



1.转动小滑板车锥套(图4-27)
1)计算锥孔小端直径d和圆锥半角α/2。
由 得
得
由 得α/2=5°42′38″
得α/2=5°42′38″
2)技能训练步骤。
①夹持毛坯外圆长15mm左右,找正并夹紧,车端面,车外圆至ϕ40mm,长30~35mm,倒角C1.5。
②调头夹住外圆ϕ40mm,长20~25mm,找正并夹紧,车端面,保证总长50mm,车外圆ϕ40mm,并接平外圆,倒角C1.5。
③钻通孔ϕ18mm。
④将小滑板顺时针转动5°42′38″,粗车内圆锥面。
⑤将圆锥半角调整准确。
⑥精车内圆锥面,并保证尺寸ϕ30+0.10mm。
2.转动小滑板车内、外圆锥配合件(图4-28)
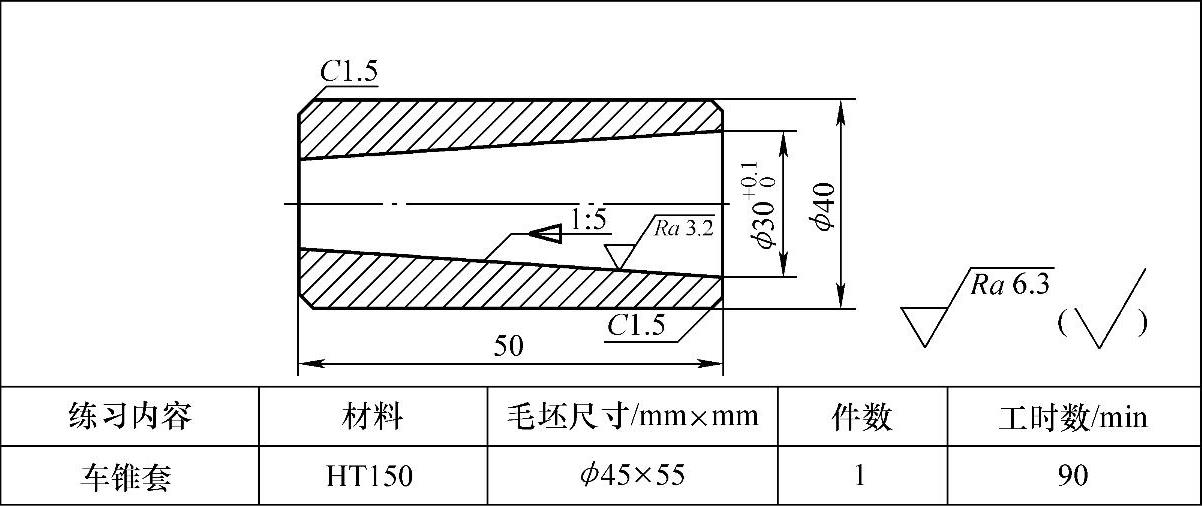
图4-27 转动小滑板车锥套
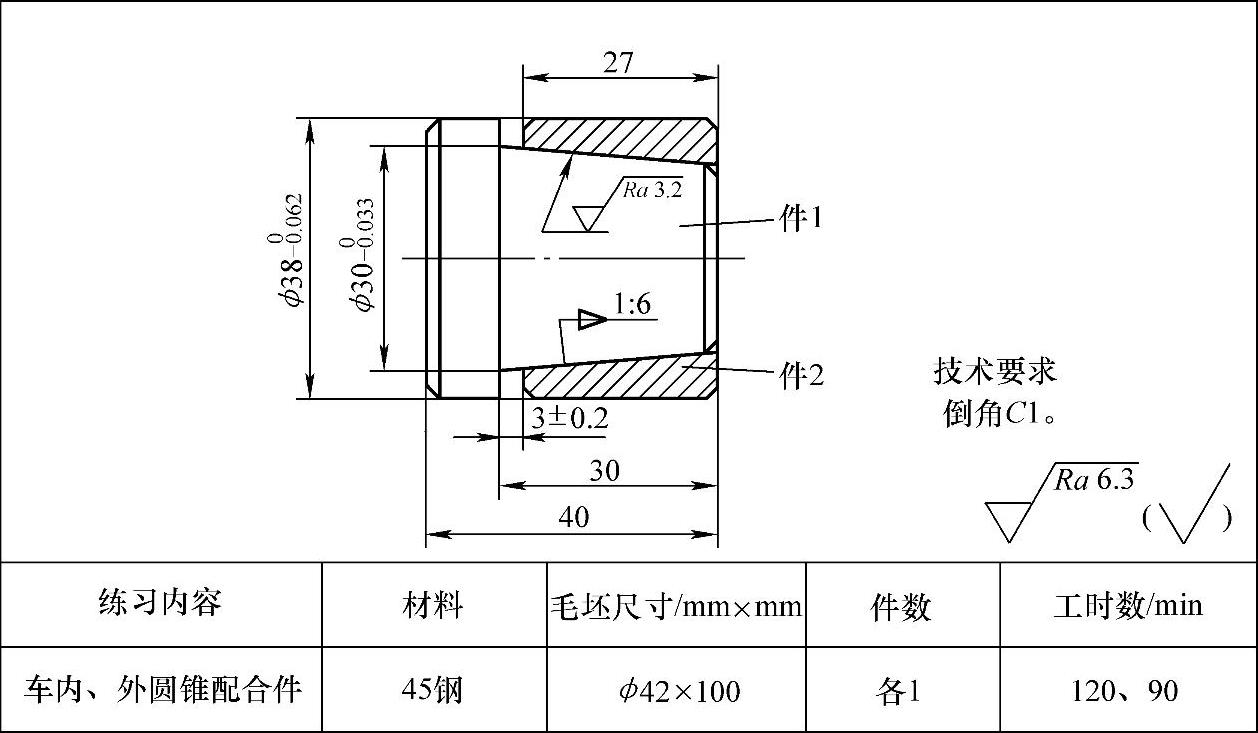
图4-28 转动小滑板车内、外圆锥配合件
1)件1加工步骤。
①用自定心卡盘夹住棒料外圆,伸出长度50mm,找正并夹紧。
②车端面(车平即可)。
③粗车、精车外圆ϕ300-0.033mm、长30mm至要求尺寸,并车平台阶面。(https://www.xing528.com)
④粗车、精车外圆ϕ380-0.062mm、长大于10mm(工件总长40mm)至要求尺寸。
⑤调整小滑板转角,粗车外圆锥面,并保证圆锥角。
⑥精车外圆锥面,锥面大端处应离台阶面不大于1.5mm。
⑦倒角C1,去毛刺。
⑧切断,保证工件总长41mm。
⑨调头,垫铜皮夹住外圆ϕ380-0.062mm,找正并夹紧。
⑩车端面,保证总长40mm;倒角C1。
2)件2加工步骤。
①用自定心卡盘夹住棒料外圆,伸出长度35~40mm,找正并夹紧。
②车端面(车平即可)。
③粗车、精车外圆ϕ380-0.062mm,使长度尺寸符合30mm,倒角C1。
④钻ϕ23mm孔,深30mm左右。
⑤切断,控制总长28mm。
⑥调头,垫铜皮夹住外圆ϕ380-0.062mm,找正并夹紧。
⑦车端面,保证总长27mm;倒角C1。
⑧粗车、精车内圆锥面,保证圆锥角和配合距离(3±0.2)mm。
考核重点解析
锥度、圆锥全角、圆锥半角的计算;圆锥面的测量方法,各种测量用具的正确使用方法,能准确判断角度的大小并正确调整;如何避免双曲线误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。