



1.综合练习一
(1)台阶轴图样(图2-26)
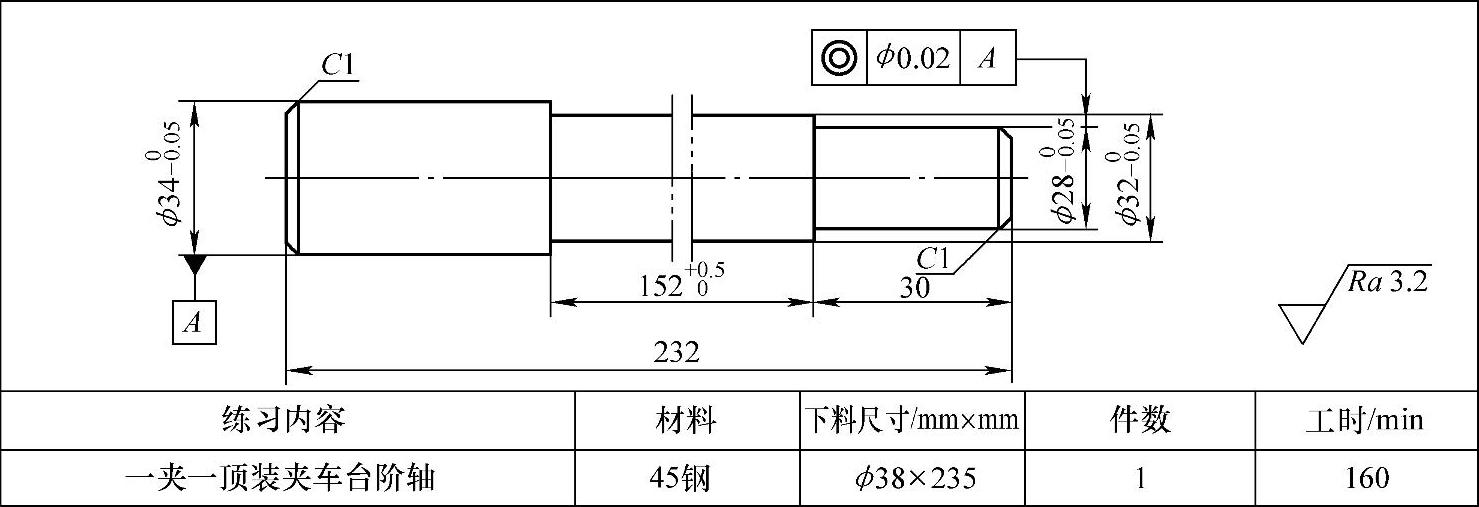
图2-26 一夹一顶装夹车台阶轴综合练习一
(2)加工步骤
1)用自定心卡盘夹住工件外圆,伸出长度约20mm,车端面、钻中心孔A2,调头车另一端面、钻中心孔A2。
2)用自定心卡盘夹住工件外圆,夹住长度6mm左右,另一端用后顶尖顶住。
3)粗车外圆ϕ28.5mm、长29.7mm和ϕ32.5mm、长152mm。
4)精车外圆ϕ280-0.05mm、长30mm和ϕ320-0.05mm、长152+0.50mm,以及ϕ340-0.05mm至卡爪处。
5)倒角C1。
6)调头装夹,卡爪处垫铜皮,夹住ϕ280-0.05mm外圆,另一端用后顶尖顶住。
7)倒角C1。
8)检查合格后取下工件。
2.综合练习二
(1)台阶轴图样(图2-27)
(2)工艺分析 该零件形状较简单,结构尺寸变化不大,为一般用途的轴。零件有3个台阶面、2个直槽,左、右两台阶同轴度公差为ϕ0.02mm,中段台阶轴颈圆柱度公差为0.04mm,且只允许左大右小,零件精度要求较高。
因此,加工时应分粗、精加工两个阶段。粗加工时采用一夹一顶装夹方法,精加工时采取两顶尖支撑装夹方法,车槽安排在精车后进行。为保证工件圆柱度要求,粗加工阶段应找正好车床的锥度。
(3)加工步骤(https://www.xing528.com)
