



1.矩形螺纹基本要素的尺寸计算
矩形螺纹也称方牙螺纹,是一种非标准螺纹。矩形螺纹的标记方法为“矩形公称直径×螺距”,如“矩形40×6”。矩形螺纹的理论牙型为正方形,但由于内、外螺纹配合时必须有间隙,所以实际牙型不是正方形的,而是矩形的。其牙型及各部分的尺寸计算见表6-11。
2.矩形螺纹车刀
矩形螺纹车刀的几何形状如图6-34所示。在刃磨矩形螺纹车刀时,应注意以下几点:
1)刃磨两侧后角时,应考虑到螺纹升角的影响,必须根据计算出的数值刃磨。
2)为了使刀头有足够的强度,刀头长度一般取L=0.5P+(2~4)mm。
表6-11 矩形螺纹各部分尺寸计算
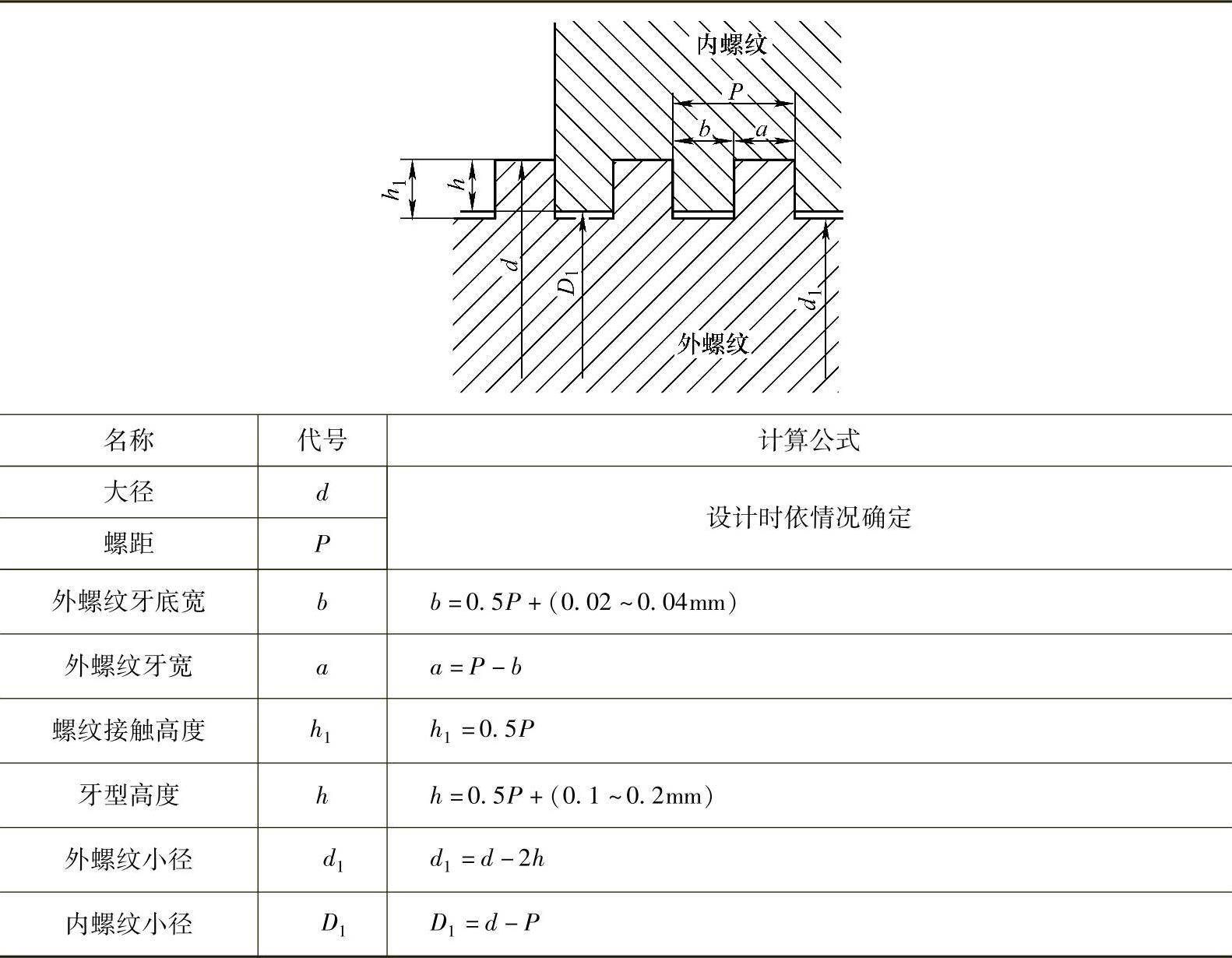
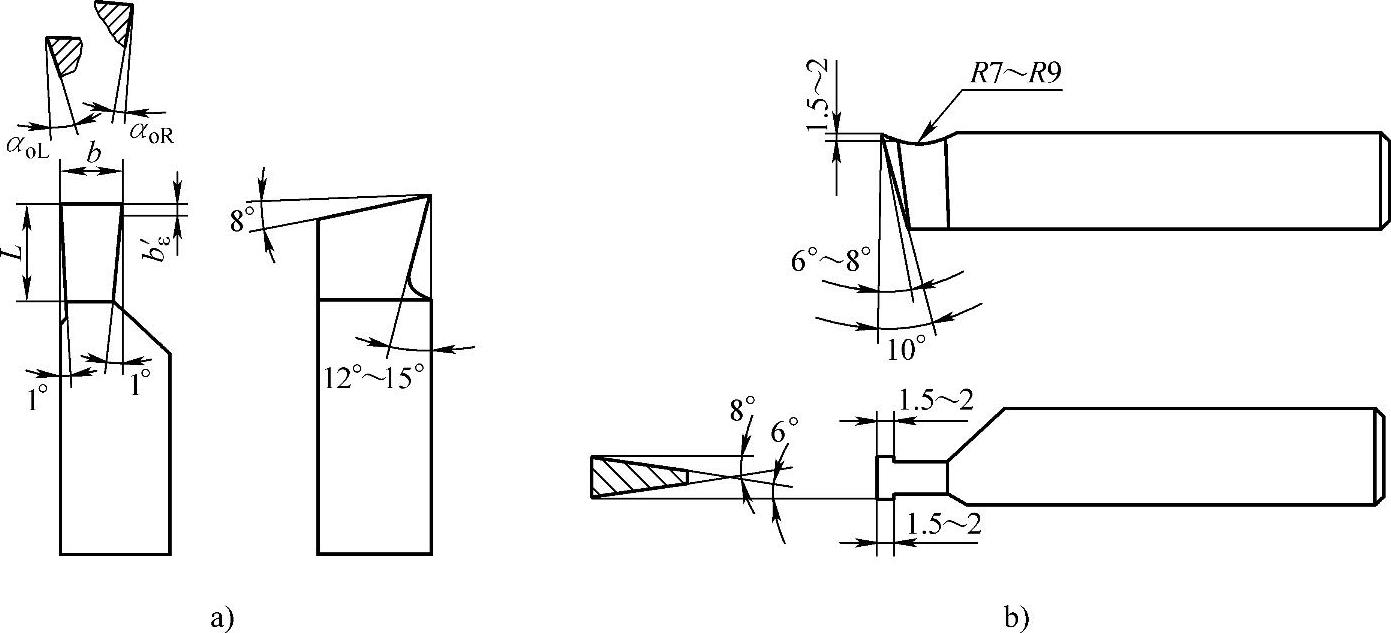
图6-34 矩形螺纹车刀
a)矩形螺纹车刀 b)矩形螺纹精车刀(https://www.xing528.com)
3)精车刀的刀头宽度应刃磨准确,其宽度b=0.5P+(0.02~0.04)mm。
4)为了减小牙侧的表面粗糙度值,精车刀的两侧副切削刃应磨有bε′=0.3~0.5mm的修光刃。
