



1.切断刀的种类
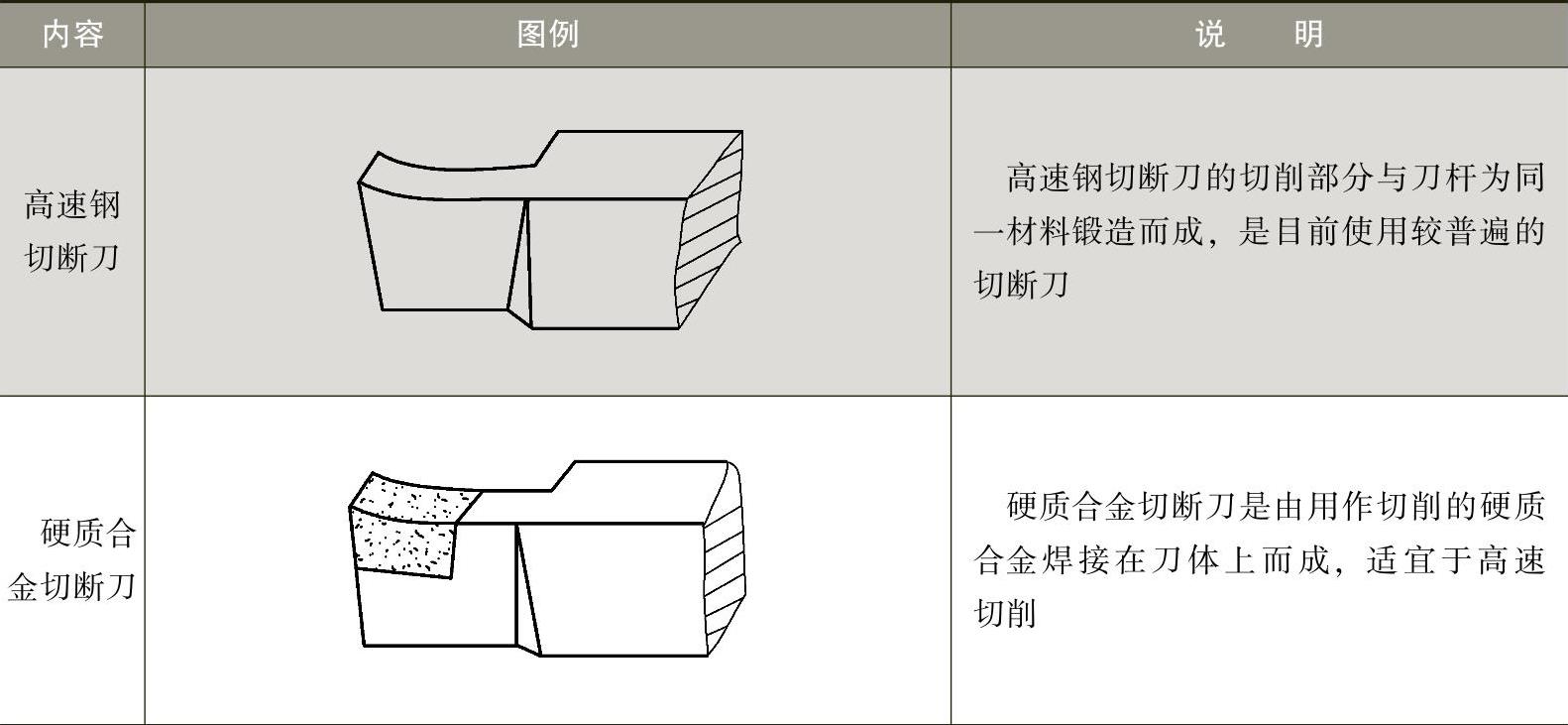
切断刀根据材料等有不同的分类方法,其分种类和特点见表2-4。
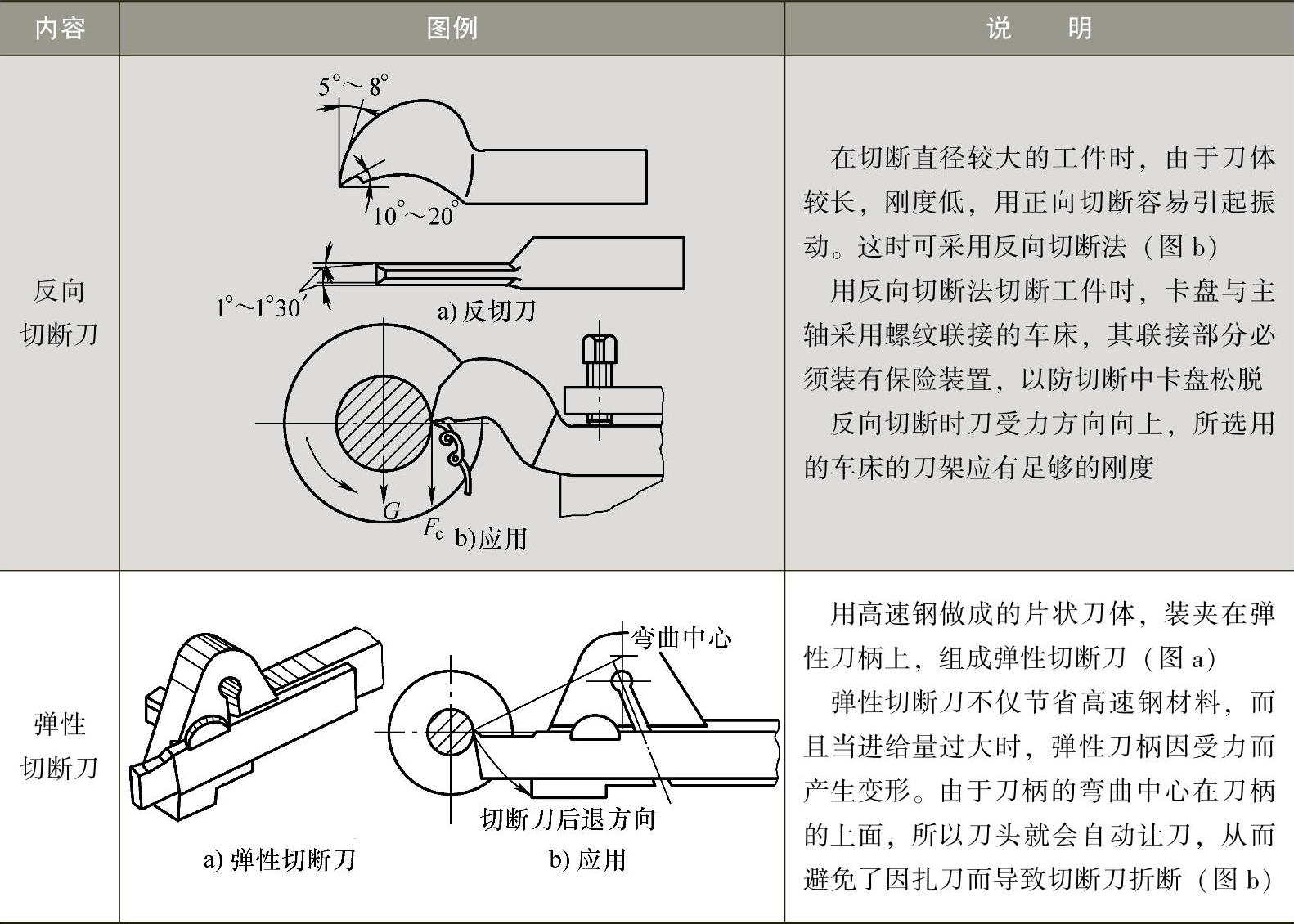
表2-4 切断刀的种类
(续)
2.切断刀的几何参数及应用
