



圆锥面既有尺寸精度,又有角度要求,因此,在车削中要同时保证尺寸精度和圆锥角度。一般先保证圆锥角,然后精车控制其尺寸精度。车削圆锥面方法有很多种,如转动小滑板车圆锥、偏移尾座法、利用靠模法和样板刀法等。
1.转动小滑板车削锥度面
车削长度较短和锥度较大的圆锥体和圆锥孔时常采用转动小滑板,这种方法操作简单,能保证一定的加工精度,所以应用广泛。转动小滑板法车锥面的原理,就是小滑板的运动方向与圆锥素线平行,所以车床上小滑板转动的角度就是圆锥半角α/2,如图4-3所示。将小滑板转盘上的螺母松开,调整角度值与基准零线对齐,然后固定转盘上的螺母,摇动小滑板手柄开始车削,使车刀沿着锥面素线移动,即可车出所需要的圆锥面。
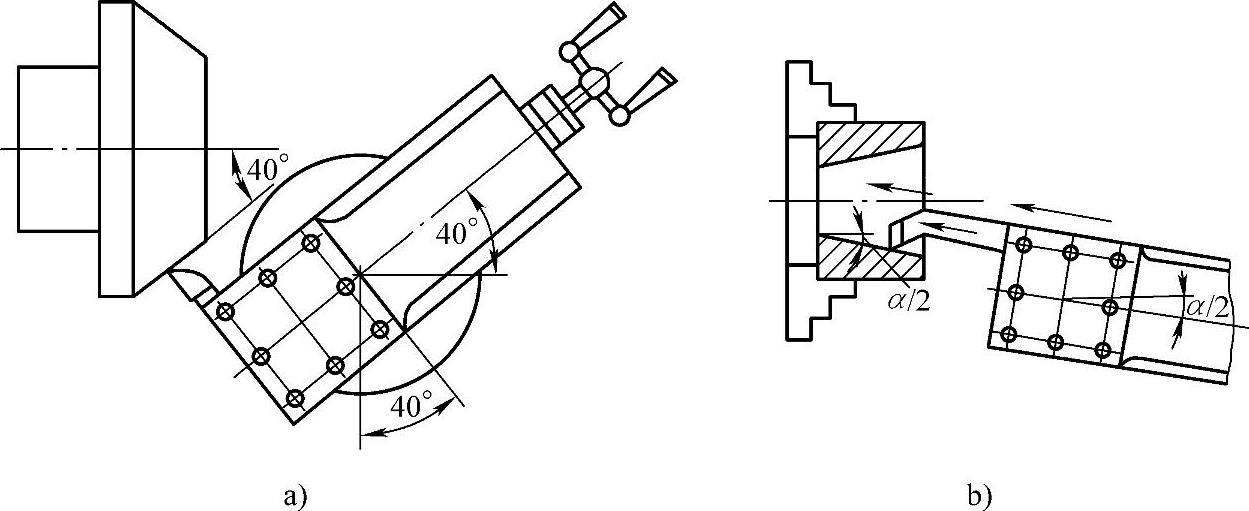
图4-3 转动小滑板法车锥面
a)车外圆锥 b)车内圆锥
(1)小滑板的转动方向 车外圆锥时,如果最大圆锥直径靠近主轴,最小圆锥直径靠近尾座方向,小滑板应逆时针方向转动一个圆锥半角(α/2);反之,则应顺时针方向转动一个圆锥半角。车内圆锥工件时,如果最小圆锥直径靠近主轴,小滑板应顺时针方向转动一个圆锥半角;反之应逆时针转动一个圆锥半角,见表4-3。
表4-3 加工锥齿轮上的圆锥面时小滑板的转动方向与转动角度
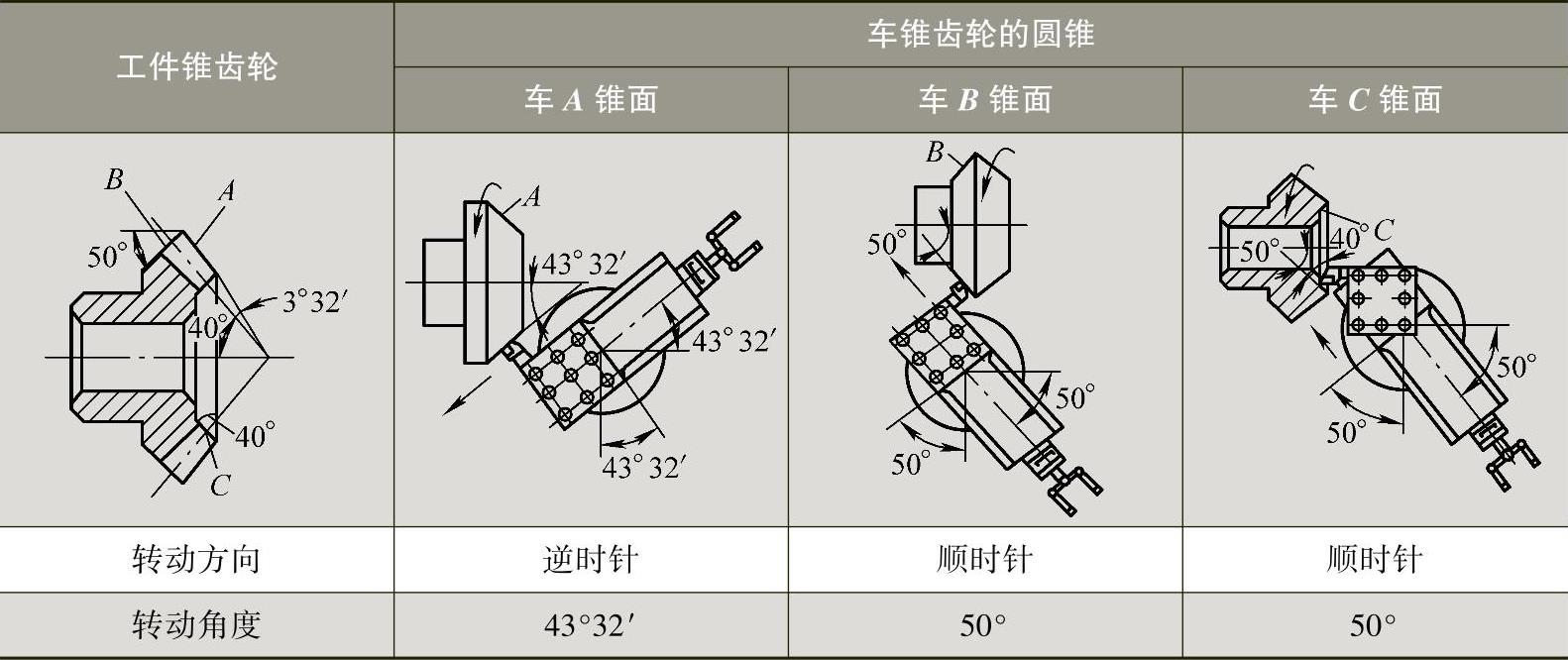
(2)小滑板的转动角度 由于圆锥的角度标注方法不同,有时图样上没有直接标注出圆锥半角,这时就必须经过换算,才能得出小滑板应转动的角度。换算的原则是把图样上所标注的角度,换算成圆锥素线与车床主轴轴线的夹角(α/2)。α/2就是车床小滑板应转过的角度,见表4-3。
(3)转动小滑板法车外圆锥面的方法和步骤
1)调整小滑板的镶铁,使小滑板导轨与镶铁的配合间隙松紧合适。过紧时手动进给费力,小滑板移动不均匀;过松时则小滑板间隙大,车削时刀纹时深时浅,表面粗糙度值增大。
