



【摘要】:图3-7 扩孔钻a)锥柄式高速钢扩孔钻 b)套式高速钢扩孔钻 c)套式硬质合金扩孔钻扩孔直径较小时,可选用直柄式扩孔钻;扩孔直径中等时,可选用锥柄式扩孔钻;扩孔直径较大时,可选用套式扩孔钻。这种扩孔钻的两个可转位刀片的外刃位于同一个外圆直径上,并且刀片径向可作微量调整,以控制扩孔直径。图3-8 可转位扩孔钻图3-8 可转位扩孔钻
用扩孔工具扩大工件孔径的加工方法称为扩孔。扩孔的公差等级一般可达IT10~IT9,表面粗糙度值达Ra6.3μm左右。常用的扩孔刀具有麻花钻和扩孔钻等,精度要求较低的孔,一般用麻花钻,精度要求较高的孔的半精加工则用扩孔钻。
1.用麻花钻扩孔
用麻花钻扩孔时,由于横刃不参加切削,轴向切削力小,进给力较小;但因钻头外缘处的前角较大,容易将钻头拉出,使钻头在尾座套筒里打滑,因此,扩孔时应将钻头外缘处的前角修磨得小些,并对进给量进行适当地控制,决不要因为钻削时进给力小而盲目地加大进给量。
2.用扩孔钻扩孔
标准扩孔钻一般有3~4条主切削刃,切削部分的材料为高速钢或硬质合金,结构形式有直柄式、锥柄式和套式等。图3-7a、b、c所示分别为锥柄式高速钢扩孔钻、套式高速钢扩孔钻和套式硬质合金扩孔钻。在小批量生产时,常用麻花钻改制。
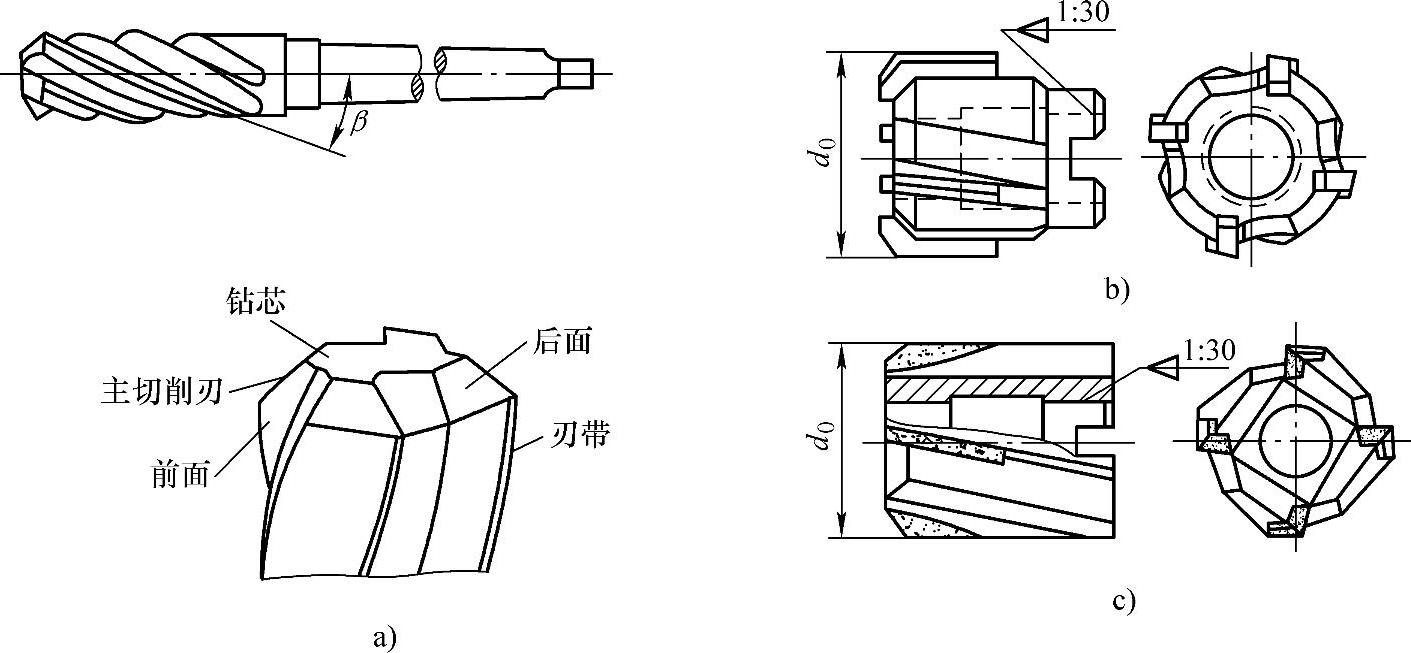
图3-7 扩孔钻(https://www.xing528.com)
a)锥柄式高速钢扩孔钻 b)套式高速钢扩孔钻 c)套式硬质合金扩孔钻
扩孔直径较小时,可选用直柄式扩孔钻;扩孔直径中等时,可选用锥柄式扩孔钻;扩孔直径较大时,可选用套式扩孔钻。
扩孔钻的加工余量较小,主切削刃较短,因而容屑槽浅、刀体的强度和刚度较好。它无麻花钻的横刃,加之刀齿多,所以导向性好,切削平稳,加工质量和生产率都比麻花钻高。
扩孔直径在20~60mm之间时,且机床刚性好、功率大,可选用图3-8所示的可转位扩孔钻。这种扩孔钻的两个可转位刀片的外刃位于同一个外圆直径上,并且刀片径向可作微量(±0.1mm)调整,以控制扩孔直径。
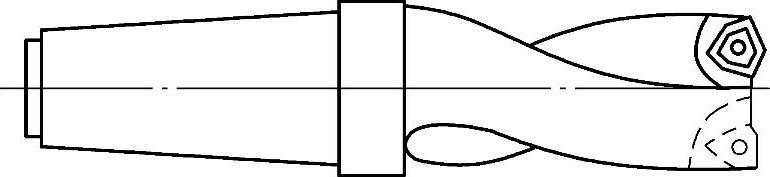
图3-8 可转位扩孔钻
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。