5)精车刀的前角为圆弧形(半径为7~9mm),两侧后角具有1.5~2mm的过渡刃。车刀强度高,便于排屑,适用于精车。
6)精车时,切削速度vc一般取4~10m/min,背吃刀量ap一般取0.02~0.1mm。
3.矩形螺纹的车削方法
车削螺距较小的矩形螺纹(P<4mm)一般不分粗、精车,用直进法以一把车刀切削完成。车削螺距在4~8mm的螺纹时,先用粗车刀以直进法粗车,两侧各留0.2~0.4mm余量,再用精车刀采用直进法精车(图6-35a)。
车削螺距较大(P>8mm)的矩形螺纹时,粗车一般用直进法,精车用左右切削法(图6-35b)。粗车时,刀头宽度要比牙底槽宽(b)小0.5~1mm,采用直进法把小径(d1)车到要求尺寸。然后采用较大前角的两把精车刀,左右切削螺纹槽的两侧面。但是在切削过程中,要严格控制和测量牙底槽宽,以保证内、外螺纹规定的配合间隙。
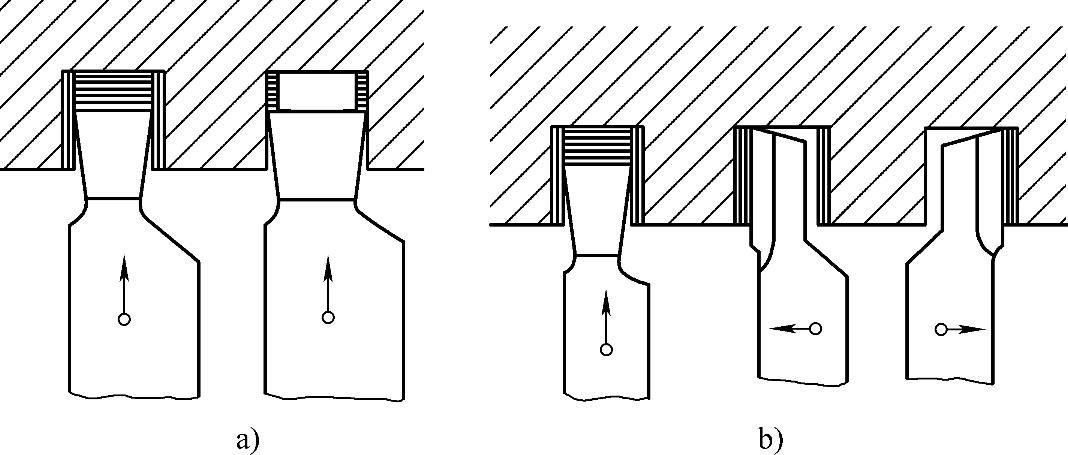
图6-35 矩形螺纹车削方法
a)直进法 b)左右切削法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。