2)装夹工件和车刀。工件装夹时,应使卡爪均匀地与工件表面接触,保持最小的跳动量,尽量使工件的旋转中心与主轴中心重合并夹持牢固。车刀装夹时,刀尖必须严格地对准工件的旋转中心,刀尖高于中心或低于中心,车出的工件圆锥素线将不是直线,而是双曲线。
3)确定小滑板转动方向及角度。小滑板转动后,其运动方向轨迹应与圆锥素线平行。小滑板转动方向规定如下:车正外锥面(锥体大端靠近主轴)时,小滑板应逆时针转动一个圆锥半角,反之则应顺时针转动(倒外锥)。车正内锥面(锥体小端靠近主轴)时,小滑板应顺时针转动一个圆锥半角,反之则应逆时针转动(倒内锥)。角度调整的步骤如下:
将小滑板转盘上的螺母松开,把转盘转至所需要的圆锥半角α/2的刻线上,与基准刻线对齐,然后固定转盘上的螺母。但车削圆锥体的圆锥半角往往都不是整数,即便是整数,一次调整合格的可能性很小,一般可在圆锥角附近估计一个值,试运行后逐步找正。估计时的原则:车外圆锥时,调整角度值可以大于标准值10′~20′,但不能小于标准值,以防将圆锥素线车长或圆锥直径车小而无法修复。
4)粗车圆锥面。车圆锥面与车外圆一样,也分粗、精车,通常先按圆锥大端直径车成圆柱体,然后再车圆锥面。应根据工件圆锥面的长度确定小滑板车削的起始点,防止车削时行程不够。此外,最好在圆锥长度处做好标记,保证留有精车余量。
粗车时首先移动中、小滑板,使刀尖与轴端外圆接触后,小滑板后退,将中滑板刻度调至零位或某一整数值,作为切削深度的起始点。逐次粗车,当车削长度大约至锥体长度的1/2时,检测圆锥角度。
5)校正圆锥角度。用样板或游标万能角度尺通过透光法检查,校正圆锥角度,先判断外圆锥面角度的大小,确定小滑板的微调方向和大小,小心放松小滑板锁紧螺母(不要全松,留有一定的余力,保证小滑板位置不动),左手食指、中指接触小滑板的前端,无名指、小指接触中滑板右侧面,眼睛目测小滑板刻度线。右手用铜棒沿微调方向轻轻敲击小滑板,调整完后,锁紧小滑板。再试车削,再测量、校正,直到角度合格。
