



常用的圆锥角度和锥度的检测方法有:用游标万能角度尺测量,用角度样板检验,用正弦规测量等方法。对于精度要求较高的圆锥面,常用涂色法检验,其精度以接触面的大小来评定。
1.用游标万能角度尺测量
(1)游标万能角度尺的结构 游标万能角度尺简称万能角度尺,主要由尺身、90°角尺、游标、制动器、基尺、直尺、卡块等组成,如图4-15所示,它可以测量0°~320°范围内的任意角度。
测量时基尺5可以带着主尺1沿着游标3转动,当转到所需的角度时,可以用锁紧装置4锁紧。卡块7将90°角尺2和直尺6固定在所需的位置上。测量时,转动背面的捏手8,通过小齿轮9转动扇形齿轮10,使基尺改变角度。
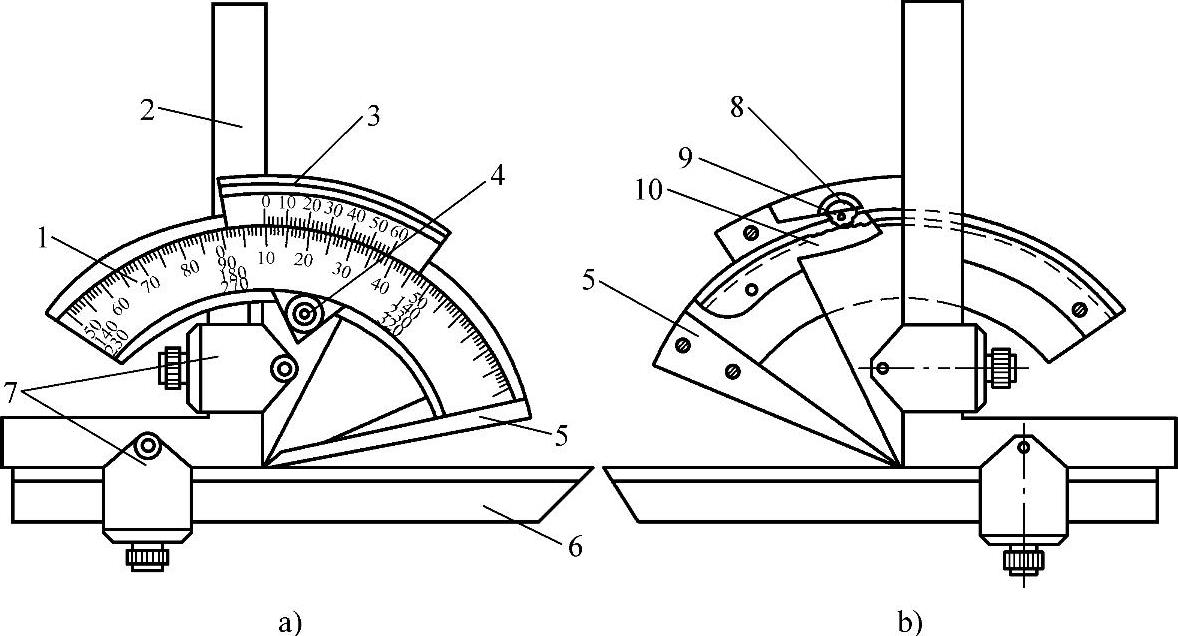
图4-15 游标万能角度尺
a)主视图 b)后视图
1—主尺 2—直角尺 3—游标 4—锁紧装置 5—基尺 6—直尺 7—卡块 8—捏手 9—小齿轮 10—扇形齿轮
(2)刻线原理 游标万能角度尺的分度值一般分为2′和5′两种。下面仅介绍分度值为2′的原理。
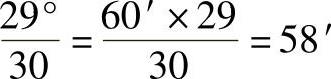
主尺的刻度每格为1°,游标上总角度为29°,并等分为30格,如图4-16a所示,每格所对的角度为:
因此,主尺一格与游标一格相差:

即游标万能角度尺的分度值为2′。
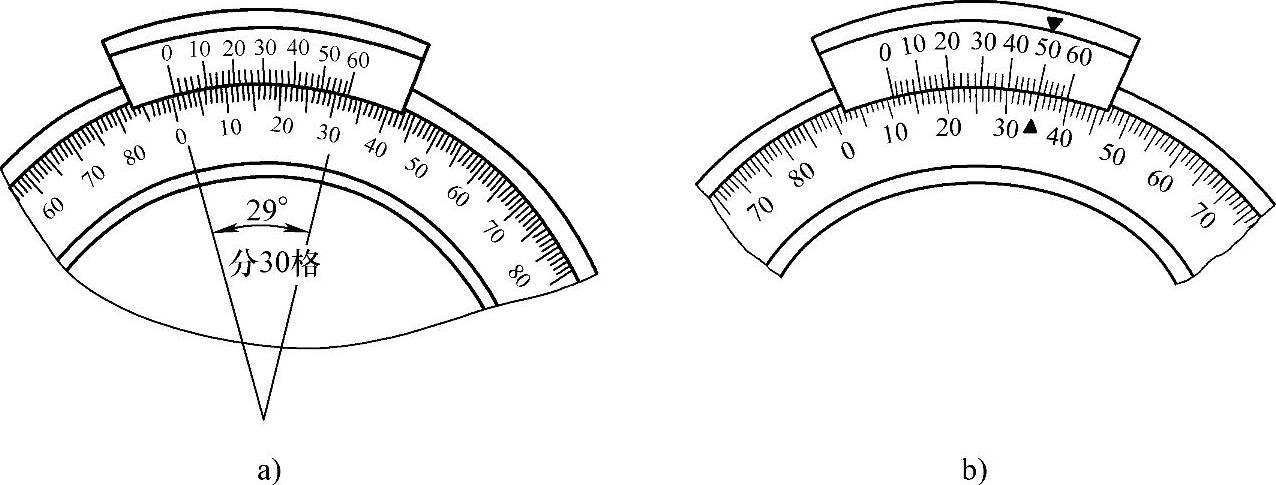
图4-16 游标万能角度尺