切断刀以横向进给为主,前端的切削刃为主切削刃,两侧的切削刃是副切削刃。一般切断刀的主切削刃较窄,刀体较长,因此强度较低,在选择和确定切断刀的几何参数时,要特别注意提高切断刀的强度。
1)高速钢切断刀。高速钢切断刀的形状如图2-16所示,其几何参数的选择原则见表2-5。
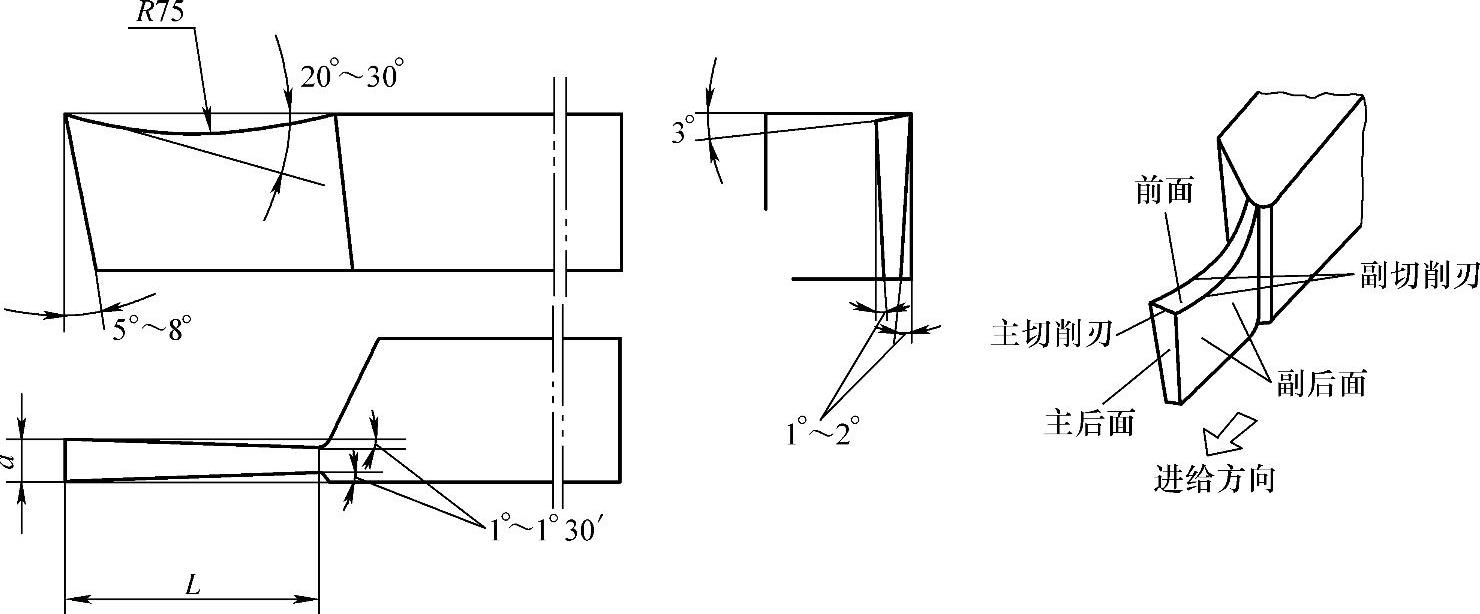