6)精车圆锥面。因锥度已经校正,精车外圆锥面主要是提高工件的表面质量、控制圆锥面尺寸精度。因此精车外圆锥面时,车刀必须锋利、耐磨,按精加工要求选择好切削用量。首先用钢直尺或游标卡尺测量出工件小端面至套规过端界面线的距离a,用计算法算出背吃刀量ap:

方法一:床鞍不动,移动中、小滑板,使刀尖轻轻接触圆锥的小端外圆处,中滑板不动,小滑板后退,让车刀离开工件,车刀向前移动背吃刀量ap,后摇小滑板开始精车,如图4-4所示。
方法二:床鞍不动,移动中、小滑板,使刀尖轻轻接触圆锥的小端外圆处,中滑板不动,小滑板后退,使车刀沿圆锥素线离开工件端面a的距离,移动床鞍沿圆锥轴线进给,使车刀与工件端面接触,此时车刀已切入一个背车刀量ap,然后摇动小滑板开始精车,如图4-5所示。
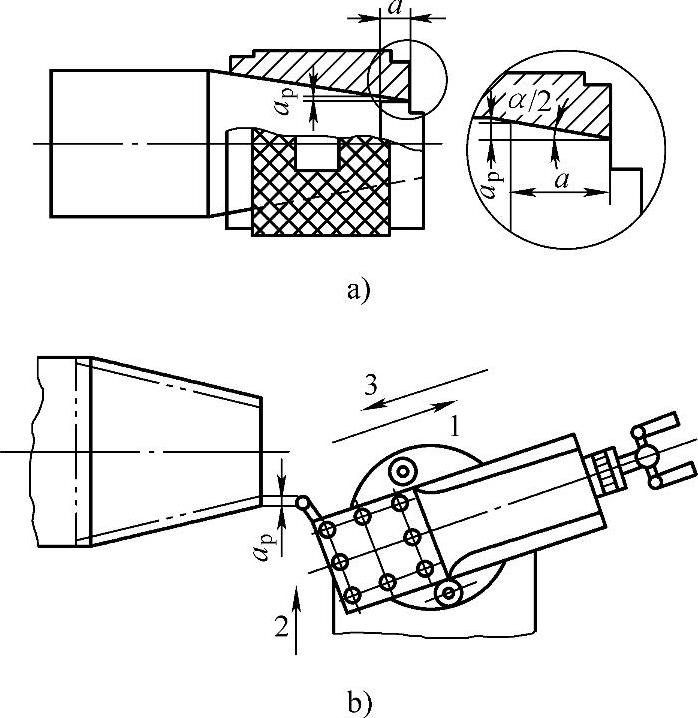
图4-4 计算背吃刀量ap精车圆锥面
a)用套规测量 b)用中滑板调整背吃刀量ap
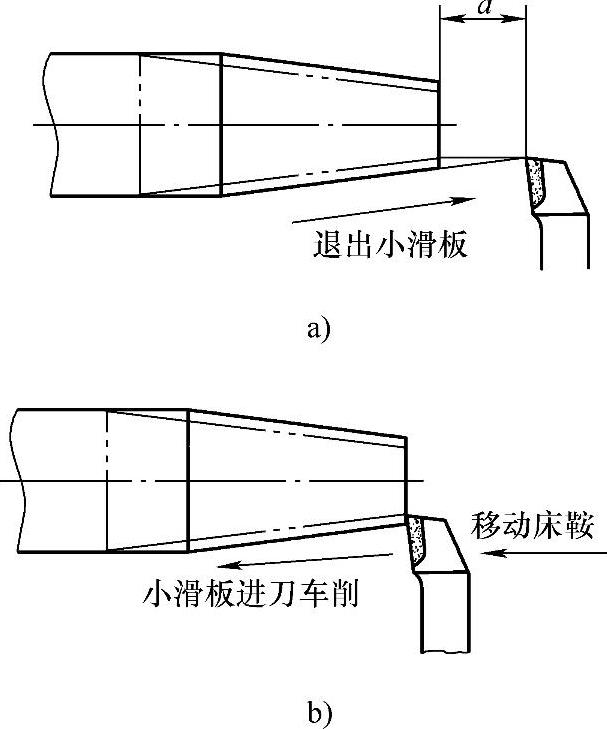
图4-5 用工件端面与刀尖距离a精车圆锥面
a)退出小滑板调整背吃刀量ap b)移动床鞍调整背吃刀量ap
(4)转动小滑板法车内圆锥面的方法和步骤
1)钻孔。用小于锥孔小端直径1~2mm的麻花钻钻底孔。
2)内圆锥车刀的选择及装夹。由于圆锥孔车刀刀柄尺寸受圆锥孔小端直径的限制,为了增大刀柄刚度,宜选用圆锥形刀柄,且使刀尖与刀柄中心对称平面等高。装刀时,可以用车平面或平面划线的方法调整车刀,使刀尖严格对准工件中心。刀柄伸出长度应保证其切削行程,刀柄与工件锥孔周围应留有一定空隙。车刀装夹好后还须停机在孔内摇动床鞍至终点,检查刀柄是否会产生碰撞。
3)如果要加工配合的圆锥表面,可以先转动小滑板车好外圆锥面,然后不要变动小滑板角度,将内圆锥车刀反装,使切削刃向下,主轴仍正转,便可以加工出与圆锥体相配合的圆锥孔。或者使用左镗孔刀,刀柄加工成圆锥形以提高刚性,主轴反转,也可以加工出配套锥面,这种方法适于车削数量较少的配套圆锥,可以获得比较理想的配合精度。