(3)读数方法 游标万能角度尺的读数方法与游标卡尺相似,游标万能角度尺1°=60′,下面以常用的分度值为2′的游标万能角度尺为例,介绍其读数方法,如图4-16b所示。
1)先从尺身上读出游标“0”线左边角度的整度数(°),尺身上每一格为1°,即读出整度数为10°。
2)然后用游标“0”线与尺身刻线对齐的游标上的刻线格数,乘以游标万能角度尺的分度值,得到角度的“′”值,即25×2′=50′。
3)两者相加就是被测圆锥的角度值,即10°+50′=10°50′。
提示:工件与直尺和角尺接触,判断角度是否准确时常采用漏光法。
图4-17 游标万能角度尺的测量范围(https://www.xing528.com)
a)测量0°~50°的角度 b)测量50°~140°的角度 c)、d)测量140°~230°的角度 e)测量230°~320°之间的角度
(4)测量方法的选择 用游标万能角度尺检测外圆锥角度时,应根据被侧角度大小,选择不同的测量方法,游标万能角度尺的测量范围及方法如图4-17所示。测量0°~50°的角度,如图4-17a所示;测量50°~140°的角度,如图4-17b所示;测量140°~230°的角度,可选图4-17c或图4-17d所示的方法;将游标万能角度尺的直尺和90°角尺卸下,用基尺和尺身的测量面,可测量230°~320°之间的角度,如图4-17e所示。
(5)使用游标万能角度尺的注意事项
1)根据测量工件的不同角度正确选用直尺和90°角尺。
2)使用前要检查尺身和游标的零线是否对齐,基尺和直尺是否漏光。
3)测量时,工件应与角度尺的两个测量面全长上接触良好,避免误差。