图2-16 高速钢切断刀
表2-5 高速钢切断刀几何参数的选择原则

例2-1 切断外径为ϕ36mm,孔径为ϕ16mm的空心工件,试计算切断刀的主切削刃宽度和刀头长度。
解:

为了使切削顺利,在切断刀的弧形前面上磨出卷屑槽,卷屑槽的长度应超过切入深度,如图2-17所示。但卷屑槽不可过深,一般槽深为0.75~1.5mm,否则会削弱刀头强度。
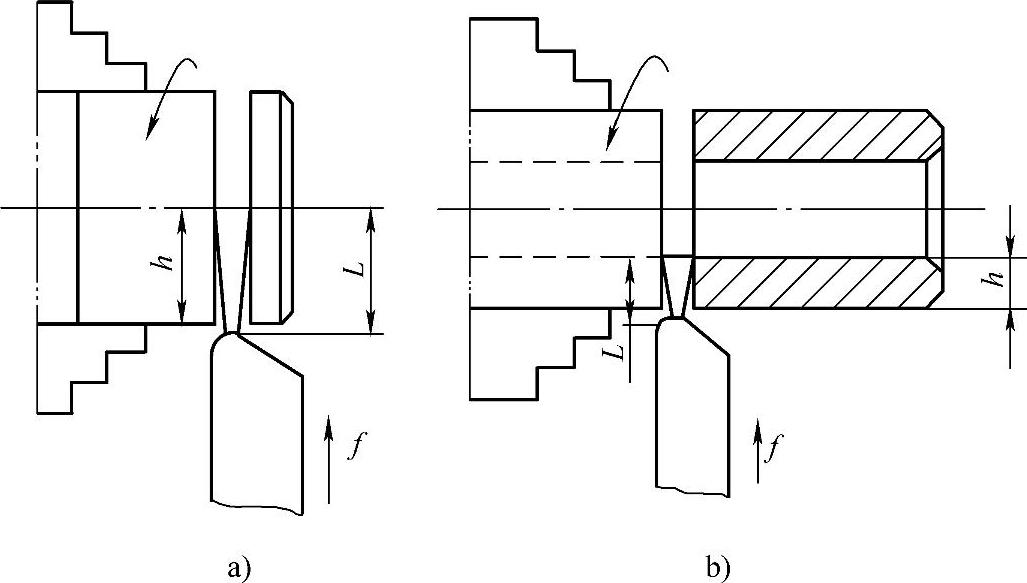
图2-17 切断刀的刀头长度
a)切断实心工件时 b)切断空心工件时(https://www.xing528.com)
在切断工件时,为使带孔工件不留边缘,实心工件的端面不留小凸头,可将切断刀的切削刃略磨斜些,如图2-18所示。
