



【摘要】:检测内圆锥面的角度或锥度主要是使用圆锥塞规,如图4-23a所示。根据工件的直径尺寸及公差在圆锥塞规大端开有一个轴向距离为m的台阶(刻线),分别表示过端和止端。测量锥孔时,若锥孔的大端平面在台阶两刻线之间,说明锥孔尺寸合格,如图4-23b所示。
1.用卡钳和千分尺测量
圆锥的精度要求较低或需要在加工中粗测最大或最小圆锥直径时,可以使用卡钳和千分尺测量。测量时必须要求卡钳脚或千分尺测量杆和工件的轴线垂直,测量位置必须在圆锥的最大或最小圆锥直径处。
2.用圆锥套规综合检验
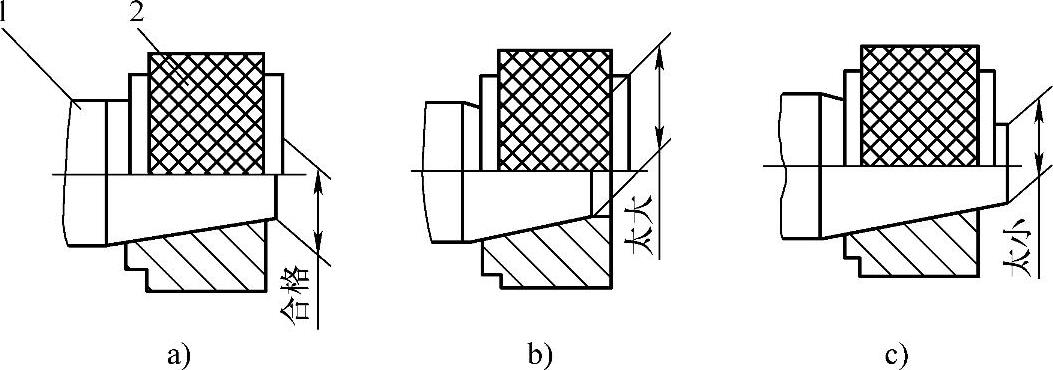
1)外圆锥面。圆锥的最大或最小圆锥直径可以用圆锥套规来检验,如图4-22所示。它除了有一个精确的圆锥表面外,在塞规和套规的端面上分别有一个台阶(或刻线)。台阶长度(或刻线之间的距离)m就是最大或最小圆锥直径的公差范围。检验圆锥时,当工件1的小端端面位于圆锥套规2的台阶之间,就说明圆锥的最小圆锥直径为合格,如图4-22a所示;当工件1的小端端面未能进入圆锥套规2的台阶之间就说明外圆锥的最小圆锥直径太大,如图4-22b所示。若锥体小端超出了止端缺口,说明小端直径太小,如图4-22c所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-22 用圆锥套规综合检验
1—工件 2—圆锥套规
2)内圆锥面。检测内圆锥面的角度或锥度主要是使用圆锥塞规,如图4-23a所示。根据工件的直径尺寸及公差在圆锥塞规大端开有一个轴向距离为m的台阶(刻线),分别表示过端和止端。测量锥孔时,若锥孔的大端平面在台阶两刻线之间,说明锥孔尺寸合格,如图4-23b所示。若锥孔的大端平面超过了止端刻线,说明锥孔尺寸太大了,如图4-23c所示;若两刻线都没有进入锥孔,说明锥孔尺寸太小了,如图4-23d所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。