



加工图4-25所示的圆锥轴,毛坯尺寸为ϕ45mm×120mm,材料为45钢。
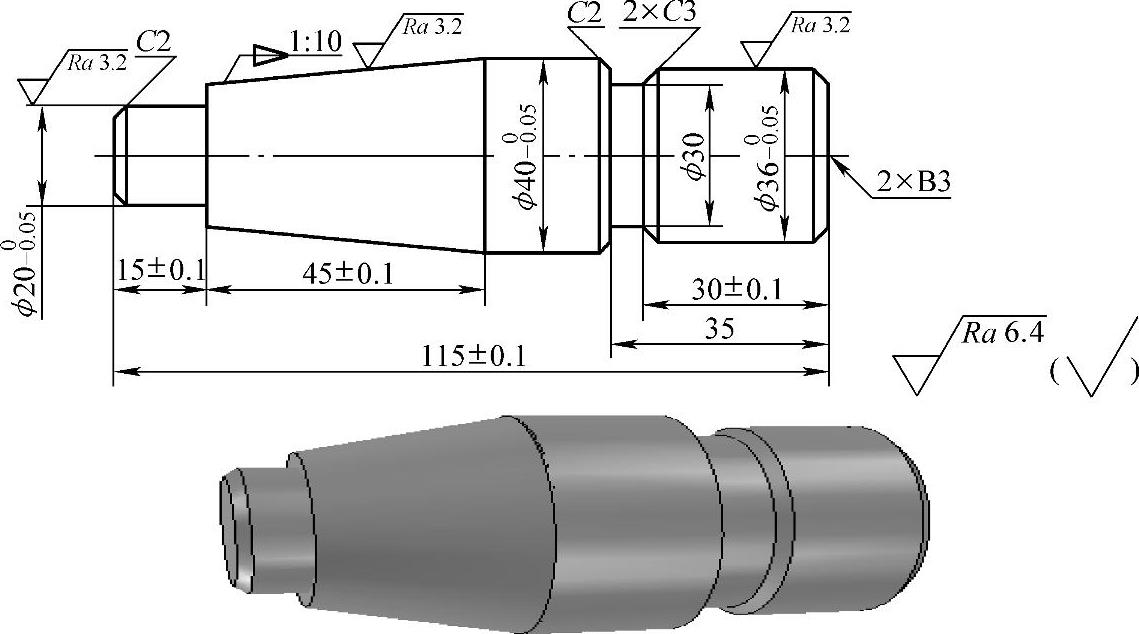
图4-25 圆锥轴
1.图样分析 圆锥轴有外圆、平面、台阶、沟槽、圆锥面、倒角、两端B3中心孔组成。工件总长为(115±0.1)mm;右端为ϕ360-0.05mm的外圆,其左右两端倒角C3;ϕ360-0.05mm的外圆左端为宽5mm的槽,槽底直径为ϕ30mm;工件中间为ϕ400-0.05mm的外圆,其长度尺寸由总长和其他尺寸保证。ϕ400-0.05mm的外圆左端与锥度为1∶10、长度为(45±0.1)mm的圆锥面相连;工件左端为ϕ200-0.05mm的外圆,长度为(15±0.1)mm;工件表面粗糙度值为Ra3.2μm。工件尺寸精度和表面质量要求不高,适合应用卧式车床进行加工。
2.加工步骤
1)测量毛坯尺寸ϕ45mm×120mm。
2)用自定心卡盘夹持工件毛坯外圆,车一端面,同时车出ϕ40mm×10mm限位台肩,钻B3中心孔;调头,车另一端面,控制总长度(115±0.1)mm,钻B3中心孔。
3)一夹一顶粗车外圆ϕ41mm×81mm(外圆长度大于81mm)、ϕ21mm×14mm。
4)调头一夹一顶(夹ϕ21mm处)、粗车外圆ϕ36.5mm×34mm。
5)用两顶尖装夹,精加工ϕ360-0.05mm×35mm至要求尺寸,表面粗糙度值达到Ra3.2μm,切槽ϕ30mm×5mm至要求尺寸,表面粗糙度值达到Ra3.2μm,倒角C3。(https://www.xing528.com)
6)用两顶尖装夹精加工ϕ200-0.05mm至要求尺寸,表面粗糙度值达到Ra3.2μm;车外圆ϕ400-0.05至要求尺寸,表面粗糙度值达到Ra3.2μm。
7)加工圆锥面,小滑板逆时针转动2°51′19″,粗车、精车1∶10圆锥面,采用游标万能角度尺测量圆锥半角或全角,表面粗糙度值达到Ra3.2μm,加工至合格。
8)倒角。
9)检查。
3.注意事项
1)加工时,应分粗车、精车加工工件。
2)圆锥大端外圆与圆锥面应一刀车出。
3)用量角器测量圆锥面时,测量尺应与轴线平行。
4)车圆锥面时车刀刀尖严格对准工件的回转中心,防止出现双曲线误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。