2)硬质合金切断刀。硬质合金切断刀的几何参数如图2-19所示。
当硬质合金切断刀的主切削刃采用平直刃时,由于切断时的切屑和工件槽宽相等,切屑容易堵塞在槽内而不易排出。为排屑顺利,可把主切削刃两边倒角或磨成人字形,如图2-19所示。注意高速切断时,会产生大量的热量,为防止刀片脱焊,必须充分浇注切削液,发现切削刃磨钝时,应及时刃磨。为增加刀头的支撑刚度,常将切断刀的刀头下部做成凸圆弧形。

图2-18 斜刃切断刀及应用
a)切断实心工件时 b)切断空心工件时
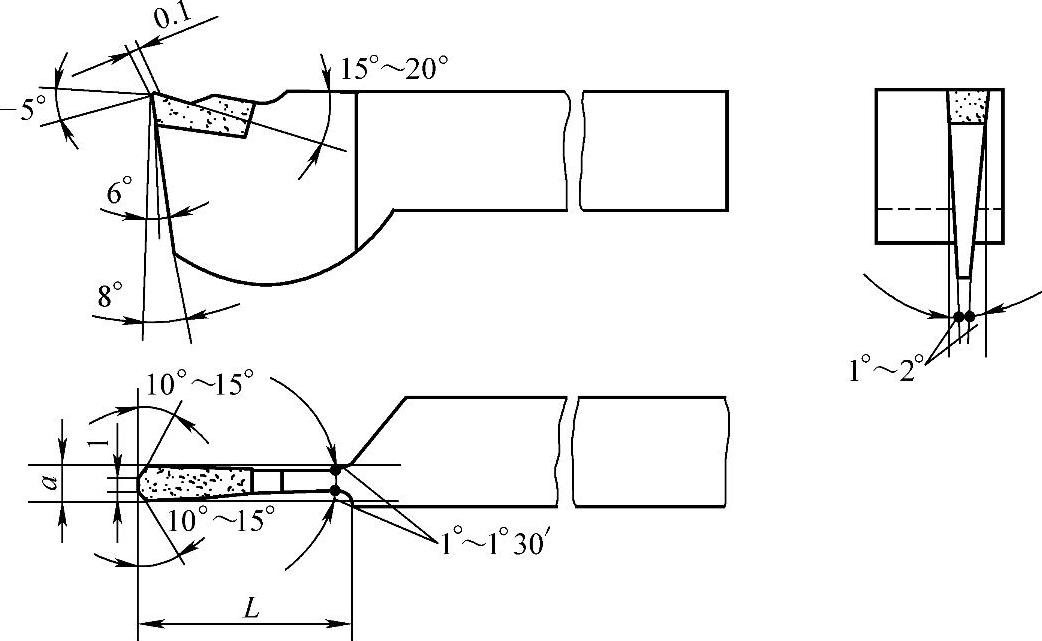
图2-19 硬质合金切断刀
3.切断刀的刃磨