1)检查坯料,使毛坯伸出自定心卡盘长度约40mm,找正后夹紧。
2)车端面,钻中心孔B2.5/8.0;粗车外圆ϕ35mm×25mm。
3)调头夹持工件ϕ35mm外圆处,找正后夹紧。车端面保证总长230mm,钻中心孔B2.5/8.0。
4)用后顶尖顶住工件,粗车整段外圆(夹紧处ϕ35mm除外)至ϕ36mm。
5)调头一夹(夹持ϕ36mm外圆)一顶装夹工件,粗车右端两处外圆:
①车图样中ϕ290-0.05mm的一段外圆至ϕ29.8mm,长29.5mm。
②车图样中ϕ330-0.05mm的一段外圆至ϕ35mm,长119.5mm,检查并校正锥度后,再将外圆车至ϕ33.8mm。
6)修研两端中心孔。
7)工件调头,用两顶尖支撑装夹。精车左端外圆至ϕ350-0.05mm,倒角C1。
8)工件调头,用两顶尖支撑装夹。精车右端两处外圆。
①车外圆至ϕ290-0.05mm,长30mm,倒角C1。
②复检锥度后,车外圆ϕ330-0.05mm,长120+0.50mm。
9)车两处矩形沟槽3mm×1mm至要求尺寸。
10)检查两端外圆同轴度、中段台阶外圆圆柱度及各处尺寸符合图样要求后,卸下工件。
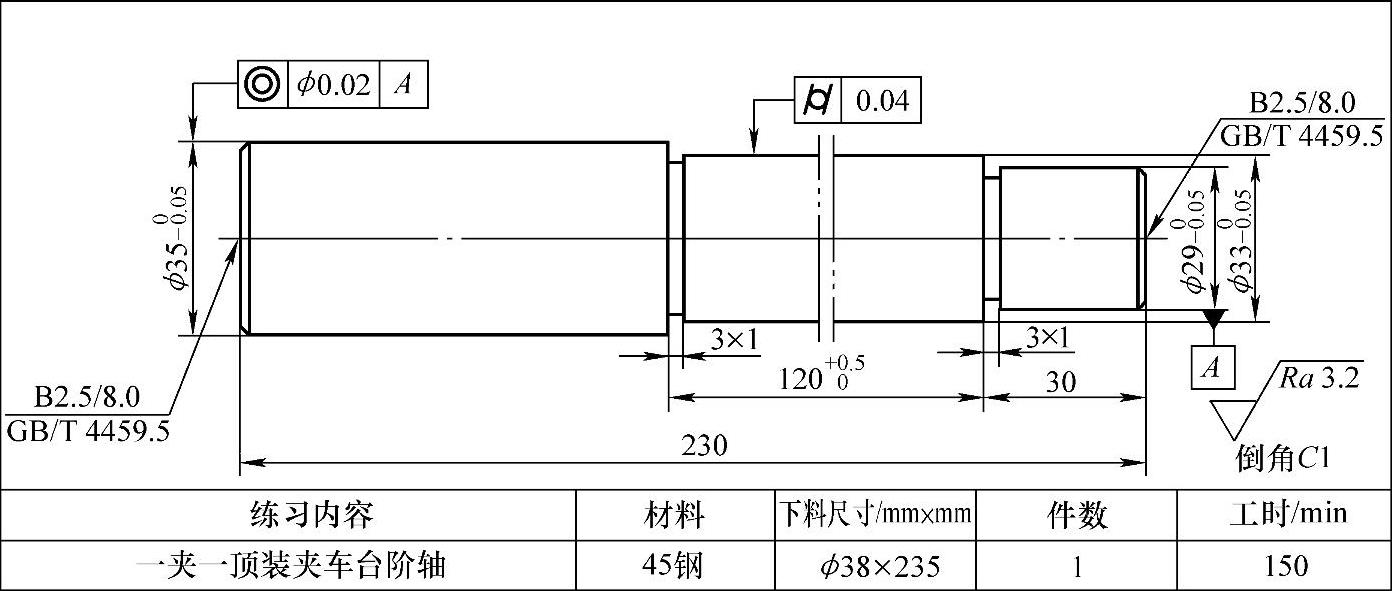
图2-27 一夹一顶装夹车台阶轴综合练习二
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。