4)粗车锥面。与转动小滑板法车外圆锥面一样,在加工前也须调整好小滑板导轨与镶条的配合间隙,并确定小滑板的行程长度。加工时,车刀从外边开始切削(主轴仍正转),当塞规能塞进工件约1/2时检查校准圆锥角。
5)校正圆锥角度。用涂色法检测圆锥孔角度,根据擦痕情况调整小滑板转动的角度。经几次试切和检查后逐步将角度找正。
6)精车内圆锥面。精车内圆锥面控制尺寸的方法,与精车外圆锥面控制尺寸的方法相同,也可以采用计算法或移动床鞍法确定ap值,如图4-6、图4-7所示。
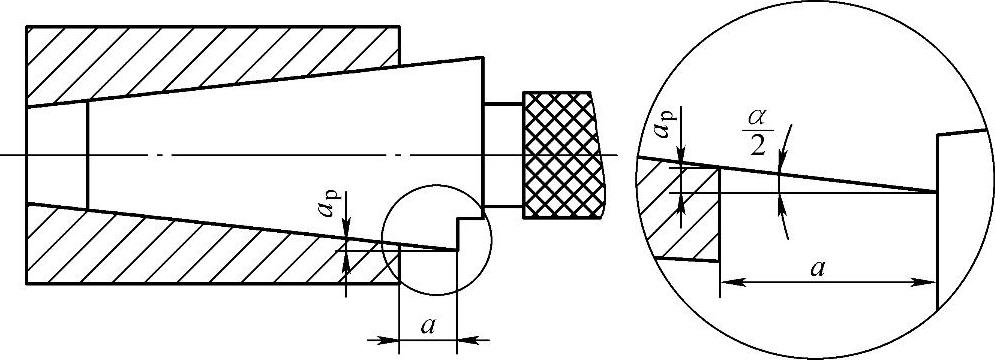
图4-6 计算法控制圆锥孔尺寸
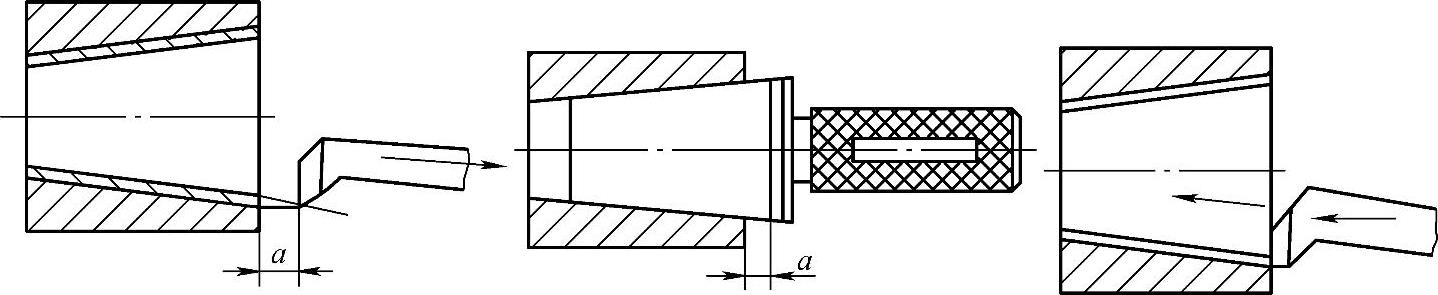
图4-7 移动床鞍法控制圆锥孔尺
7)切削用量的选择
①切削速度比车外圆锥面时低10%~20%。
②手动进给要始终保持均匀,不能有停顿与快慢不均匀的现象。最后一刀的切削深度一般取0.1~0.2mm为宜。
③精车钢件时,可以加切削液或机油,以减小表面粗糙度Ra值,提高表面质量。
(5)转动小滑板法车圆锥的特点
1)可以车削各种角度的内外圆锥,适用范围广。
2)操作简便,能保证一定的车削精度。
3)由于小滑板法只能用手动进给,故劳动强度较大,表面粗糙度值也较难控制;而且车削锥面的长度受小滑板行程限制。
4)转动小滑板法适用于加工圆锥半角较大且锥面不长的工件。
(6)转动小滑板车外圆锥面的注意事项
1)车刀刀尖用试切法严格对准工件旋转中心,避免产生双曲线误差。
2)工件圆锥的大端直径(小端直径)圆柱面与圆锥面表面应一刀车出,保证同轴度。
3)用圆锥套规检查时,套规和工件表面均用绢绸擦干净;工件表面粗糙度值Ra必须小于3.2μm,并应去毛刺;涂色要薄而均匀,转动量应在半圈以内,不可来回旋转。
4)车削过程中,锥度一定要严格、精确地计算,在要求长度前把锥度调整准确。长度尺寸必须严格控制。
5)取出圆锥塞规时注意安全,不能敲击,以防工件移位。
6)精车锥孔时要以圆锥塞规上的刻线来控制锥孔尺寸。
7)车刀切削刃要始终保持锋利。