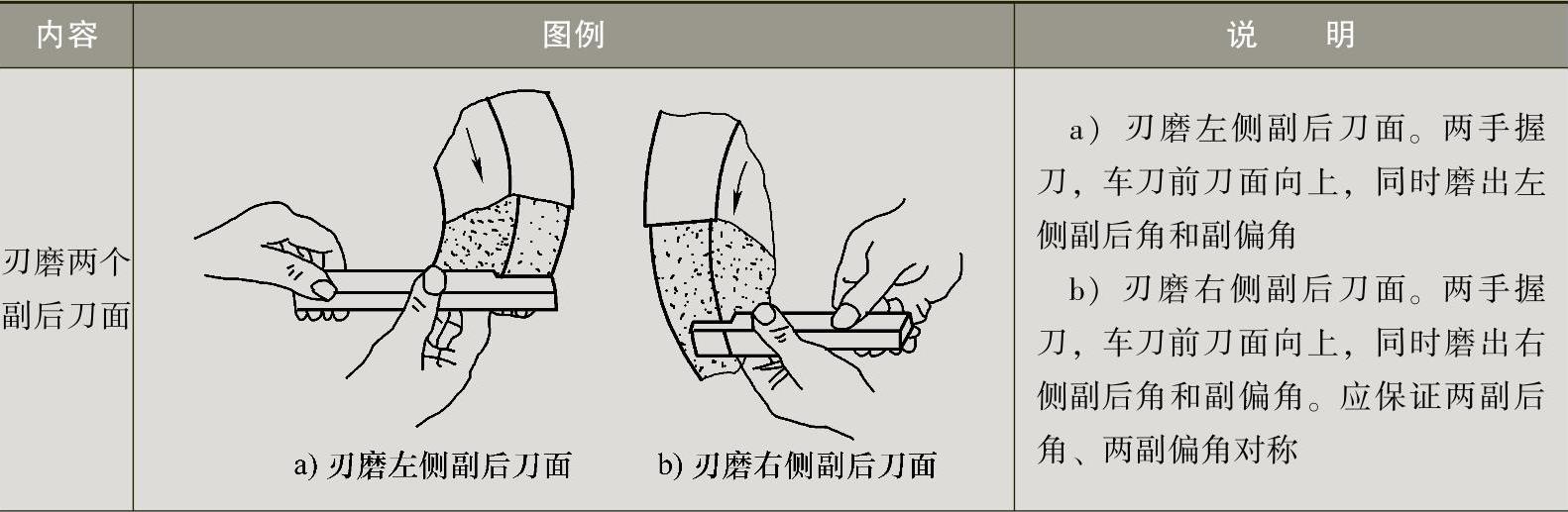
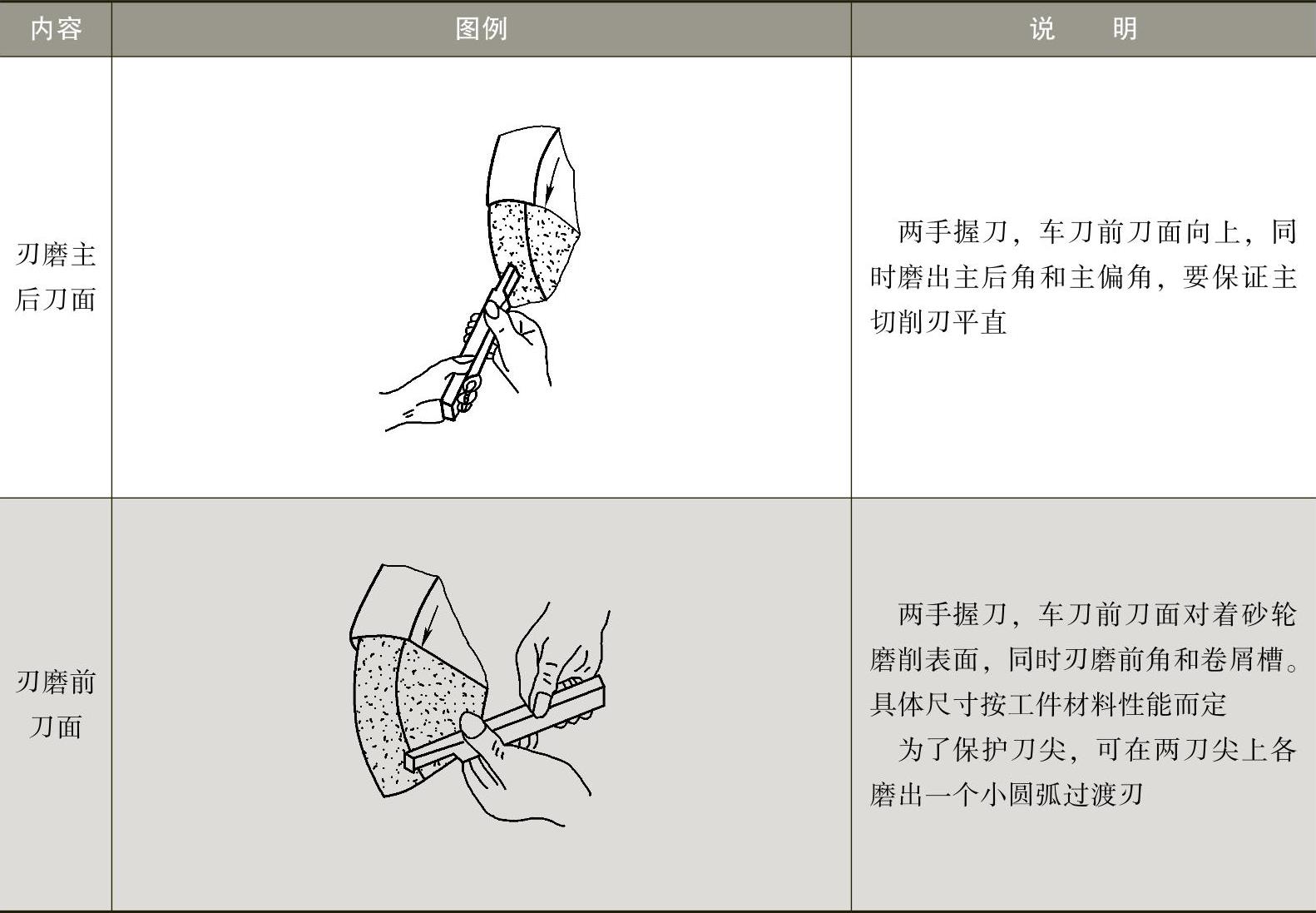
切断刀刃磨质量的高低,直接关系到切断能否顺利进行。要刃磨出高质量的切断刀,必须掌握正确的刃磨方法(表2-6)。
表2-6 切断刀的刃磨
(续)
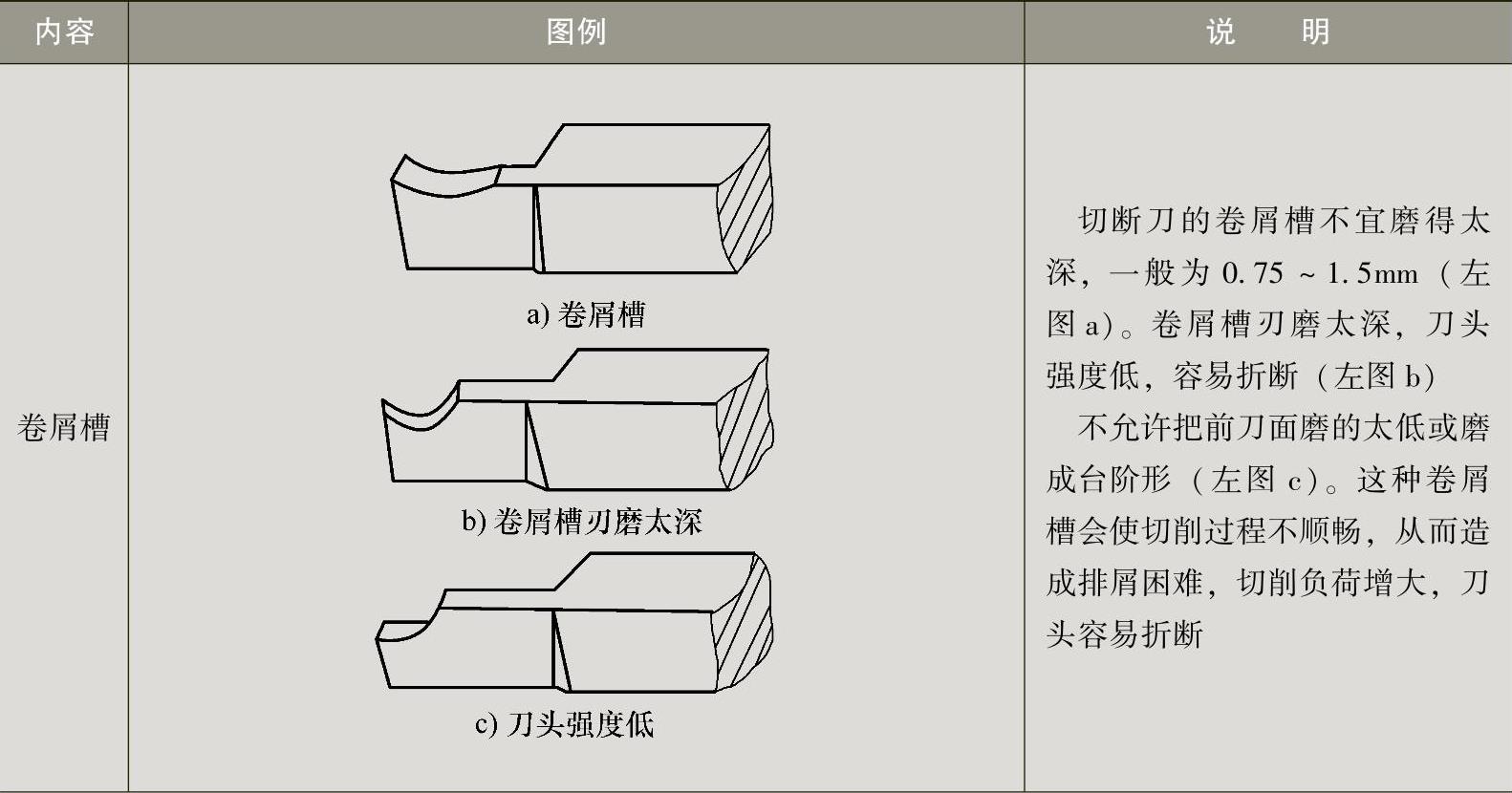
