



加工图4-26所示的普通固定顶尖,单件,毛坯尺寸为ϕ35mm×170mm,材料为45钢。
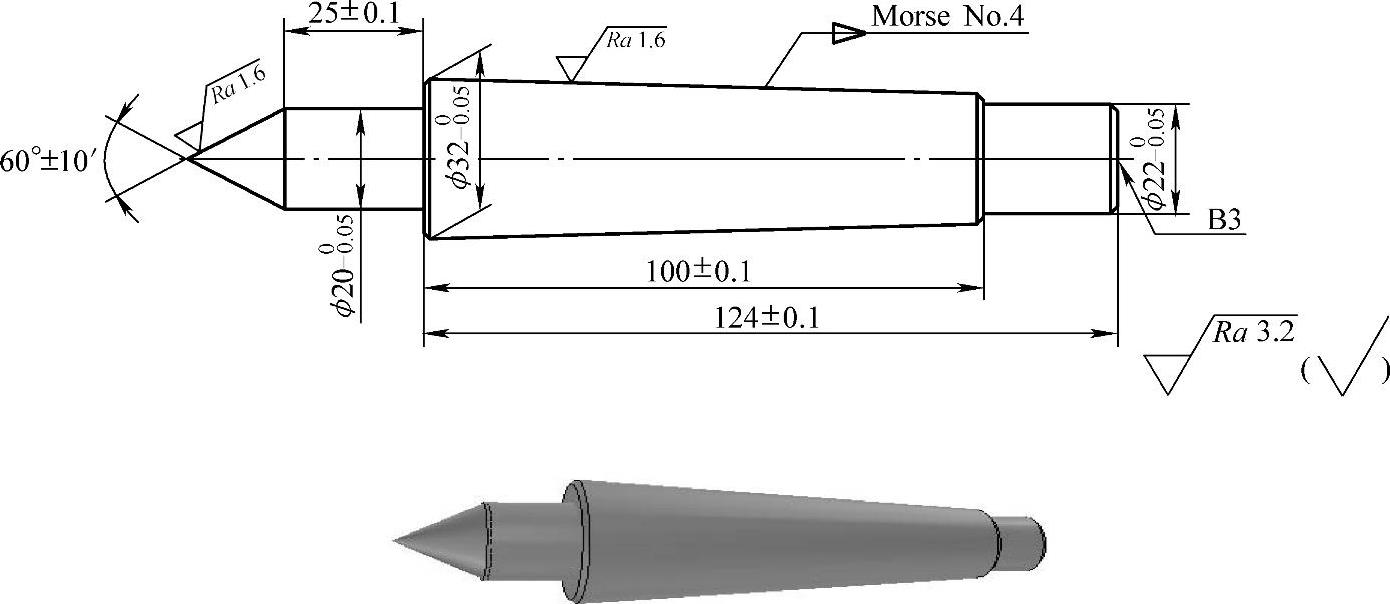
图4-26 普通固定顶尖
1.图样分析 普通固定顶尖由外圆、平面、台阶、圆锥面、倒角、一端B3中心孔组成。长度精度为±0.1mm,外圆精度为-0.05mm,长锥面锥度为莫氏4号,小圆锥面为圆锥角60°,右端外圆有倒角两处,表面粗糙度值Ra1.6μm两处,两圆锥的圆锥轴线有同轴度要求。
2.加工步骤
1)测量毛坯尺寸ϕ35mm×170mm。
2)用自定心卡盘夹持工件毛坯外圆,车一端面,同时车出ϕ33mm×10mm的限位台肩,调头,车另一端面,控制总长度(169±0.1)mm,钻B3中心孔。
3)一夹一顶粗车外圆ϕ21mm×45mm(保证另一端长度124mm±0.1mm)。
4)调头一夹一顶,先粗车、精车ϕ220-0.05mm,表面粗糙度值达到Ra3.2μm,后粗车、精车ϕ320-0.05mm。
5)粗车、精车莫氏4号圆锥面,小滑板逆时针转动1°29′15″,圆锥角度小,每次试切削时的背吃刀量不能太大,以免使工件作废。达到锥度、尺寸和表面粗糙度值要求。
6)检查、倒角。(https://www.xing528.com)
7)将工件调头用莫氏锥套过渡,插入主轴孔内并夹紧。
8)加工ϕ200-0.05mm至要求尺寸,加工60°±10′圆锥面达到要求尺寸及表面粗糙度值要求。
9)倒角。
10)检查。
3.注意事项
1)车圆锥面时车刀刀尖严格对准工件的回转中心。
2)莫氏4号圆锥的表面粗糙度值Ra1.6μm应达到要求,防止内外圆锥配合时打滑。
3)注意加工的顺序。
4)用圆锥套规涂色法检验外圆锥面时,应在工件左右两侧均匀涂色,并注意左右两侧用力均匀,套规转动不超过半周。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。