2.偏移尾座法
采用偏移尾座法车外圆锥面,必须将工件用两顶尖装夹,把尾座向里(用于车正外圆锥面)或者向外(用于车倒外圆锥面)横向移动一段距离s后,使工件回转轴线与车床主轴轴线相交,并使其夹角等于工件圆锥半角α/2。由于床鞍是沿平行于主轴轴线的进给方向移动的,工件就被车成一个圆锥体,如图4-8所示。偏移尾座法加工工件时,工件是由两顶尖装夹,所以不能加工内圆锥。
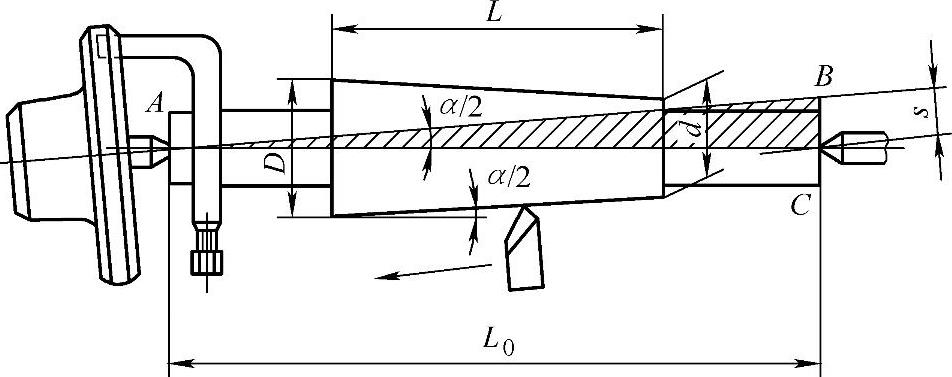
图4-8 偏移尾座车锥面
(1)尾座偏移量s的计算 用偏移尾座法车外圆锥面时,尾座的偏移量不仅与圆锥长度L有关,而且还与两顶尖之间的距离有关。两顶尖之间的距离一般可近似看作工件全长L0。尾座偏移量s可以根据下列近似公式计算:

式中 s——尾座偏移量(mm);(https://www.xing528.com)
D——最大圆锥直径(mm);
d——最小圆锥直径(mm);
L——圆锥长度(mm);
L0——工件全长(mm);
C——锥度。
例4-2 在两顶尖之间,用偏移尾座法车一外圆锥工件,已知D=80mm,d=76mm,L=600mm,L0=1000mm,求尾座偏移量s。
解:根据式(4-6)得

例4-3 用偏移尾座法车一外圆锥工件,已知D=30mm,C=1∶50,L=480mm,L0=500mm,求尾座偏移量s。
解:根据式(4-7)得

(2)装夹工件 前后顶尖对齐(尾座上、下层零线对齐),在工件两中心孔内加润滑脂,用两顶尖装夹工件,将两顶尖距离调整至工件总长L0(尾座套筒在尾座内伸出长度应小于套筒总长的1/2)。工件在两顶尖间的松紧程度,以手不用力能拨动工件,而工件无轴向窜动为宜。
(3)偏移尾座 尾座偏移量计算出来后,偏移尾座的几种方法如下:
1)用尾座的刻度偏移尾座。偏移时,先松开尾座紧固螺母,然后用六角扳手转动尾座上层两侧螺钉1、2(根据正、倒锥确定向里或向外偏移),按尾座刻度把尾座上层移动一个s距离。最后拧紧尾座紧固螺母,如图4-9所示。这种方法比较方便,一般尾座上有刻度的车床都可以采用。