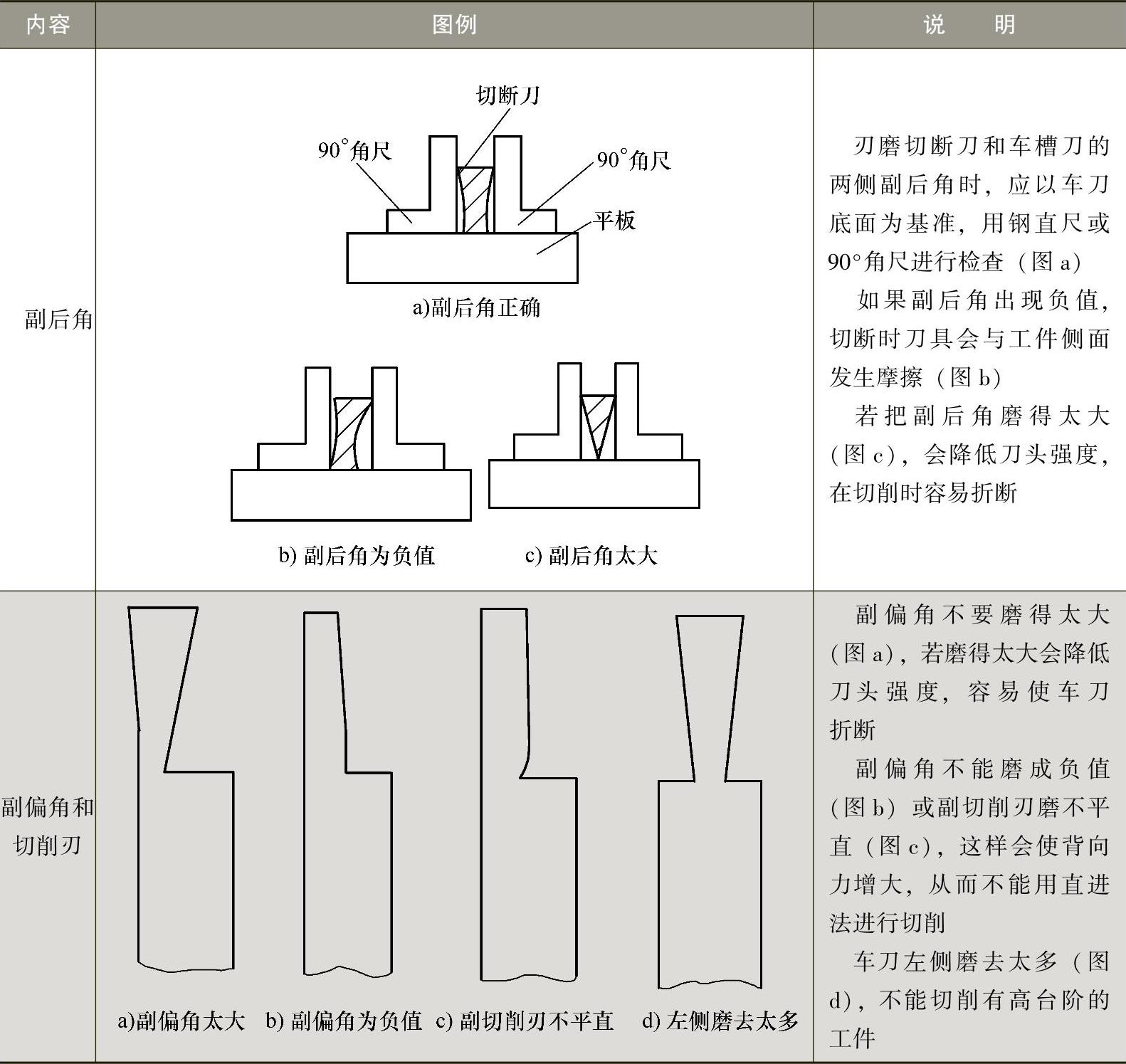
4.切断刀和车槽刀刃磨时容易产生的问题和注意事项(表2-7)
表2-7 刃磨时容易产生的问题和注意事项
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。