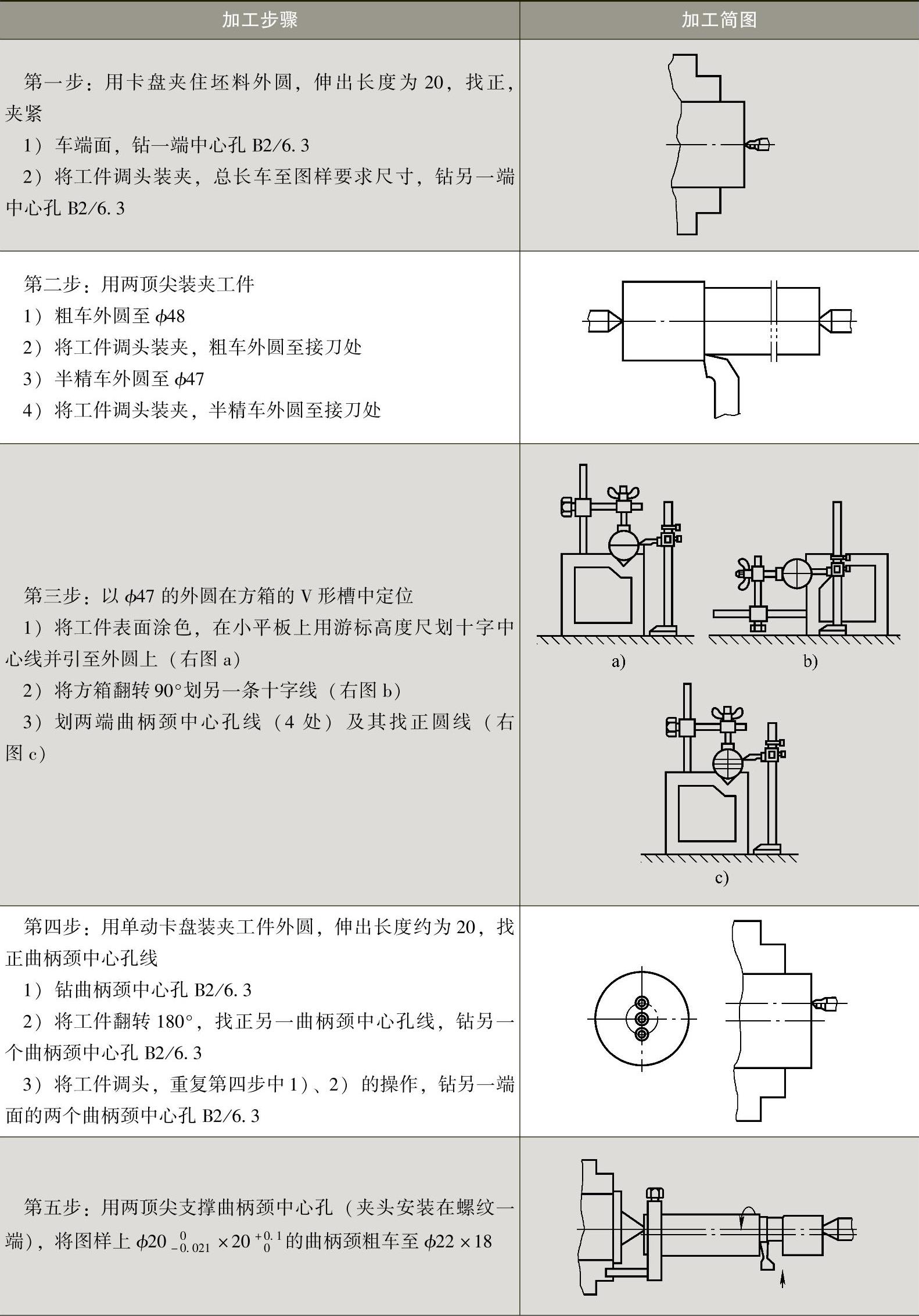
4.加工步骤(表7-3)(https://www.xing528.com)
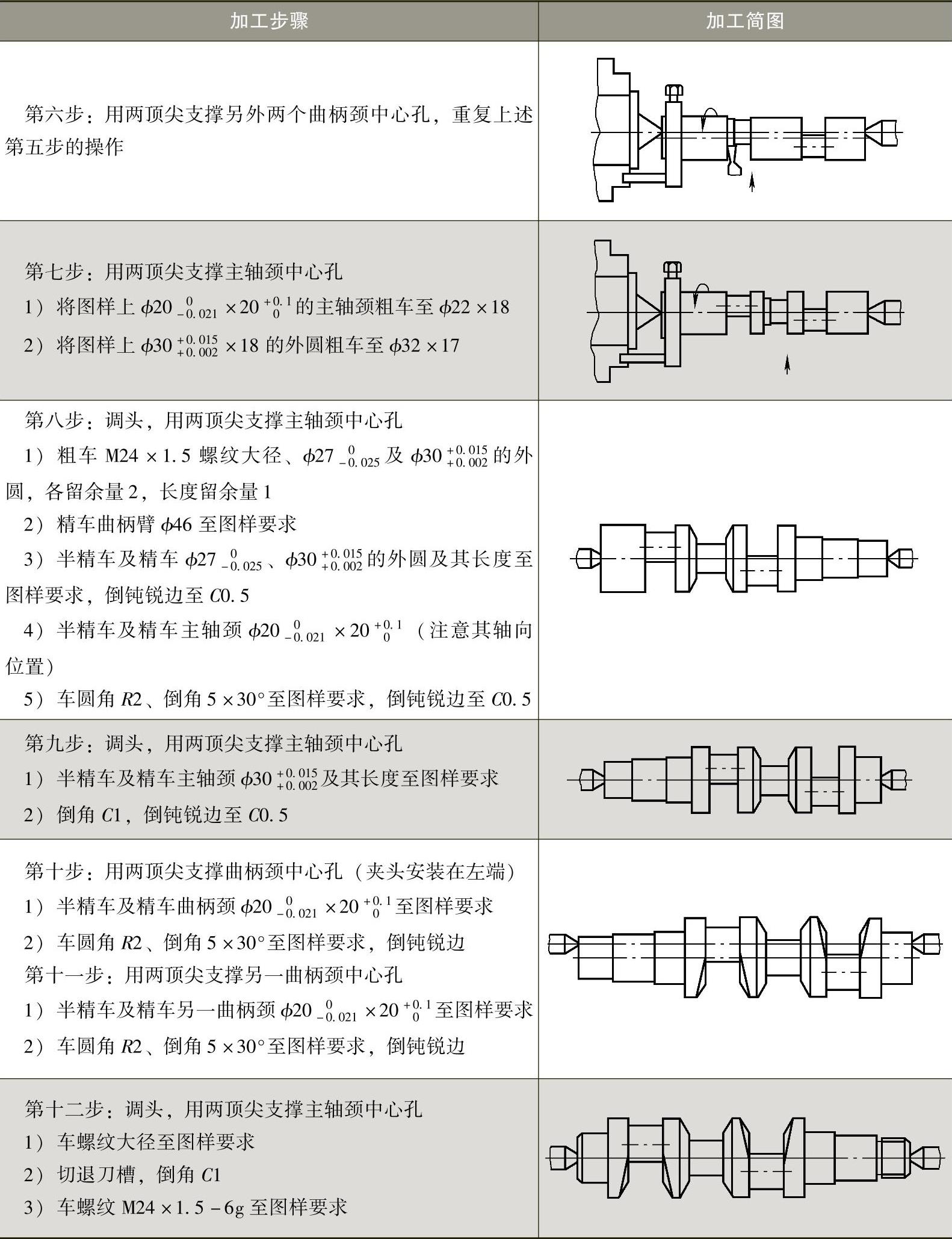
表7-3 双拐曲轴加工步骤 (单位:mm)
(续)
5.注意事项
1)划线时应将工件、平板、游标高度尺底面擦干净,以减少划线误差。所划的线条应清晰、准确。
2)粗车各轴颈时,R2的圆角要留有余量。
操作禁忌:在两顶尖间装夹及车削工件时,手臂严禁靠近鸡心卡头,以免夹头钩住衣服后出现险情。
考核重点解析
本章考核的重点一是偏心轴、套的加工,二是简单曲轴的加工。前者一般考核用自定心卡盘加垫片装夹偏心轴、套,其难点在于偏心垫片厚度计算。后者主要考核单拐曲轴的加工,难点在于正确地对单拐曲轴进行划线,加工出中心孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。