2)用百分表偏移尾座。使用这种方法时,先将百分表固定在刀架上,使百分表的测头与尾座套筒接触(百分表应位于通过尾座套筒轴线的水平面内,且百分表测量杆垂直于套筒表面),然后偏移尾座。当百分表指针转动至一个s值时,把尾座固定,如图4-10所示。利用百分表偏移尾座比较准确。
3)用锥度量棒或试件偏移尾座。先把锥度量棒或试件装夹在两顶尖之间,在刀架上装一百分表,使百分表测头与量棒或试件表面接触。百分表的测量杆要垂直于量棒或试件表面,且测头位于通过量棒或试件轴线的水平面内。然后偏移尾座,纵向移动床鞍,使百分表在两端的读数一致后,固定尾座即可,如图4-11所示。使用这种方法偏移尾座,选用的锥度棒或试件总长须与所加工工件的总长相等,否则加工出的锥度是不正确的。
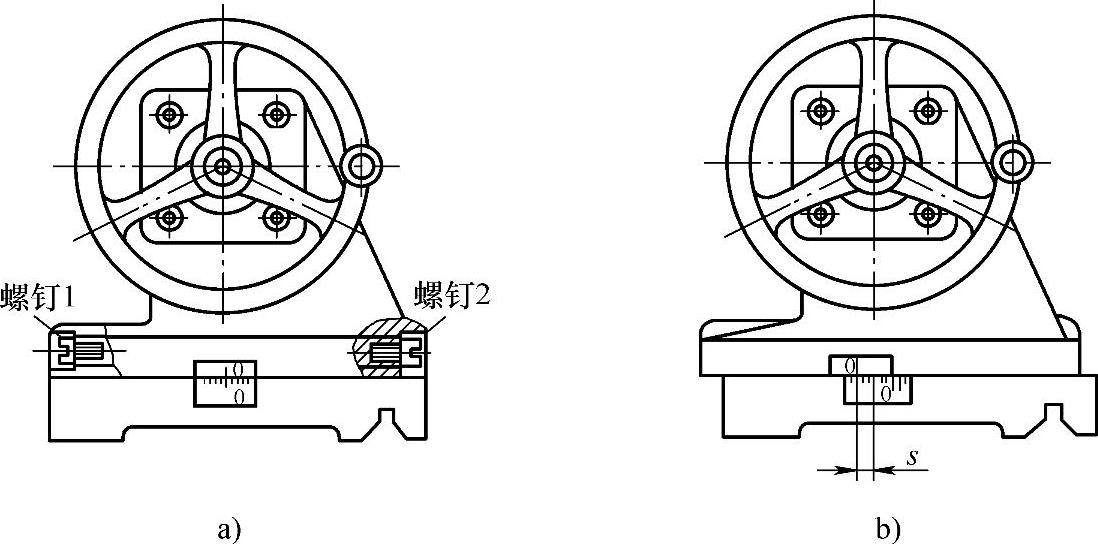
图4-9 用尾座的刻度偏移尾座
a)“0”线对齐 b)偏移距离s
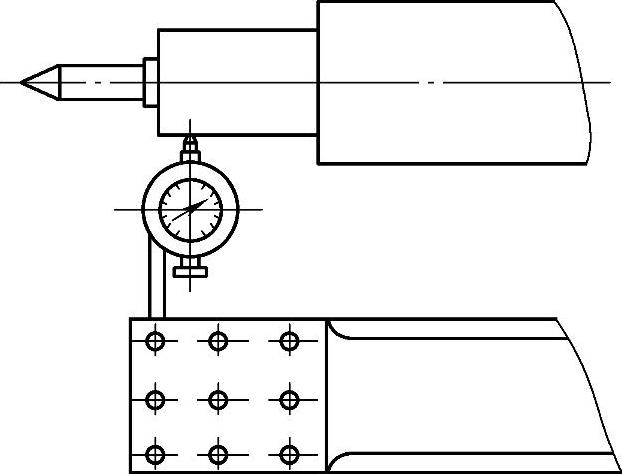
图4-10 用百分表偏移尾座
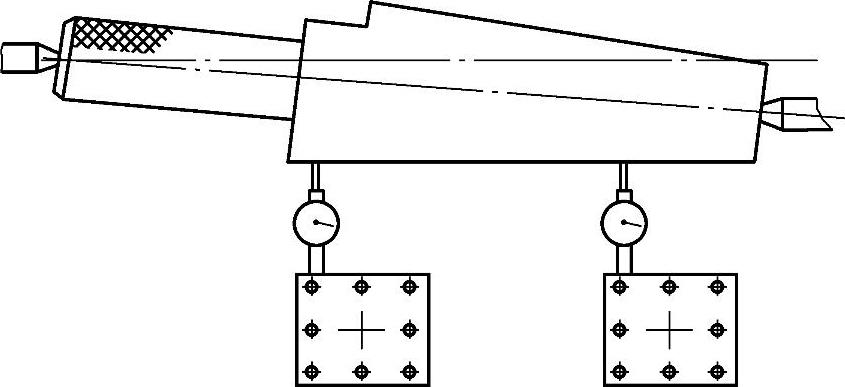
图4-11 用锥度量棒或试件偏移尾座
提示:无论采用哪一种方法偏移尾座,都有一定的误差,必须通过试切,逐步修正,而达到比较精确的圆锥角,满足工件的要求。
(4)偏移尾座法车圆锥的特点
1)可以采用纵向机动进给,使表面粗糙度值Ra减小,圆锥的表面质量较好。
2)顶尖在中心孔中是歪斜的,因而接触不良,顶尖和中心孔磨损不均匀,故可采用球头顶尖。
3)不能加工整锥体或内圆锥。
4)偏移尾座法适宜于加工锥度小、精度不高、锥体较长的外圆锥工件,因受尾座偏移量的限制,不能加工锥度大的工件。
(5)偏移尾座法车圆锥的注意事项
1)粗车时,进刀不宜过深,首先找正锥度,以防止工件报废;精车圆锥面时,ap和f都不能太大,否则影响锥面的加工质量。
2)随时注意两顶尖间松紧和前顶尖的磨损情况,以防工件飞出伤人。