2.用角度样板检验
角度样板属于专用量具,常用于成批和大量生产时,以减少辅助时间。图4-18所示为用角度样板检验锥齿轮坯的角度。
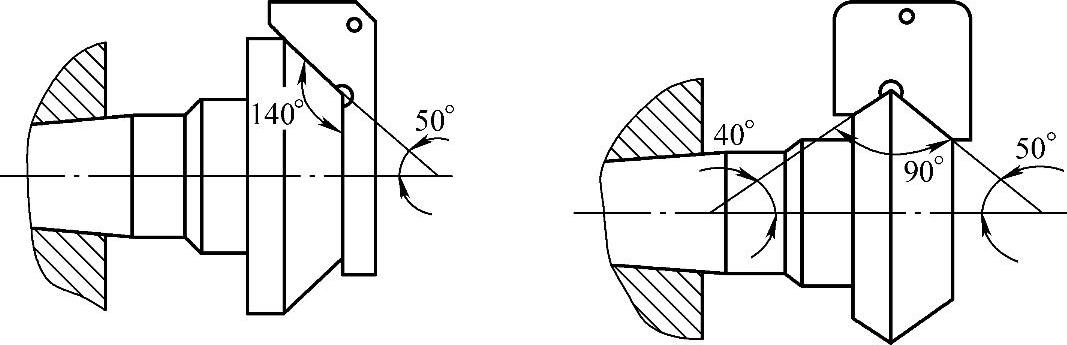
图4-18 用角度样板测量工件
3.用涂色法检验
对于标准圆锥或配合精度要求较高的圆锥工件,一般可以使用圆锥套规和圆锥塞规检验。圆锥套规(图4-19)用于检验外圆锥。
用圆锥套规检验外圆锥时,要求工件和套规的表面清洁,工件外圆锥面的表面粗糙度值小于Ra3.2μm且表面无毛刺。用涂色法检验的步骤如下:
1)首先在工件表面顺着圆锥轴线,沿周向均等地涂上薄而均匀的三条显示剂(印油、红丹粉和机油等的调和物),如图4-20所示。

图4-19 圆锥套规
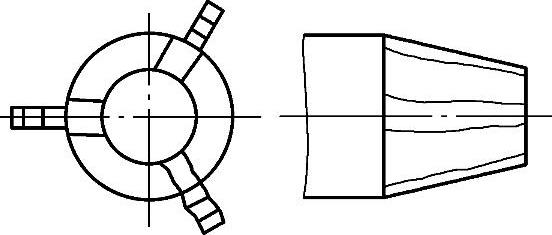
图4-20 涂色方法
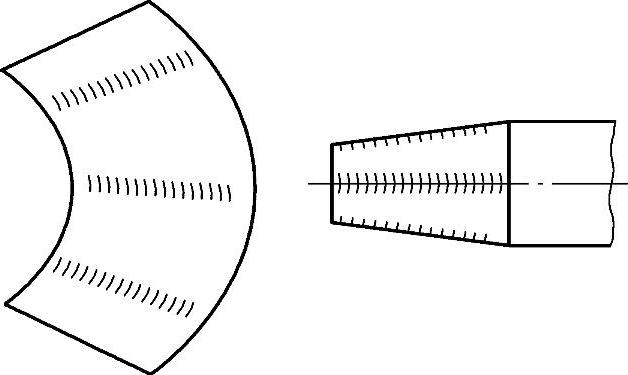
图4-21 用圆锥套规检验外圆锥合格圆锥面展开图
2)然后手握套规轻轻地套在工件上,稍加周向推力,并将套规转动半圈。图4-21所示为合格圆锥面展开图。
3)最后取下套规,观察工件表面显示剂擦去的情况。若三条显示剂全长擦痕均匀,圆锥表面接触良好,说明锥度正确;若小端擦着,大端未擦去,说明工件圆锥角小了;若大端擦着,小端未擦去,说明工件圆锥角大了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。