3)偏移尾座时应仔细、耐心调整,熟练掌握偏移方向。
4)若工件数量较多,其长度和中心孔的深浅、大小必须一致,否则都将引起工件总长的变化,从而使加工出的工件锥度不一致。
5)由于尾座偏移,使前后两顶尖的轴线不在同一直线上,则中心孔和两顶尖接触不吻合,造成工件回转阻滞和干涉,两端宜采用球头顶尖。
3.仿形法
仿形法车圆锥是刀具按照仿形装置(靠模)进给对工件进行加工的方法,如图4-12所示。在卧式车床上安装一套仿形装置,该装置能使车刀作纵向进给的同时,又作横向进给,从而使车刀的运动轨迹与圆锥面的素线平行,加工出所需的圆锥面。
(1)仿形法车外圆锥的基本原理 仿形法又称为靠模法,它是在车床床身后面固定安装一个靠模板1,其斜角根据工件的圆锥半角α/2调整;取出中滑板丝杠,刀架3通过中滑板与滑块2刚性连接。这样,当床鞍纵向进给时,滑块沿着固定靠模中的斜槽滑动,带动车刀作平行于靠模板斜面的运动,使车刀刀尖的运动轨迹平行于靠模板的斜面,即BC∥AD。这样即可车出外锥面。用此法车外圆锥面时,小滑板需旋转90°,以代替中滑板横向进给。
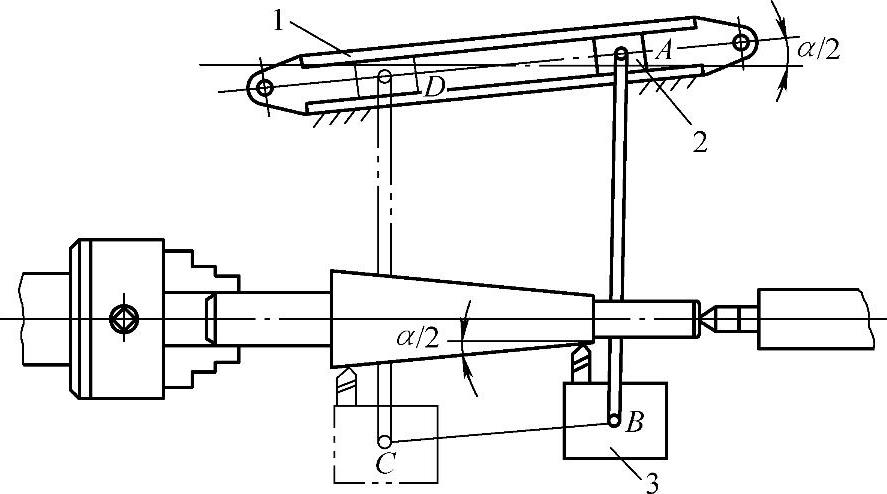
图4-12 仿形法车圆锥的基本原理
1—靠模板 2—滑块 3—刀架
(2)仿形法车外圆锥面的特点
1)调整锥度准确、方便,生产率高,因而适合于批量生产。
2)中心孔接触良好,又能自动进给,因此圆锥表面质量好。
3)靠模装置角度调整范围较小,一般适用于车削圆锥半角α/2<12°的工件。
4.靠模法
(1)靠模的结构 靠模的结构如图4-13所示,底座1固定在车床床鞍上,它下面的燕尾导轨和靠模体5上的燕尾槽均为滑动配合。当需要加工圆锥工件时,用螺钉11通过挂脚8、调节螺母9及拉杆10把靠模体固定在车床床身上。靠模体上标有角度刻度,它上面装有可以绕中心旋转到与车床主轴轴线相交成所需圆锥半角α/2的锥度靠模板2。螺钉6用来调整靠模板与车床主轴轴线相交的斜角,当调整到所需的圆锥半角α/2时用螺钉7固定。抽出中滑板丝杠,使连接板3的一端与中滑板相连,另一端与滑块4连接,滑块可以沿靠模板中的斜槽自由滑动。当床鞍作纵向移动时,滑块4沿靠模板的斜槽滑动,同时通过连接板带动中滑板沿靠模横向进给,使车刀合成斜进给运动,从而加工出所需的圆锥面。小滑板需旋转90°,以便于横向进给以控制锥体尺寸。当不需要使用靠模时,将两只螺钉11松开,取下连接板,装上中滑板丝杠,床鞍将带动整个附件一起移动,从而使靠模失去作用。
此外,还可以通过特殊结构的中滑板丝杠与滑块4相连,使中滑板既可以手动横向进给,又可以通过滑块沿靠模板横向进给。
(2)靠模法车外圆锥面的特点
1)调整锥度准确、方便,生产率高,因而适合于批量生产。
2)能够自动进给,表面粗糙度值Ra较小,表面质量好。
3)靠模装置角度调整范围较小,一般适用于圆锥半角α/2在12°以内的工件。
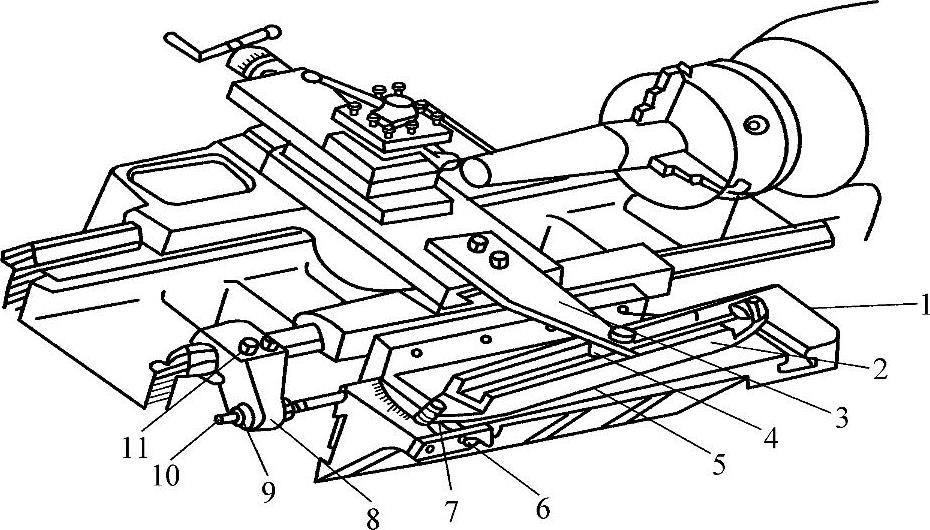
图4-13 靠模法车外圆锥面
1—底座 2—靠模板 3—连接板 4—滑块 5—靠模体 6、7、11—螺钉 8—挂脚 9—调节螺母 10—拉杆
5.宽刃刀车削法
宽刃刀车圆锥面,实质上属于成形法车削,即用成形刀具对工件进行加工。它是在车刀装夹时,把主切削刃与主轴轴线的夹角调整到与工件的圆锥半角α/2相等后,采用横向进给的方法加工出外圆锥面,如图4-14所示。同样的方法用车孔刀可以加工内圆锥面。
宽刃刀车外圆锥面时,切削刃必须平直,应取刃倾角λs=0°,车床、刀具和工件等组成的工艺系统必须具有较高的刚度,而且背吃刀量应小于0.1mm,切削速度宜低些,否则容易引起振动。
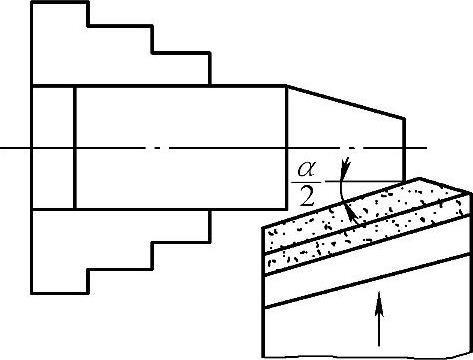
图4-14 宽刃刀车圆锥
宽刃刀车削法主要适用于较短圆锥面的精车工序。当工件的圆锥表面长度大于切削刃长度时,可以采用多次接刀的方法加工,但接刀处必须平直。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。